



1.CO2气体
(1)CO2气体的性质 CO2气体是一种无色、无臭、无味的气体,在0℃和0.1MPa气压时,它的密度为1.9768g/cm3,为空气的1.5偌。CO2气体在常温下很稳定,但在高温下几乎能全部分解。CO2有固态、液态和气态三种状态。气态CO2只有受到压缩才能变成液态。当不加压力冷却时,CO2气体将直接变成固态(干冰)。随着温度的升高,干冰不需经过液态转变而直接变成气体。由于干冰表面冷凝着空气里的水分,所以它不适于焊接。CO2焊使用液态的CO2,其密度随温度变化而变化,在常温下即汽化(-780℃为液态变为气态的沸点),在0℃和0.1MPa气压下,1kg液态CO2可以汽化成509L的气态CO2。CO2气体主要是酿造厂和化工厂的副产品。
由于液态CO2中可溶解约占质量0.05%的水分,因此用于CO2焊的保护气体时,必须经过干燥处理,焊接用的CO2气体的一般标准是:CO2>99%(体积分数);O2<0.1%(体积分数);水分<1.22g/m3,对于质量要求高的焊缝CO2纯度应>99.5%(体积分数)。
(2)CO2气体的提纯措施 焊接用CO2气体都是钢瓶(外表漆成黑色,并标有黄宇CO2宇样)充装,为了获得优质焊缝,应对瓶装CO2气体进行提纯处理,以减少其中的水分和空气,提纯可采取以下措施:
1)将气瓶倒立静置1~2h,然后打开瓶阀,把沉积于下部的自由状态的水排出,根据瓶中含水的不同,可放水2~3次,每隔30min放一次。放水结束后将气瓶放正。
2)经放水处理后的气瓶,在使用前先放气2~3min,放掉气瓶上部分的气体。
3)在气路系统中,设置高压干燥器,进一步减少CO2气体中的水分。一般用硅胶或脱水硫酸铜作干燥剂,用过的干燥剂经烘干后可反复使用。
4)瓶中气压降到1MPa时不再使用,因为当瓶内气压降到1MPa以下时,CO2气体中所含水分将增加到原来的3偌左右,如继续使用,焊缝中将产生气孔,并降低焊接接头的塑性。
(3)CO2保护气体的选用 由于CO2在高温时具有氧化性,故所配用的焊丝应有足够的脱氧元素,以满足Mn、Si联合脱氧的要求。
对于低碳钢、低合金高强度钢、不锈钢和耐热钢等,焊接时可选用活性气体(如CO、Ar、CO2或A+O2)保护,以细化过渡熔滴,从而克服电弧阴极斑点飘移及焊道边缘咬边等缺陷。
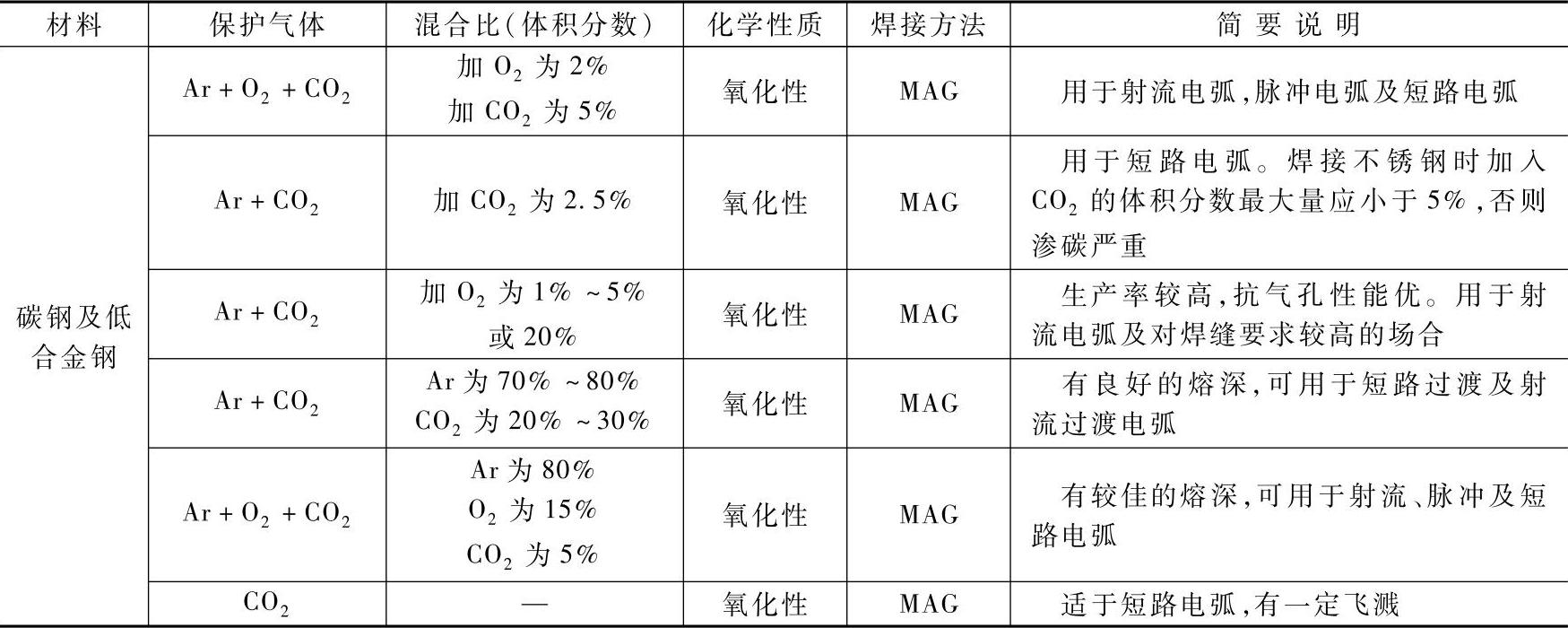
焊接低碳钢或低合金钢时,在CO2气体中加入一定量的O2,或者在Ar中加入一定量的CO2或O2,可产生明显效果。采用混合体保护,还可增大熔深,消除未焊透、裂纹及气孔等缺陷。焊接用CO2保护气体及适用范围见表5-138。
表5-138 焊接用CO2保护气体及适用范围
2.CO2焊丝
在CO2焊中进行低碳钢和低合金钢焊接时,为了防止气孔,减少飞溅和保证焊缝具有较高的力学性能,必须采用含有Si、Mn等脱氧元素的焊丝。
(1)实心焊丝 常用CO2实心焊丝为C-Mn-Si系焊丝,如H08Mn2SiA、H04Mn2SiTiA等。CO2焊焊丝直径一般有0.8mm、1.0mm、1.2mm、1.6mm、2.0mm等。焊丝直径≤1.2mm属于细丝CO2焊,焊丝直径≥1.6mm属于粗丝CO2焊。(https://www.xing528.com)
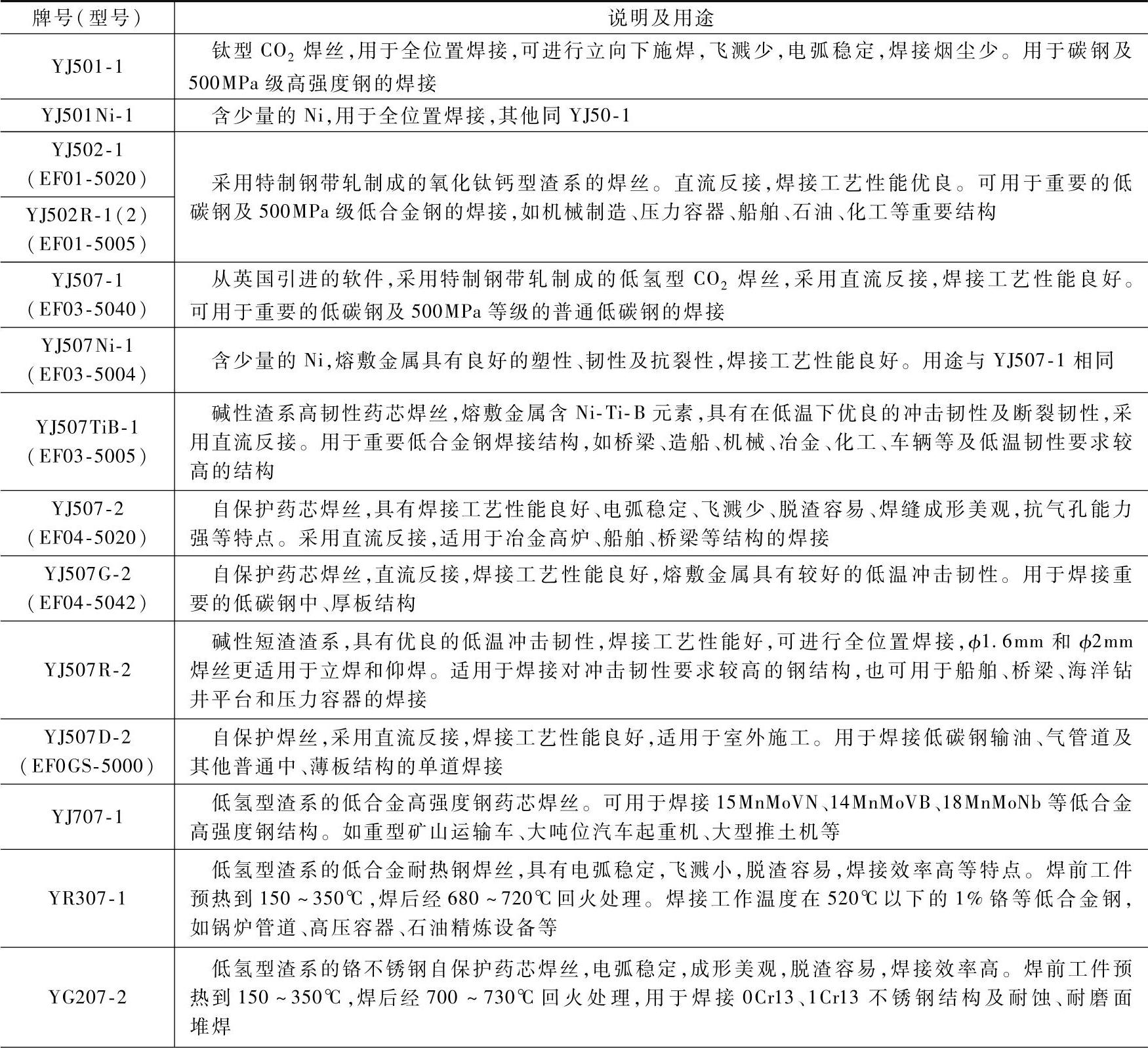
(2)药芯焊丝 将含有脱气剂、稳弧剂和其他成分的粉末放在钢带上经包卷后拉拨而成,可采用气体、焊剂联合保护或自保护,适用于金属结构焊接、推焊等,如图5-92所示,药芯焊丝断面有E形、T形、O形、中间填丝形和梅花形等。药芯焊丝的牌号及用途见表5-139。
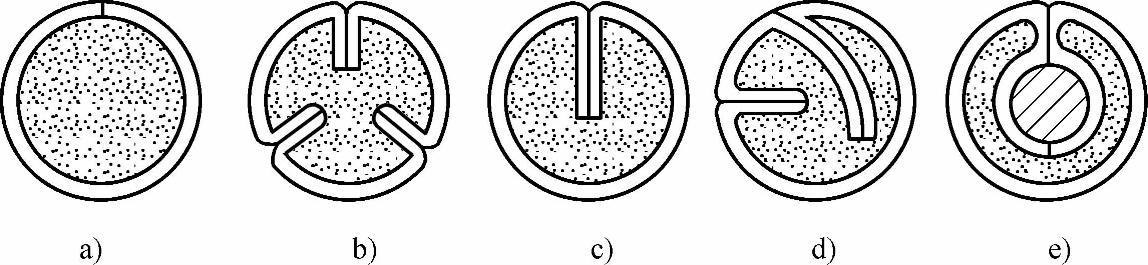
图5-92 药芯焊丝截面形状
a)O形 b)梅花形 c)T形 d)E形e)中间填丝形
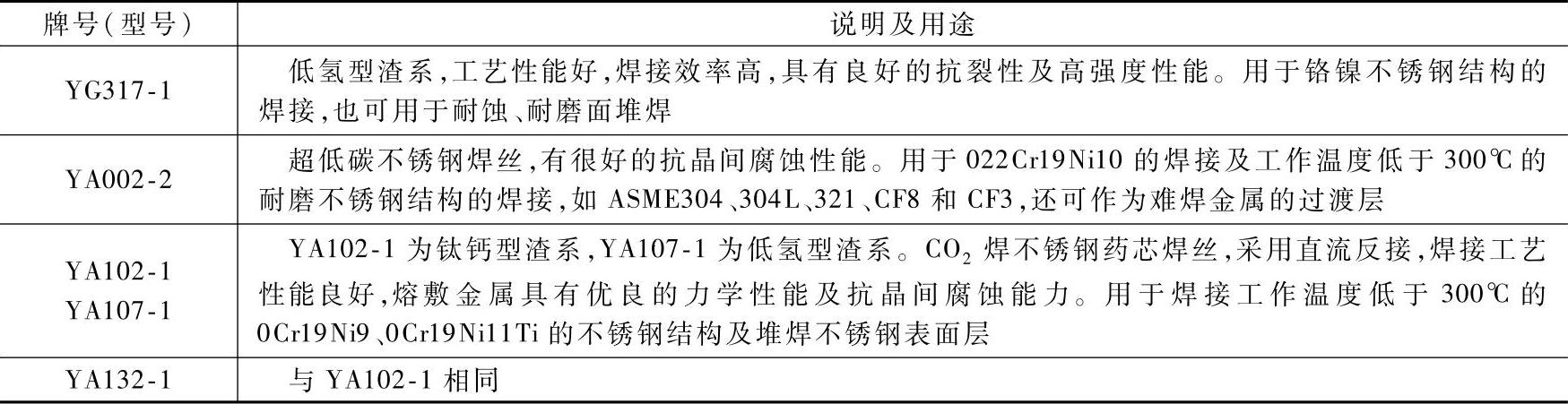
表5-139 药芯焊丝的牌号及用途
(续)
细丝CO2药芯焊丝堆焊 焊接效率高,生产效率为焊条电弧焊的3~4偌;而巨焊接工艺性能优良,电弧稳定,飞溅小,脱渣容易,焊道成形美观。这种方法只能通过药芯焊丝过渡合金元素,多用于合金成分不太高的堆焊层。
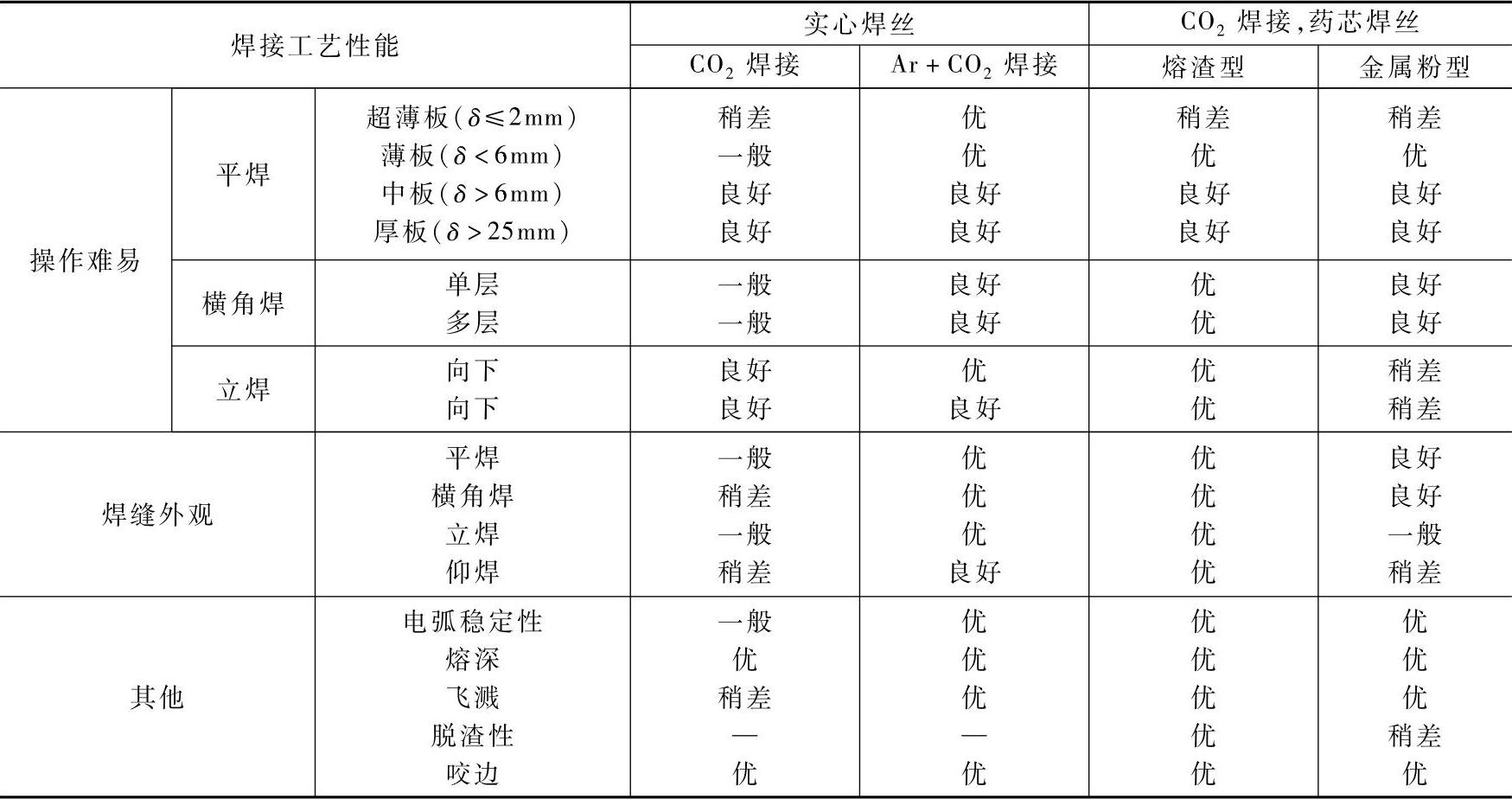
采用实心焊丝和药芯焊丝气体保护焊的焊接工艺性能的对比见表5-140。
表5-140 实心焊丝和药芯焊丝气体保护焊的焊接工艺性能的对比
(3)活化处理焊丝 所谓活化处理焊丝,就是在焊丝表面涂一层碱金属、碱土金属或稀土金属的化合物,来提高焊丝发射电子的能力和降低弧柱的有效电离势,这样可以细化金属熔滴,减少飞溅,改善焊缝成形。最常用的活化剂是Cs(铯)的盐类,如CsCO3。
半自动CO2焊用细焊丝的直径,多在1.2mm以下,分别为0.5mm、1.0mm、1.2mm。自动CO2焊用粗焊丝,直径为1.6~5mm。焊丝表面有镀铜或不镀铜之分,镀铜的目的是防止焊丝生锈,有利于焊丝的存放(但不宜超过三个月,否则仍会生锈)和提高导电性。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。