



1.CO2焊设备的分类
CO2焊设备按照操作方式可分为半自动CO2焊机、自动CO2焊机和各种专用(如螺柱焊、点焊)焊机等。半自动CO2焊机采用细焊丝(ф≤1.6mm),适用于短的、不规则焊缝焊接;自动CO2焊机采用粗丝(ф>1.6mm),适用于长的、规则焊缝和环缝焊接。
2.CO2焊设备的组成
半自动CO2焊和自动CO2焊所用设备基本相同,如图5-84所示,半自动CO2焊设备主要由焊接电源、供气系统、送丝系统、焊枪和控制系统组成。而自动CO2焊设备仅多一套焊枪与工件相对运动的机构,或者采用焊接小车进行自动操作。
下面以使用得最多的半自动CO2焊设备为主加以介绍。
(1)CO2焊接电源CO2焊为直流电源,一般采用反接。
1)对焊接电源外特性要求。由于CO2电弧的静特性是上升的,所以平(恒压)和下降外特性电源可以满足电源电弧系统和稳定条件。弧压反馈送丝焊机配用下降外特性电源,等速送丝焊机配用平或缓降外特性电源。

图5-84 半自动CO2气体保护焊设备
1—电源 2—送丝机 3—焊枪 4—气瓶 5—预热器 6—高压干燥器 7—减压器 8—低压干燥器 9—流量计 10—软管 11—焊丝盘
2)对电源动特性要求。颗粒过渡时对焊接电源动特性无特别要求,而短路过渡焊接时则要求焊接电源具有足够大的短路电流增大速度;以及当焊丝成分及直径不同时,短路电流增长速度可进行调节。
(2)供气系统 供气系统的作用是将钢瓶内的液态CO2变成合乎要求的、具有一定流量的气态CO2,并及时地输送到焊炬。供气系统由气瓶、预热器、干燥器、减压流量计及气阀等组成,如图5-85所示。
1)气瓶。用作储存液体CO2,外形与氧气瓶相似,外涂黑色标记,满瓶时可达5~7MPa压力。
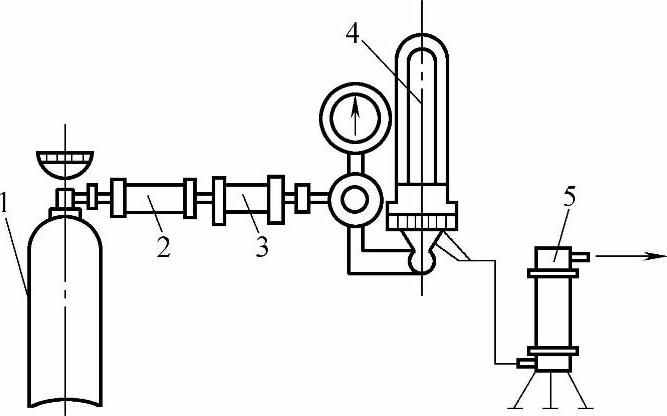
图5-85 CO2供气系统
1—气瓶 2—预热器 3—高压干燥器 4—减压流量计 5—低压干燥器
2)预热器。由于液态CO2转化为气态CO2时要吸收大量热量,同时流经减压器后,气体膨胀,也会使气体温度下降,因而易使减压器出现白霜和冻结现象,造成气体阻塞。因此,CO2气体在减压之前须经预热。预热器结构较简单,一般采用电热式,通以36V交流电,功率约100W,如图5-86所示。
3)干燥器。用作吸收CO2气体中的水分和杂质,以避免焊缝出现气孔。
4)减压流量计。用作高压CO2气体减压及气体流量的标识,目前常用的是301-1型浮式流量计,它由减压器和流量计两部分组成。按调节范围有0~15L/min和0~30L/min两种,可根据需要选用。
5)气阀。用作控制保护气体通断的一种装置,常用电磁气阀。
(3)水路系统 系统中通以冷却水,用于冷却焊枪及电缆。通常水路中设有水压开关,当水压太低或断水时,水压开关将断开控制系统电源。使焊机停止工作,保护焊枪不被损坏。
(4)送丝系统CO2气体保护焊通常采用等速送丝系统。送丝方式有推丝式、拉丝式及推拉式三种,如图5-87所示。使用特点见表5-134。目前生产中应用最广的是推丝式,该系统包括送丝机构、调速器、送丝软管及焊丝盘等。
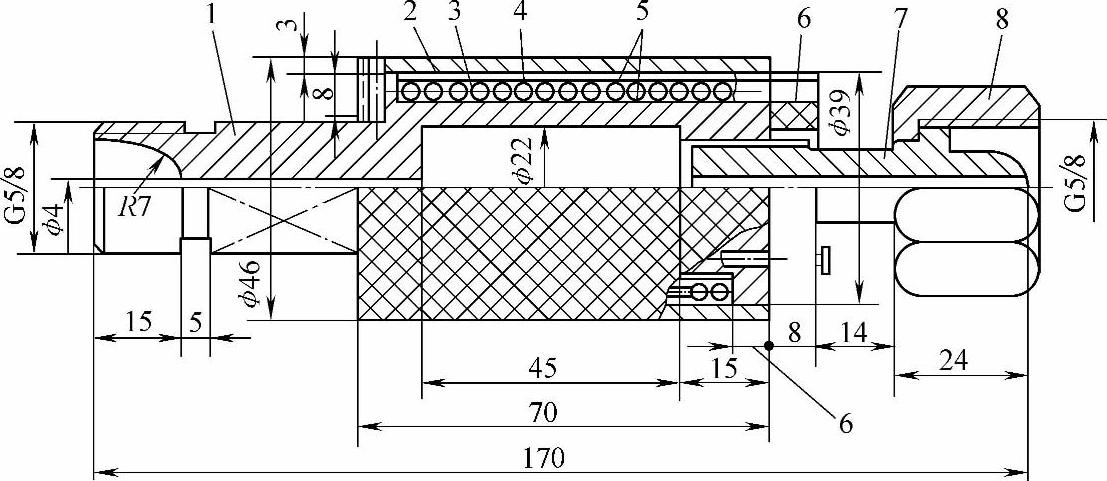
图5-86 气体预热器结构
1—主体 2—外壳 3—瓷管 4—电阻丝 5—云母 6—接线板 7—接头 8—螺母
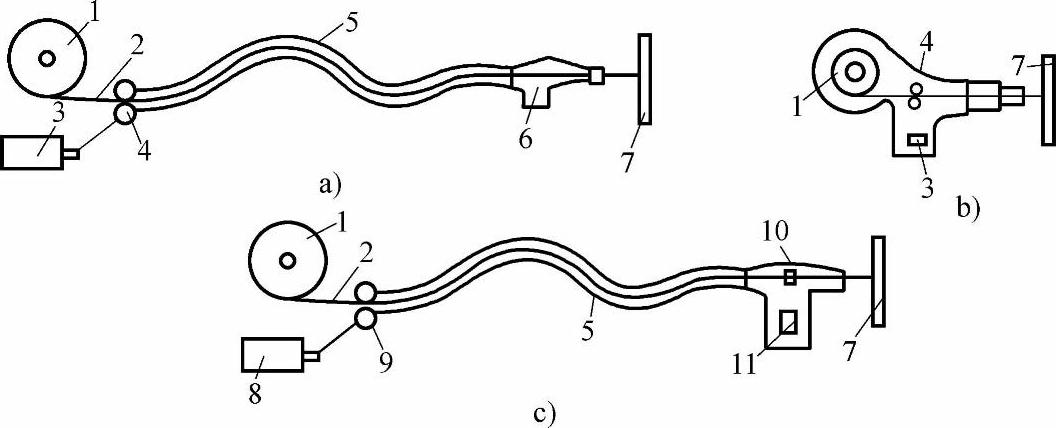
图5-87 半机械化焊的三种送丝方式
a)推丝式 b)拉丝式 c)推拉式
1—焊丝盘 2—焊丝 3—送丝电动机 4—送丝轮 5—软管 6—焊枪 7—工件 8—推丝电动杆 9—推丝机 10—拉丝轮 11—推丝电动机
表5-134 三种送丝方式使用情况比较

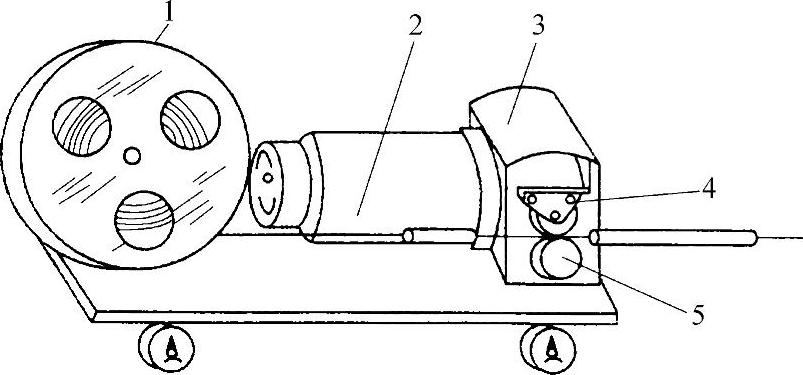
图5-88 推丝式送丝机构
1—焊丝盘 2—送丝电动机 3—减速装置 4—压紧装置 5—送丝轮
1)送丝机构。送丝机构由电动机、差速装置、送丝轮及压紧装置等组成,如图5-88所示。送丝机构有手提式、小车式和悬挂式之分。
2)调整器。一般采用改变送丝电动机电枢电压的方法来实现无级调速。目前使用最普遍的是可控硅整流器调速方式。(https://www.xing528.com)
3)送丝软管。送丝软管是引导焊丝的通道,既有一定的挺度以保证送丝顺利,又能柔软地弯曲以便操作。送丝软管的结构如图5-89所示。为了便于送丝,软管内径应与焊丝直径匹配。送丝软管与焊丝的配用见表5-135。
表5-135 送丝软管与焊丝的配用

4)焊丝盘。按送丝方式的不同,焊丝盘分为大盘和小盘两种。一般推丝式、推拉式为大盘,拉丝式为小盘。为了保证送丝时均匀,绕丝时焊丝应密排层绕,同时要注意焊丝不硬弯。
(5)焊枪 焊枪用于传导焊接电流,导送焊丝和CO2保护气体。其主要零件有喷嘴和导电嘴。焊枪按其应用不同分为半自动焊枪和自动焊枪;按其形式不同分为鹅颈式与手枪式;按送丝方式不同分为推丝式与拉丝式;按冷却方式不同分为空冷式与水冷式。自动焊枪的基本构造与半自动焊枪相同,但其载流容量较大,工作时间较长,一般都采用水冷式,粗丝水冷自动焊枪的构造如图5-90所示。
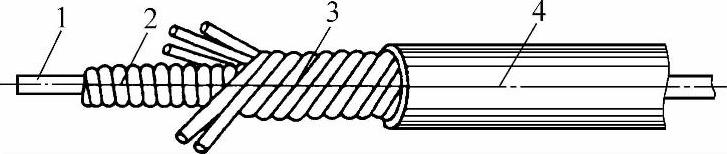
图5-89 送丝软管结构
1—焊丝 2—弹簧管 3—加固钢丝 4—胶管
导电嘴的孔径应根据焊丝直径来选择:当焊丝直径小于1.6mm时,导电嘴孔径为焊丝直径+(0.1~0.3)mm;当焊丝直径大于1.6mm时,导电嘴的孔径为焊丝直径+(0.4~0.6)mm,导电嘴的长度:粗丝为35mm,细丝为25mm左右,导电嘴常用纯铜、磷青铜或铬锆铜等材料制作。
(6)控制系统 控制系统的功能是在CO2焊时,使焊接电源、供气系统、送丝系统实现程序控制。自动焊时,还要控制焊车行走或工件转动等。
1)送丝控制。控制送丝电动机,保证完成正常送丝和制动动作,调整焊接前的焊丝伸出长度,并对网路电压波动有补偿作用。
2)供电控制。主要是控制弧焊电源。供电在送丝前或送丝的同时进行;停电在停止送丝之后,以避免焊丝末端与熔池粘结,保证收弧良好。
3)供气系统控制。对供气系统的控制大致分四步进行:第一步预调气,按工艺要求调节CO2气体流量;第二步引弧提前2~3s给电弧区送气,然后进行引弧;第三步在焊接过程中控制均匀送气;第四步是在停弧后应继续送气2~3s使熔化金属在凝结过程中仍得到保护。磁气阀采用延时继电器控制,也可由焊工利用焊枪上的开关直接控制供气。
4)控制程序。CO2焊焊接程序如图5-91所示。程序控制系统可控制焊接程序。
3.常用CO2焊机
(1)CO2焊焊机型号及技术参数
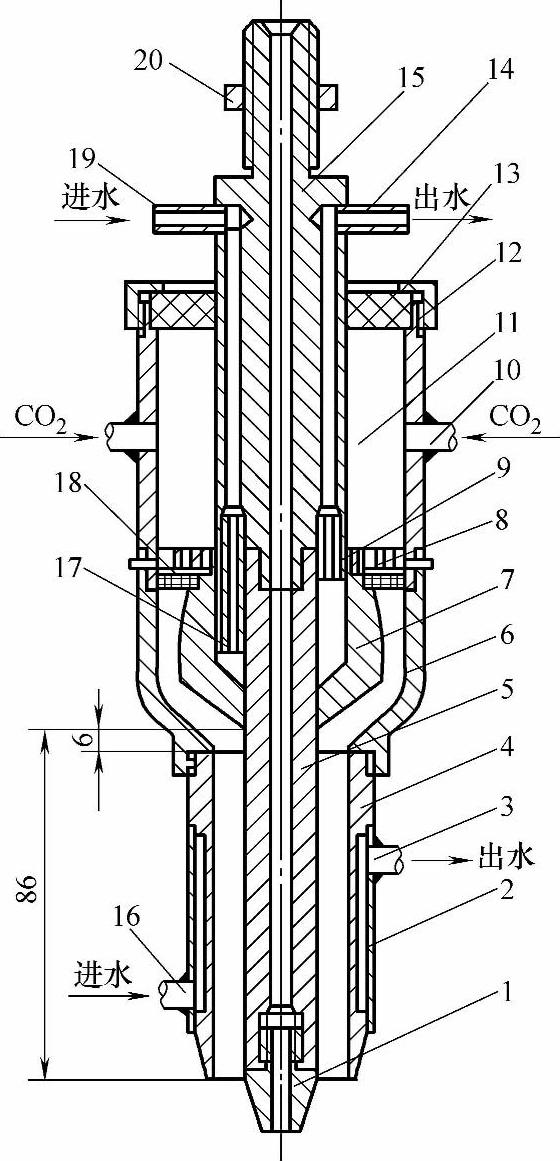
图5-90 粗丝水冷自动焊枪构造
1—导电嘴 2—喷嘴外套 3、14—出水管 4—喷嘴内套 5—下导电杆 6—外套 7—纺锤形体内套 8—绝缘衬套 9—出水接管 10—进气管 11—气室 12—绝缘压块 13—背帽 15—上导电杆 16、19—进水管 17—进水连接管 18—铜丝网 20—螺母
1)CO2焊常用焊机型号及技术数据见表5-136。
2)NZC2-Ⅱ型全功能CO2焊机型号及技术参数见表5-137。
(2)半自动化CO2焊机使用方法
1)按要求接好供气系统。接通焊接电源,合上控制电源开关。打开CO2气瓶上的气阀,合上检气开关。调节CO2气体流量至预定值,然后关闭检气开关。
表5-136 CO2焊常用电焊机技术参数

注:()内为旧型号。
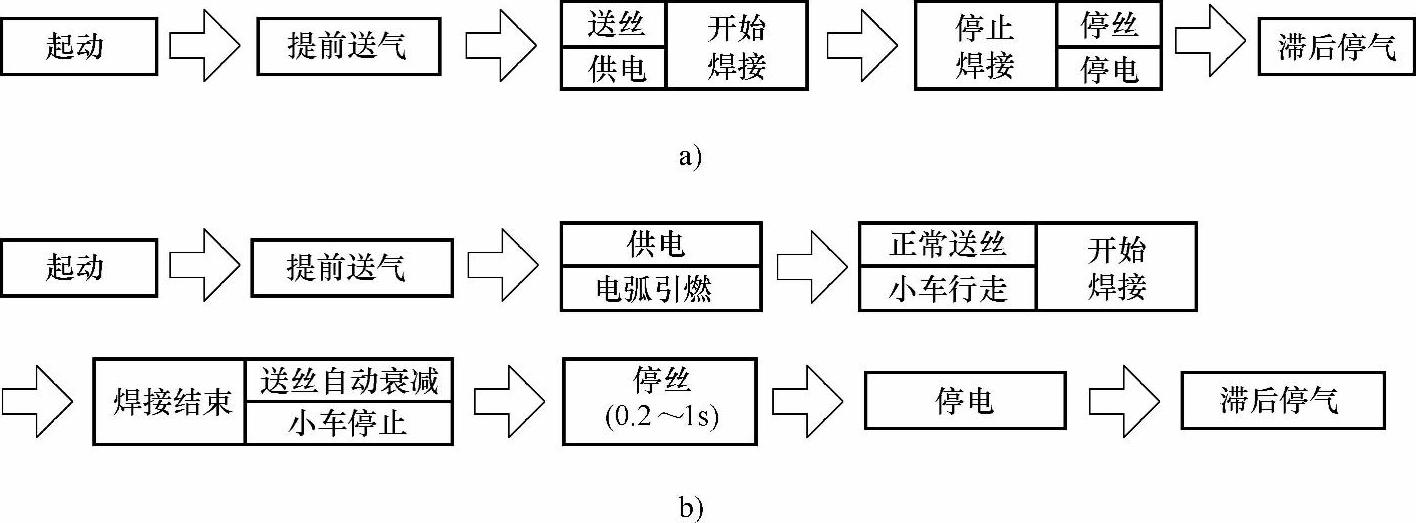
图5-91 CO2焊焊接程序
a)半自动CO2焊 b)自动CO2焊
表5-137 NZC2-Ⅱ型全功能CO2焊机型号及技术参数

2)安装好焊丝盘,根据焊丝直径选择送丝滚轮上的刻槽和导电嘴孔径,将焊丝伸入送丝滚轮,并进入送丝管。适当地压紧送丝滚轮。合上焊枪的开关,使焊丝从软管送出导电嘴后关上焊枪上的开关。也可合上送丝机上的开关,这时送丝速度比合上焊枪开关时的送丝速度快。
3)调节焊接电流和焊接电压旋钮至预定值。用一块废钢板进行试焊,进行焊接参数调节,直至试焊焊缝成形良好。试焊时只需合上焊枪的开关。使焊丝末端与试板接触引弧。如开始时焊丝伸出导电嘴较长,可用钢丝钳剪断,使焊丝伸出导电嘴10~20mm,也可将焊枪倾斜较大的角度进行划擦引弧。这样就能将焊丝多余的部分熔断。合上焊枪上的开关引弧后进行焊接。
4)结束焊接时关闭焊枪上的开关,填满收弧处弧坑,电弧自然熄灭,移开焊枪。关上焊机上的电源开关,关好CO2气瓶上的瓶阀,结束焊接。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。