



1.CO2焊的原理
CO2气体保护焊是采用CO2作为保护气体,使焊接区和金属熔池不受外界空气的侵入,依靠焊丝和工件间产生的电弧热来熔化金属的一种熔化极气体保护焊,焊丝由送丝机构通过软管经导电嘴送出,而CO2气体从喷嘴内以一定的流量喷出,这样当焊丝与焊件接触引燃电弧后,连续送给的焊丝末端和熔池被CO2气流所保护,防止了空气对熔化金属的危害作用,从而保证获得高质量的焊缝。CO2气体保护焊焊接原理如图5-79所示。
2.CO2焊的特点
(1)CO2焊的优点 与其他电弧焊比较,CO2焊的优点如下:
1)焊接熔池与大气隔绝,对油、锈敏感性较低,可以减少焊件及焊丝的清理工作。电弧可见性良好,便于对中,操作方便,易于掌握熔池熔化和焊缝成形。
2)电弧在气流的压缩下使热量集中,工件受热面积小,热影响区窄,加上CO2气体的冷却作用,因而焊件变形和残余应力较小,特别适用于薄板的焊接。
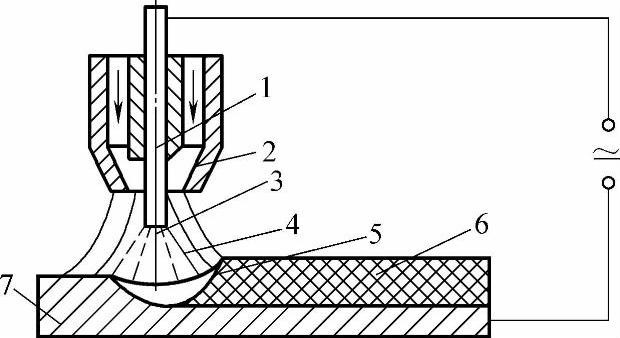
图5-79 CO2气体保护焊焊接原理
1—焊丝 2—喷嘴 3—电弧 4—CO2气流 5—熔池 6—焊缝 7—焊件
3)电弧的穿透能力强,熔深较大,对接焊件可减少焊接层数。对厚10mm左右的钢板可以开Ⅰ形坡口一次焊透,角焊缝的焊脚尺寸也可以相应地减小。(https://www.xing528.com)
4)焊后无焊接熔渣,所以在多层焊时就无需中间清渣。焊丝自动送进,容易实现机械化操作,短路过渡技术可用于全位置及其他空间焊缝的焊接,生产率高。
5)抗锈能力强,抗裂性能好,焊缝中不易产生气孔,所以焊接接头的力学性能好,焊接质量高。CO2气体价格低,焊接成本低于其他焊接方法,约相当于埋弧焊和焊条电弧焊的40%左右。
(2)CO2焊的缺点
1)CO2焊机的价格比焊条电弧焊机高。大电流焊接时,焊缝表面成形不如埋弧焊和氩弧焊平滑,飞溅较多。为了解决飞溅的问题,可采用药芯焊丝,或者在CO2焊气体中加入一定量的氩气形成混合气体保护焊。
2)室外焊接时,抗风能力比焊条电弧焊弱。半机械化CO2焊焊枪重,焊工在焊接时劳动强度大。焊接过程中合金元素烧损严重。如保护效果不好,焊缝中易产生气孔。
3.CO2焊的应用范围
1)CO2焊适用范围广,可进行各种位置焊接。常用于焊接低碳钢及低合金钢等钢铁材料和要求不高的不锈钢及铸铁补焊。
2)不仅适用焊接薄板,还常用于中厚板焊接。薄板可焊到1mm左右,厚板采用开坡口多层焊,其厚度不受限制。
CO2焊是目前广泛应用一种电弧焊方法,主要用于汽车、船舶、管道、机车车辆、集装箱、矿山及工程机械、电站设备、建筑等金属结构的焊接生产。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。