



【摘要】:2)焊接低碳钢及低合金钢时,液态金属的黏度高、表面张力大,易导致气孔、咬边等缺陷。3)焊接低碳钢、低合金钢时,电弧阴极斑点不稳定,易导致熔深及焊缝成形不均匀。因此,熔化极氩弧焊一般不使用纯氩气体进行焊接,通常根据所焊的材料采用适当比例的富氩混合气体。
1.保护气体
熔化极气体保护焊采用的气体以氩气(Ar)为主。但采用纯氩气(Ar)时会产生以下问题。
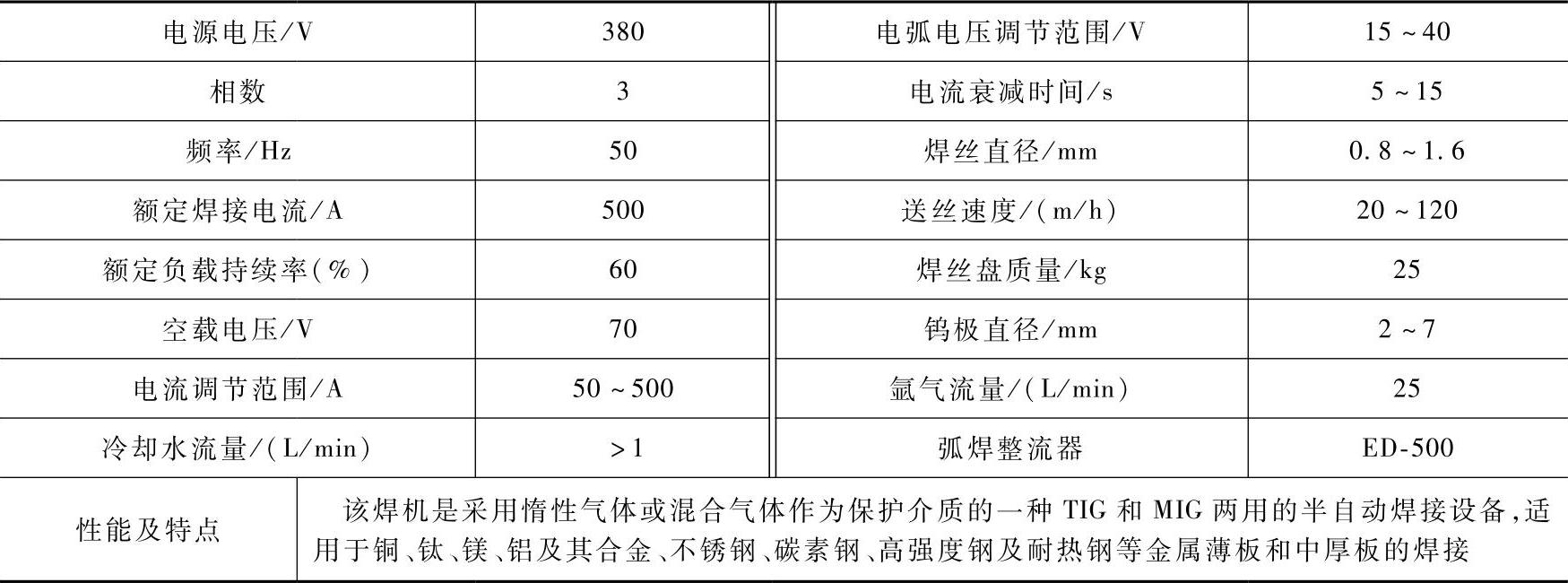
表5-110 NB-500型TIG/MIG半自动两用弧焊机的技术参数
1)易导致指状熔深。
2)焊接低碳钢及低合金钢时,液态金属的黏度高、表面张力大,易导致气孔、咬边等缺陷。
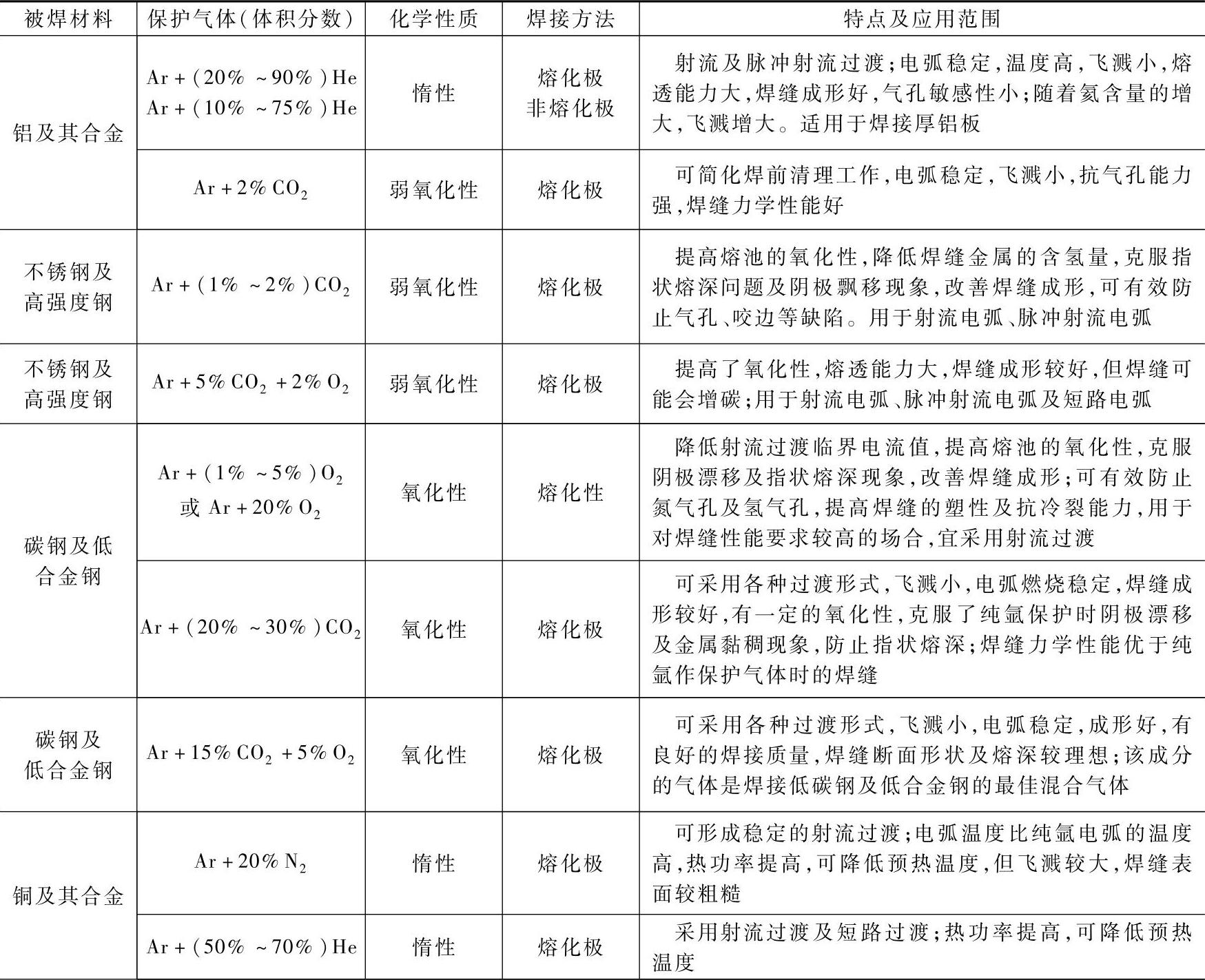
3)焊接低碳钢、低合金钢时,电弧阴极斑点不稳定,易导致熔深及焊缝成形不均匀。因此,熔化极氩弧焊一般不使用纯氩气体进行焊接,通常根据所焊的材料采用适当比例的富氩混合气体。常用富Ar混合气体的特点及应用范围见表5-111。
表5-111 常用富Ar混合气体的特点及应用范围
(续)

注:1.表中的气体混合比为参考数据,焊接时可视具体的工艺要求进行调整。
2.焊接低碳钢、低合金钢及不锈钢时,不必采用高纯Ar,可用粗Ar(一般含有2%O2+0.2%N2)与O2或CO2配合即可。(https://www.xing528.com)
3.焊接钛、锆及镍时,应采用高纯Ar。
2.焊丝
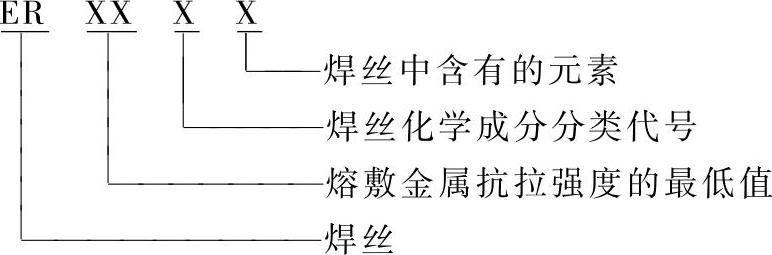
(1)型号表示方法
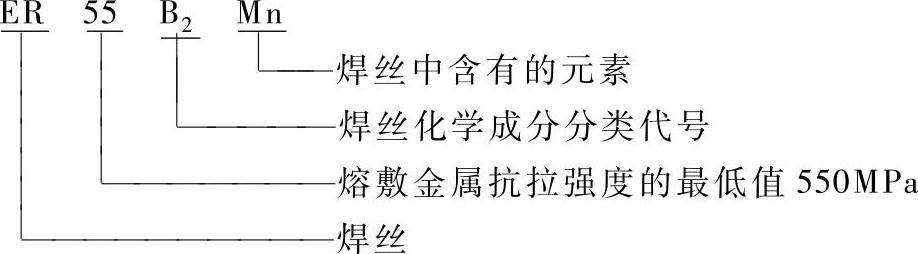
(2)焊丝型号举例
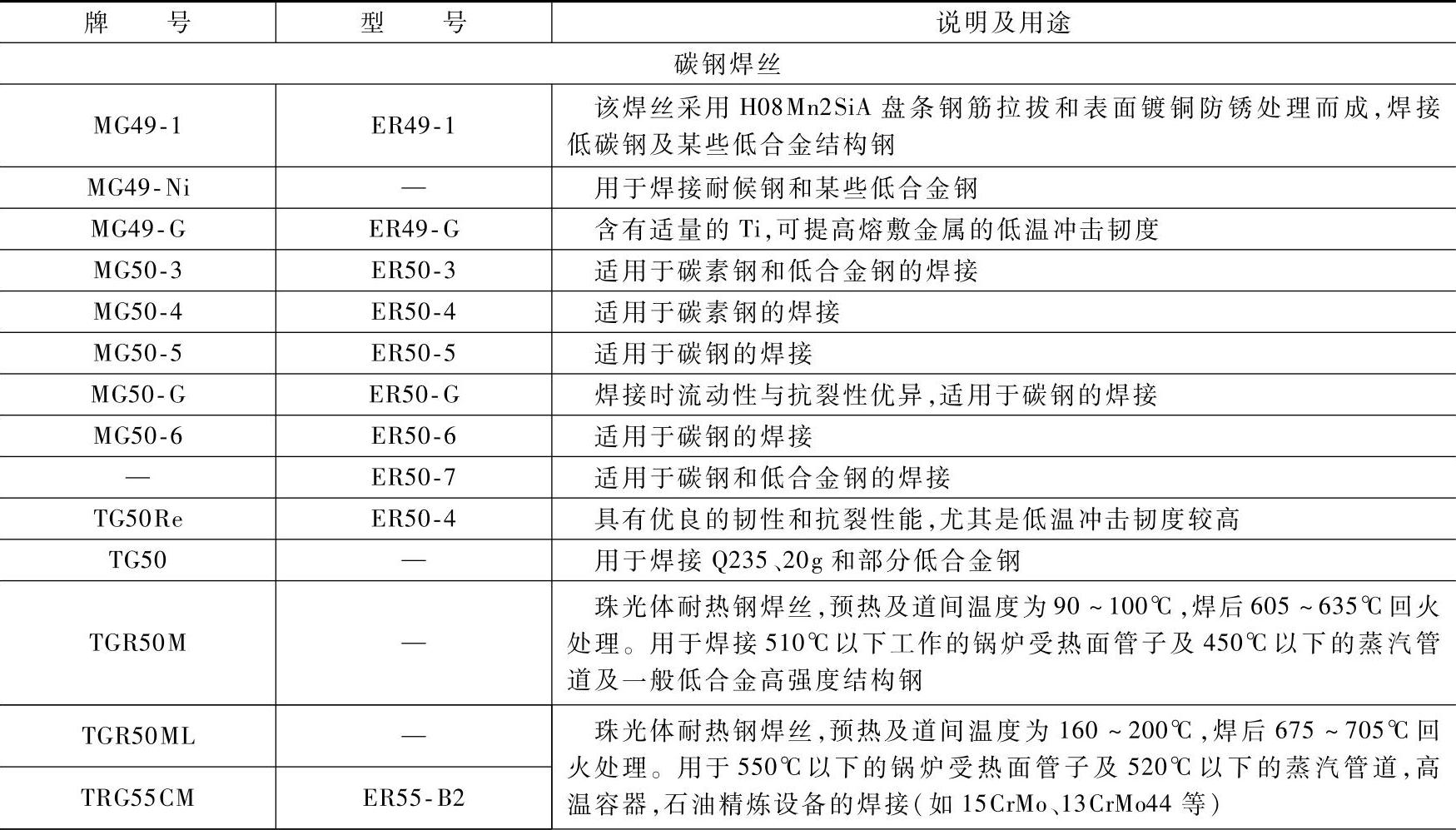
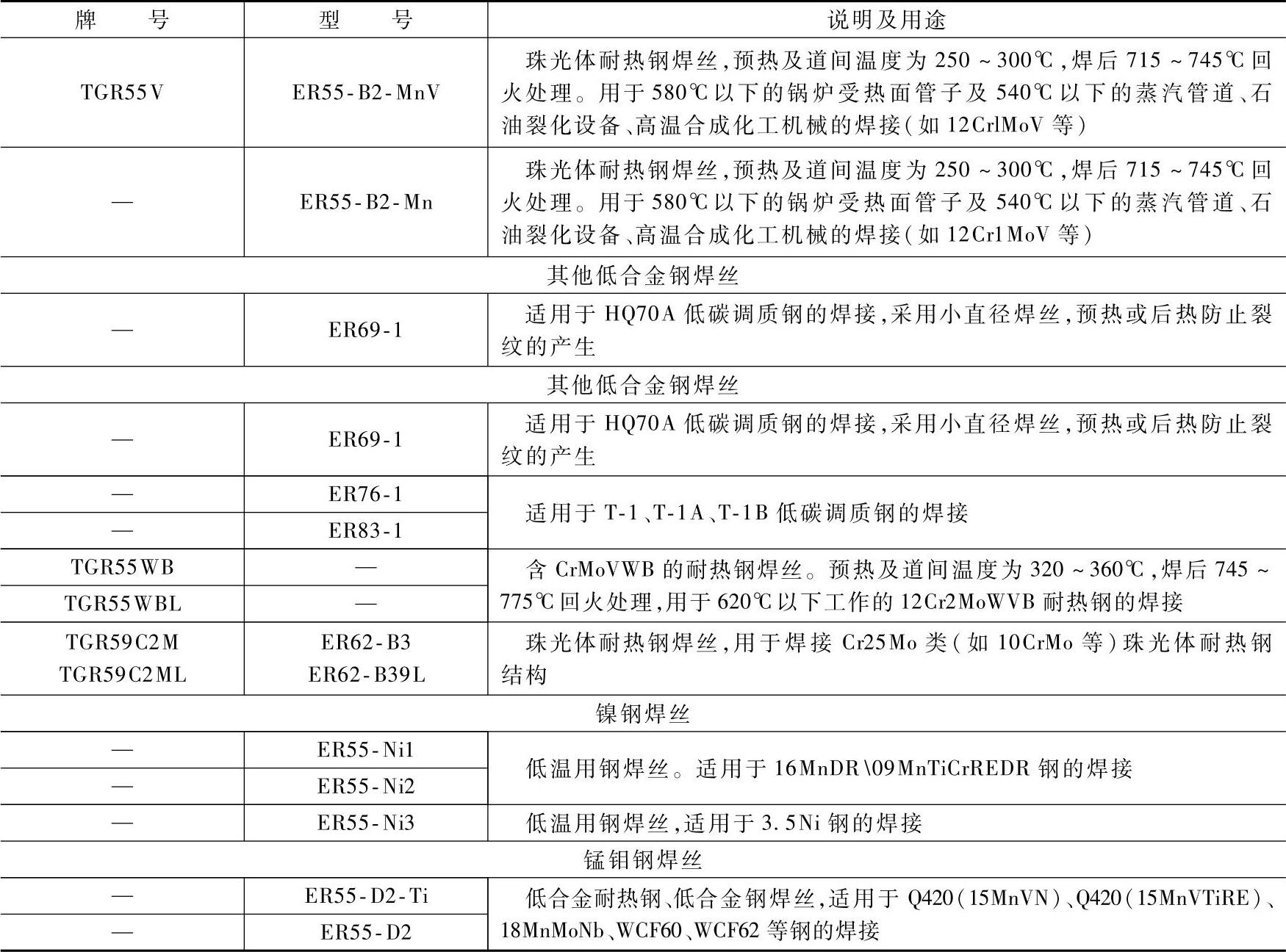
(3)氩弧焊焊丝 氩弧焊用碳钢、低合金钢焊丝的牌号、型号及用途在GB/T 8110—2008中有明确规定,氩弧焊焊丝见表5-112。
表5-112 氩弧焊焊丝(GB/T 8110—2008)
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。