



【摘要】:3)MIG焊亚射流过渡焊接铝及铝合金时,亚射流电弧的固有自调节作用显著,过程稳定。
1.MIG焊的原理
熔化极气体保护焊是以填充焊丝作电极,保护气体从喷嘴中以一定速度流出,将电弧熔化的焊丝、熔池及附近的焊件金属与空气隔开,杜绝其有害作用,以获得性能良好的焊缝。其焊接原理如图5-70所示。
2.MIG焊的特点
(1)优点
1)由于用填充焊丝作为电极,焊接电流增大,热量集中,利用率高,适用于焊接中厚板。
2)焊接铝及其合金时,采用直流反接阴极雾化作用显著,能够改善焊缝质量。
3)MIG焊亚射流过渡焊接铝及铝合金时,亚射流电弧的固有自调节作用显著,过程稳定。
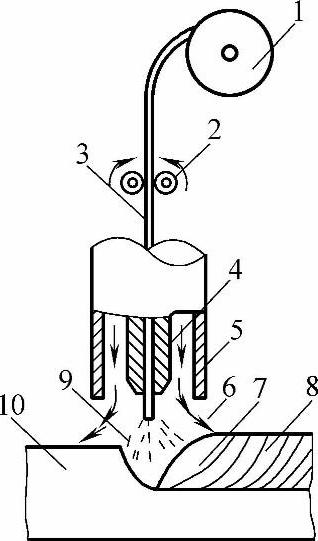
图5-70 熔化极氩弧焊示意图(https://www.xing528.com)
1—焊丝盘 2—送丝滚轮 3—焊丝 4—导电嘴 5—保护气体喷嘴 6—保护气 7—熔池 8—焊缝金属 9—电弧 10—母材
4)容易实现自动化操作。熔化极氩弧焊的电弧是明弧,焊接过程参数稳定,易于检测及控制,因此容易实现自动化。目前,世界上绝大多数的弧焊机械手及机械人均采用这种焊接方法。
(2)缺点
1)对焊丝及工件的油、锈很敏感,焊前必须严格去除。
2)惰性气体价格高,焊接成本高。
3.MIG焊的应用范围
MIG焊可用于焊接碳钢、低合金钢、不锈钢、耐热合金、镁及镁合金、铜及铜合金、钛及钛合金等。可用于平焊、横焊、立焊及全位置焊接,焊接厚度最小为1mm,最大厚度不受限制。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。