



1.点焊设备
TIG点焊设备与一般TIG设备不同之处是具有特殊控制装置和点焊枪。控制装置除能自动确保提前输送氩气、通气、起弧外,还有焊接时间控制、电流自动衰减以及滞后关断氩气等功能。普通的手工钨极氩弧焊设备中增加一个焊接时间控制器及更换喷嘴,也可以充当钨极氩弧点焊设备。
2.点焊工作原理、特点及应用范围
(1)点焊工作原理 如图5-68所示,焊枪端喷嘴紧压在焊件上,利用高频引弧或诱导引弧的方法在钨极和喷嘴之间先引起约5A的小电弧。然后接通焊接电流,形成焊接电弧进行点焊。焊接时即可采用直流正接,也可用交流电源辅加稳弧装置。通常都用直流正接,因为它比交流可以获得更大的熔深,可以采用较小的焊接电流(或者较短的时间),从而减少热变形和其他的热影响。
(2)点焊的特点 焊点强度可以在很大范围内调节,焊点尺寸便于控制,当焊接时间和焊接电流增加时,焊点直径增大,强度提高,便于实现多层点焊和薄厚悬殊工件的点焊,尤其是背面无法夹持的工件点焊,钨极氩弧点焊显示出独特的优点。以上的优越性是和电阻焊相比较的。它的不足之处是生产率不如电阻焊高。
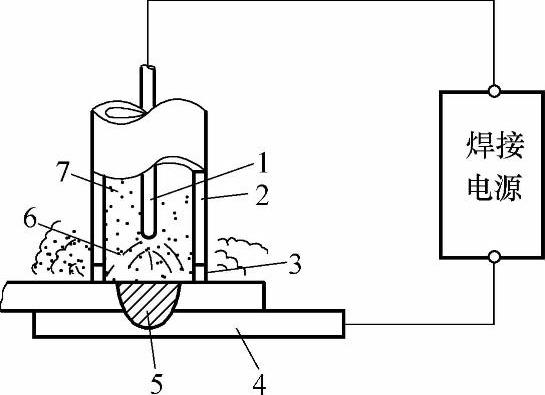
图5-68 钨极氩弧点焊工作原理
1—钨极 2—喷嘴 3—出气孔 4—母材 5—焊点 6—电弧 7—氩气
(3)应用范围 适用于焊接各种薄板结构以及薄板与较厚材料的连接,所焊材料主要为不锈钢、低合金钢等。(https://www.xing528.com)
3.工艺要点
钨极氩弧点焊的焊接清理要求和一般的氩弧焊一样。表5-98列出了12Cr18Ni9钨极氩弧点焊的焊接参数。
表5-98 12Cr18Ni9钨极氩弧点焊的焊接参数

注:1.加入二次脉冲电流前电弧熄灭一段时间。
2.电弧长度0.5~1.0mm。
为了填满点焊弧坑和增加余高,可以在焊接过程中向熔池送入适量的填充焊丝。为了提高抗裂纹能力,降低裂纹倾向,焊机应有电流自动衰减控制,也可采取二次脉冲加热的方法。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。