



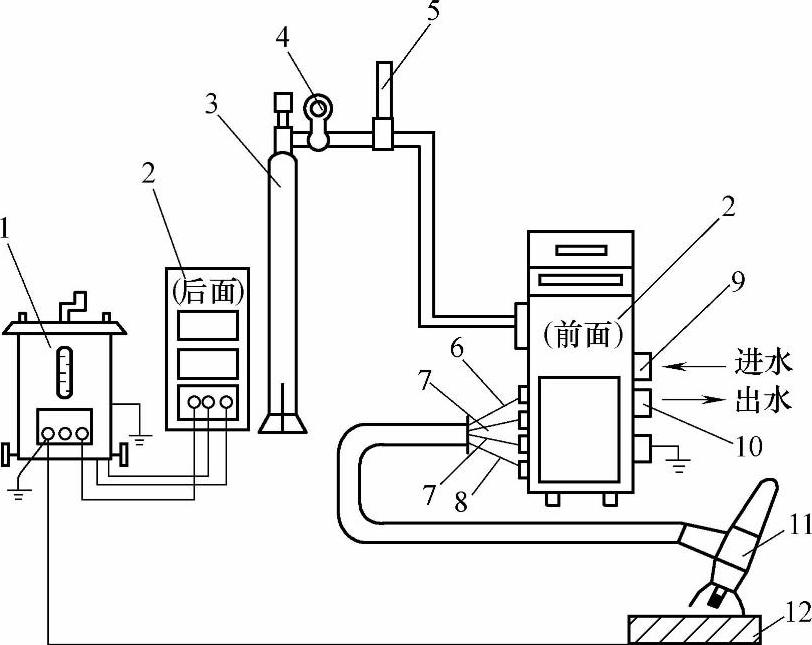
图5-54 手工TIG焊机的配置
1—电源 2—控制箱 3—氩气瓶 4—减压阀 5—流量计 6—电缆 7—控制线 8—氩气管 9—进水管 10—出水管 11—焊枪 12—工件
1.TIG焊设备的组成
TIG焊机通常由弧焊电源、控制系统、焊枪、供气和供水系统四大部分组成。图5-54为手工TIG焊机的配置图,如采用焊条电弧焊机做电源,则配用单独的控制箱。焊接电流较小时(>300A),采用空气冷却焊枪,不需要冷却系统。采用机械TIG焊机还应配有行走小车、焊丝送进机构等。
(1)弧焊电源 TIG焊机要求使用具有陡降外特性或垂直外特性的弧焊电源,主要是为了得到稳定的焊接电流。TIG焊机的电源有直流、交流和脉冲电源三种。直流电源有旋转式弧焊发电机、磁放大器弧焊整流器、晶闸管弧焊整流器、晶体管电源,逆变电源等几种。交流电源有正弦波交流电源及方波交流电源两种。
1)要根据被焊材料的不同,选择不同的电源类别和极性。电源类别和极性的选择见表5-54。
表5-54 被焊材料(焊件)与电源类别和极性的选择

2)TIG焊机所用电源的空载电压一般要比焊条电弧焊电源的空载电压高,TIG焊机的空载电压见表5-55。
表5-55 TIG焊机的空载电压


图5-55 手工钨极氩弧焊控制程序
(2)控制系统 手工钨极氩弧焊的控制系统一般包括引弧装置、稳弧装置、电磁气阀、电源开关、继电保护及指示仪表等部分。其动作由装在焊枪上的低压开关控制,即通过控制线路中的中间继电器、时间继电器及延时电路等对各系统工作程序实现控制,如图5-55所示。
1)引弧装置。TIG焊的引弧方式有非接触引弧及接触引弧两种。
①非接触引弧。大电流TIG焊机(大电流TIG焊机一般不采用接触引弧,因为接触引弧时影响焊缝力学性能),常用非接触引弧方式:有高频振荡器引弧和高压脉冲引弧两种。高频振荡器是一种氩弧焊常用的引弧装置。由于氩气的电离势很高,氩气流又有冷却作用,加之电极、工件和气体都处于冷态,开始引弧比较困难,故须配置高频振荡器。高频振荡器与电源的连接方式如图5-56所示,它在焊接时起到第一次引弧的作用,引弧后即自动切断。脉冲稳弧器是为克服交流电源的电弧不稳而设置的,图5-57为其简单的线路图。

图5-56 高频振荡器的连接方法
a)与焊接回路并联 b)与焊接回路串联
②接触引弧。接触引弧是通过接触一回抽过程实现的。引弧时首先使钨极与工件接触,此时,短路电流被控制在较低的水平上(通常小于5A);钨极回抽后,在很短的时间(几微秒)将电流切换为所需要的大电流,将电弧引燃。该方法仅适用于直流正接的直流氩弧焊机。其最大的优点是避开了高频电及高压脉冲的干扰,可用于计算机控制的焊接设备或焊接机器人中。
2)焊枪。焊枪是TIG焊机的关键组成部件之一,是TIG焊必备的工具。

图5-57 脉冲稳弧器工作线路
①焊枪的作用如下:
a.夹持钨极。
b.传导焊接电流。
c.向焊接区输出保护气体。
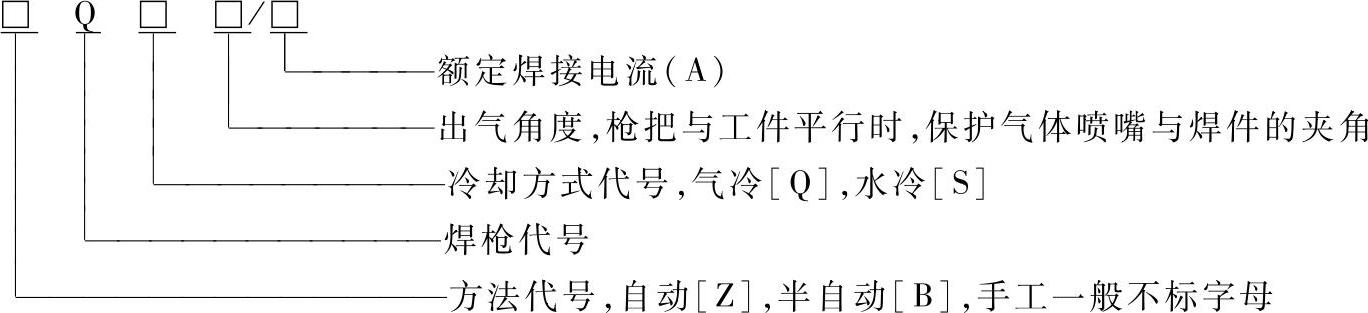
②焊枪的分类及型号编制方法。依据冷却方式可分为水冷和空冷两种。水冷焊枪用水对焊接电缆及喷嘴进行冷却,因此能够承受较大的电流。空冷焊枪结构简单、质量轻、便于操作,但允许通过的电流较小。一般来说,电流在160A以上的设备必须采用水冷焊枪。
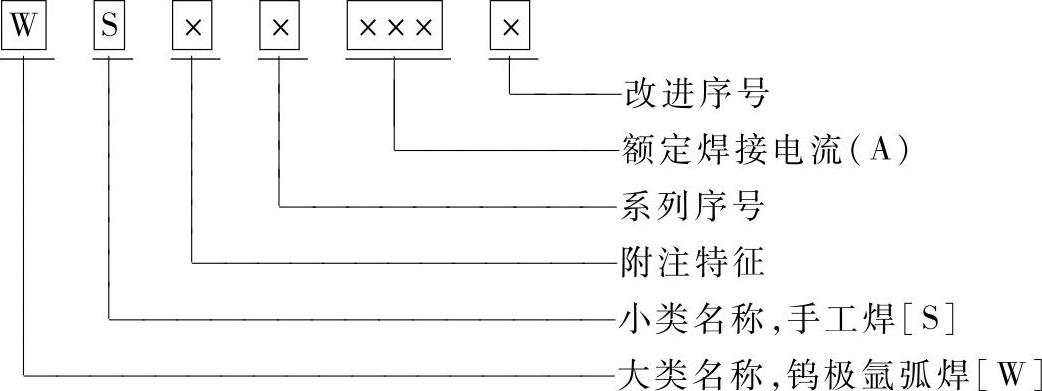
焊枪型号的编制方法如下:
③焊枪的结构。焊枪由焊枪体、钨极夹头、夹头套筒、绝缘帽、喷嘴、手柄、控制开关等组成。分水冷、气冷两大类,焊接电流从10A到500A。水冷系列TIG焊枪的结构如图5-58所示,气冷式TIG焊枪的结构如图5-59所示。
选择手工TIG焊枪时,要考虑焊接材料、工件厚度、焊道层次、焊接电流的极性接法、额定焊接电流及钨极直径、接头坡口形式,焊接速度、接头空间位置、经济性等因素的影响。
常用手工钨极氩弧焊枪的技术数据见表5-56。
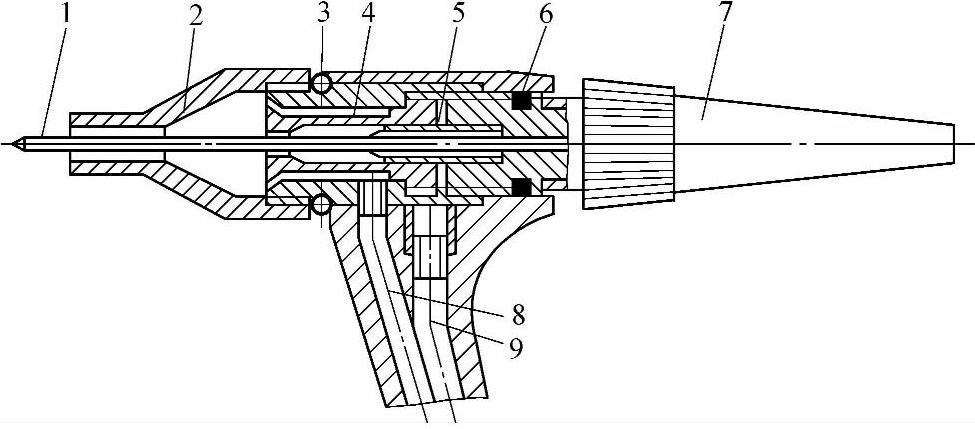
图5-58 水冷式半自动TIG焊枪的结构
1—钨极 2—陶瓷喷嘴 3—密封圈 4—夹头套管 5—电极夹头 6—枪体塑压件 7—绝缘帽 8—进气管 9—冷却水管
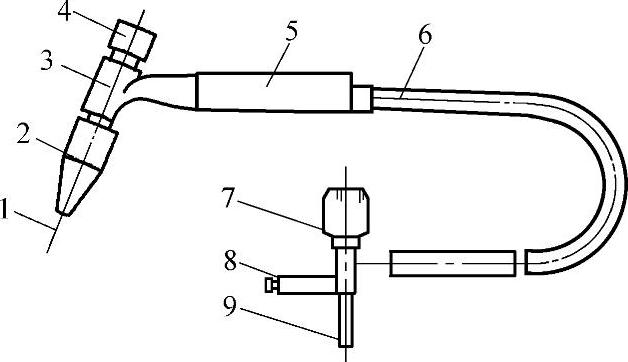
图5-59 QQ-85/150-1型气冷式TIG焊枪的结构
1—钨极 2—陶瓷喷嘴 3—枪体 4—短帽 5—把手 6—电缆 7—开关手柄 8—进气口 9—通电接头
表5-56 常用手工钨极氩弧焊焊枪技术数据
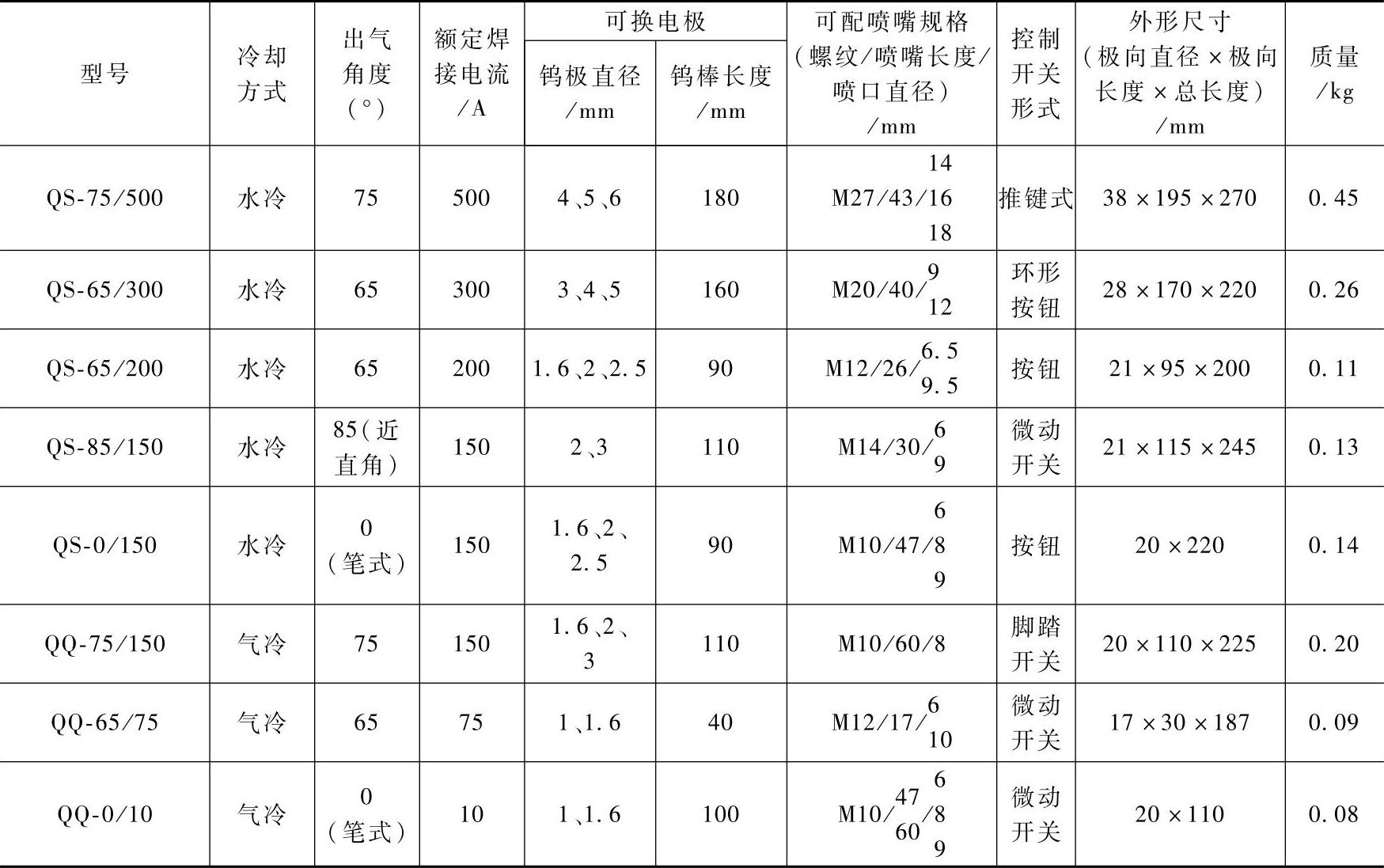
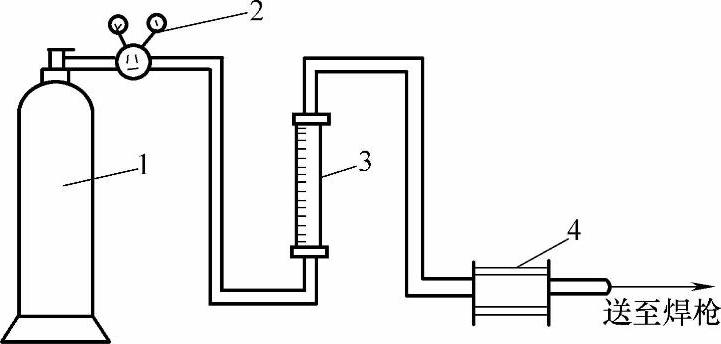
图5-60 TIG焊供气系统
1—高压气瓶 2—减压阀 3—流量计 4—电磁气阀
3)供气系统及氩气流量调节器(氩气表)。
①供气系统。供气系统的作用是使钢瓶内的氩气按一定流量,从焊枪的喷嘴送入焊接区,主要包括氩气瓶、减压器、气体流量计及电磁气阀等部分,如图5-60所示。
②氩气流量调节器(氩气表)。氩气流量调节器由进气压表、减压过滤器、流量表、流量调节器等组成,起到降压、稳压作用,也可以方便地调节流量,如果没有专用的氩气流量调节器,可用氧气表来降压和稳压,通过浮子流量计来测定和调节流量,但使用前需标定浮子流量计的刻度。
4)供水系统。供水系统主要用以冷却焊接电缆、焊枪及钨棒等。一般焊接电流小于100A时可以不用水冷。供水系统中常带有水压开关,其作用是当水压太低或断水时,水压开关将断开控制系统电源,使焊机停止工作,以保护焊枪不被损坏。供水系统对水源无特殊要求,可以由循环水箱供水,也可直接接到自来水龙头上。
5)行走小车及送丝机。自动TIG焊机还有行走小车及送丝机,以实现电弧的自动移动及焊丝的自动送进。
6)电流衰减装置。手工钨极氩弧焊焊接不锈钢及镍基合金等时,易在收弧处产生弧坑裂纹,采用电流衰减装置可以克服这一缺陷。
2.TIG焊机
焊机型号编制方法如下(GB/T 10249—2010):
钨极氩弧焊焊机型号代码见表5-57。
(1)直流手工TIG焊机 直流手工TIG焊机焊接时有直流反接及直流正接两种接法。
1)采用直流正接时,焊件接正极,钨棒接负极,较小直径的钨棒就可承载较大的电流。与直流反接相比,在同样的焊接电流下,直流正接可采用较小直径的钨棒,这样就使电流密度增大,从而提高了电弧稳定性,并在焊件上形成窄而深的熔池。实际生产中这种接法广泛用于除铝、镁及其合金以外的其他金属的焊接。
表5-57 钨极氩弧焊焊机型号代码
 (https://www.xing528.com)
(https://www.xing528.com)
2)采用反极性接法时,焊件接负极,钨极的载流能力较小,电弧也不够稳定。但电弧具有“阴极清理作用”,能去除焊件表面的氧化膜。实际生产中,这种接法仅用于焊接铝、镁及其合金的薄板。
目前较常用的国产直流手工TIG焊机一般配用晶闸管整流电源、独立的控制箱、焊枪等。国产直流手工钨极氩弧焊焊机的技术参数见表5-58。
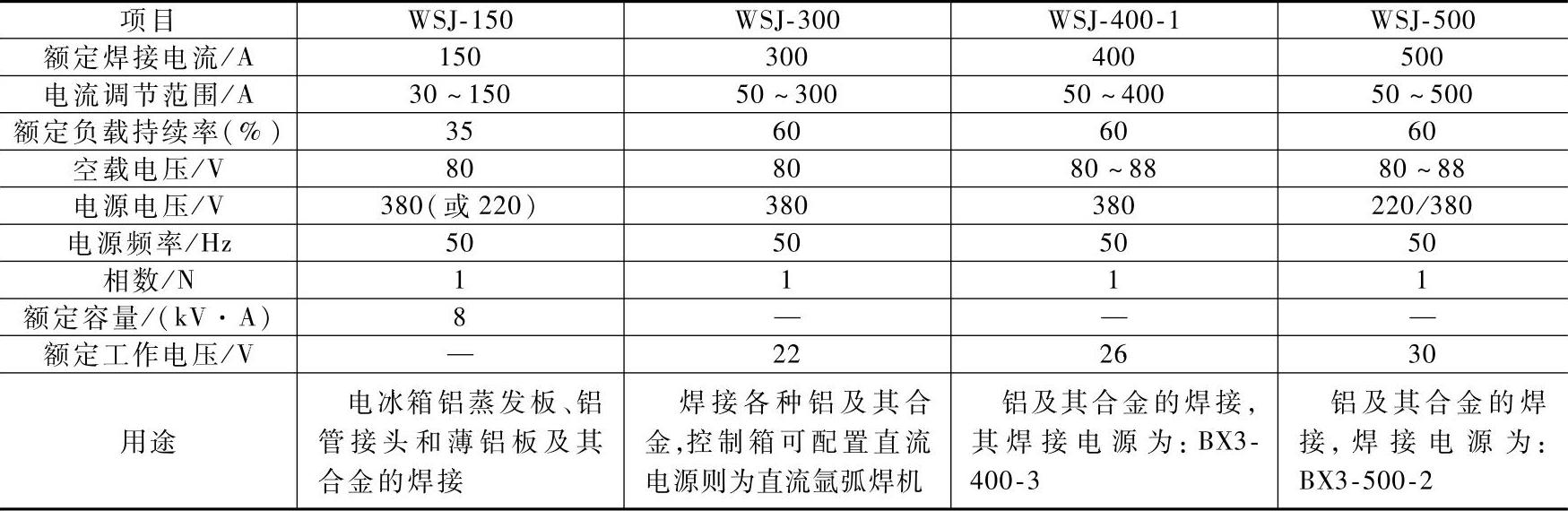
(2)交流手工TIG焊机 交流手工TIG焊机有较好的热效率,能提高钨极的载流能力,适用于焊接厚度较大的铝及铝合金、镁及镁合金。可以用高压脉冲发生器进行引弧和稳弧,利用电容器组清除直流分量。常用的交流手工钨极氩弧焊机型号及技术数据见表5-59。
(3)交流方波/直流两用手工TIG焊机 主要由ZXE5交直流弧焊整流器、WSE5氩弧焊机控制箱、JSW系列水冷焊枪和遥控盒等组成。功能性强,可以一机四用(交流方波氩弧焊、直流氩弧焊、交流方波焊条电弧焊、直流焊条电弧焊)。该机的主要特性如下:
1)交流方波自稳弧性能好,并巨电弧弹性好、穿透力强。交流焊时,一旦高频引弧后,焊接电弧稳定,不需要高频稳弧。交流方波正负半周宽度可调,可以获得铝及铝合金的最佳焊接参数。
表5-58 国产直流手工钨极氩弧焊焊机的技术参数

表5-59 常用的手工交流钨极氩弧焊机型号及技术参数
2)控制电路设有固定电流上升时间和可调的电流衰减自动装置。可对电网电压波动自动补偿,以确保焊接质量。
3)功能强,可一机四用(交流方波氩弧焊、直流氩弧焊、交流方波焊条电弧焊、直流焊条电弧焊)。
4)交流方波/直流钨极氩弧焊机型号及技术参数见表5-60。
表5-60交流方波/直流钨极氩弧焊机型号及技术参数

(4)自动TIG焊机 与手工TIG焊机相比,自动TIG焊机具有下列特点。
1)送丝和电弧的移动均通过机械方式自动进行,焊接过程稳定,劳动条件好,对工人的技术要求较低。焊接设备较复杂,设备价格较高。
2)自动焊只能焊一些形状简单的焊缝或接头,如直缝、环缝、管子对接接头、管子相贯线、管板接头等。自动TIG焊机按用途分类,可分为通用自动焊机及专用自动焊机两大类。
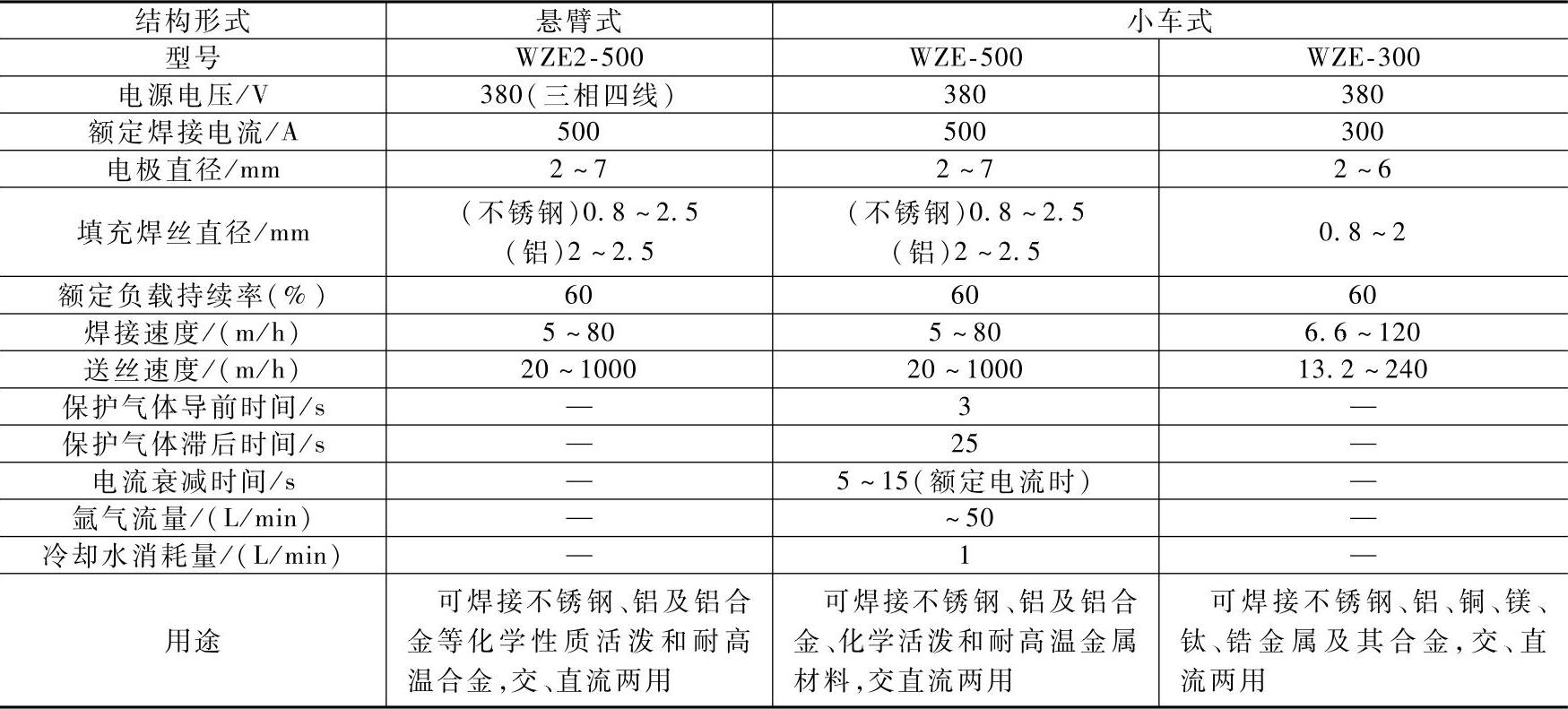
自动钨极氩弧焊机常用型号及技术参数见表5-61。
表5-61 自动钨极氩弧焊机常用型号及技术参数
(5)特种TIG焊机
1)WSM系列直流钨极脉冲氩弧焊机。该焊机是一种手工焊接设备,若配以合适的其他设备,可作为自动焊接设备。焊机采用直径为ф1.6~ф5mm的铈钨极,可以焊接高碳钢、低碳钢及合金钢、不锈钢、钛及钛合金、铜及铜合金等薄板和中厚板。该机特点是具有直流和脉冲两种工作方法,尤其适用薄板和全位置焊接。具有高频或接触式两种引弧方式,可满足不同焊工的焊接起弧要求,具有电流缓升和电流衰减自动功能。采用小电流,具有引弧后电流缓升(软启动)和焊接结束时电流缓降(衰减熄弧)控制功能。所以引弧时,可以避免大电流冲击,收弧时可填补弧坑。能自动补偿电网电压波动,保持电流稳定。主回路与控制回路采用光电隔离,使焊机更加安全、可靠。具有点焊功能,点焊时能无级调速,可满足某些特殊需要。
国产IGBT逆变式低、中频脉冲钨极氩弧焊焊机的技术参数见表5-62。
表5-62 国产IGBT逆变式低、中频脉冲钨极氩弧焊焊机的技术参数

国产高频脉冲钨极氩弧焊焊机的技术参数见表5-63。
表5-63 国产高频脉冲钨极氩弧焊焊机的技术参数

2)全位置管子对接专用直流钨极氩弧焊机。该焊机能在任何位置对固定的管子进行焊接,焊接时机头绕管子旋转,机头可以从管子侧面装上卸下,对任意长度的管子均能焊接,适用于管道现场安装焊接工作。全位置管子对接专用直流钨极氩弧焊焊机型号及技术参数见表5-64。
表5-64 全位置管子对接专用直流钨极氩弧焊焊机型号及技术参数

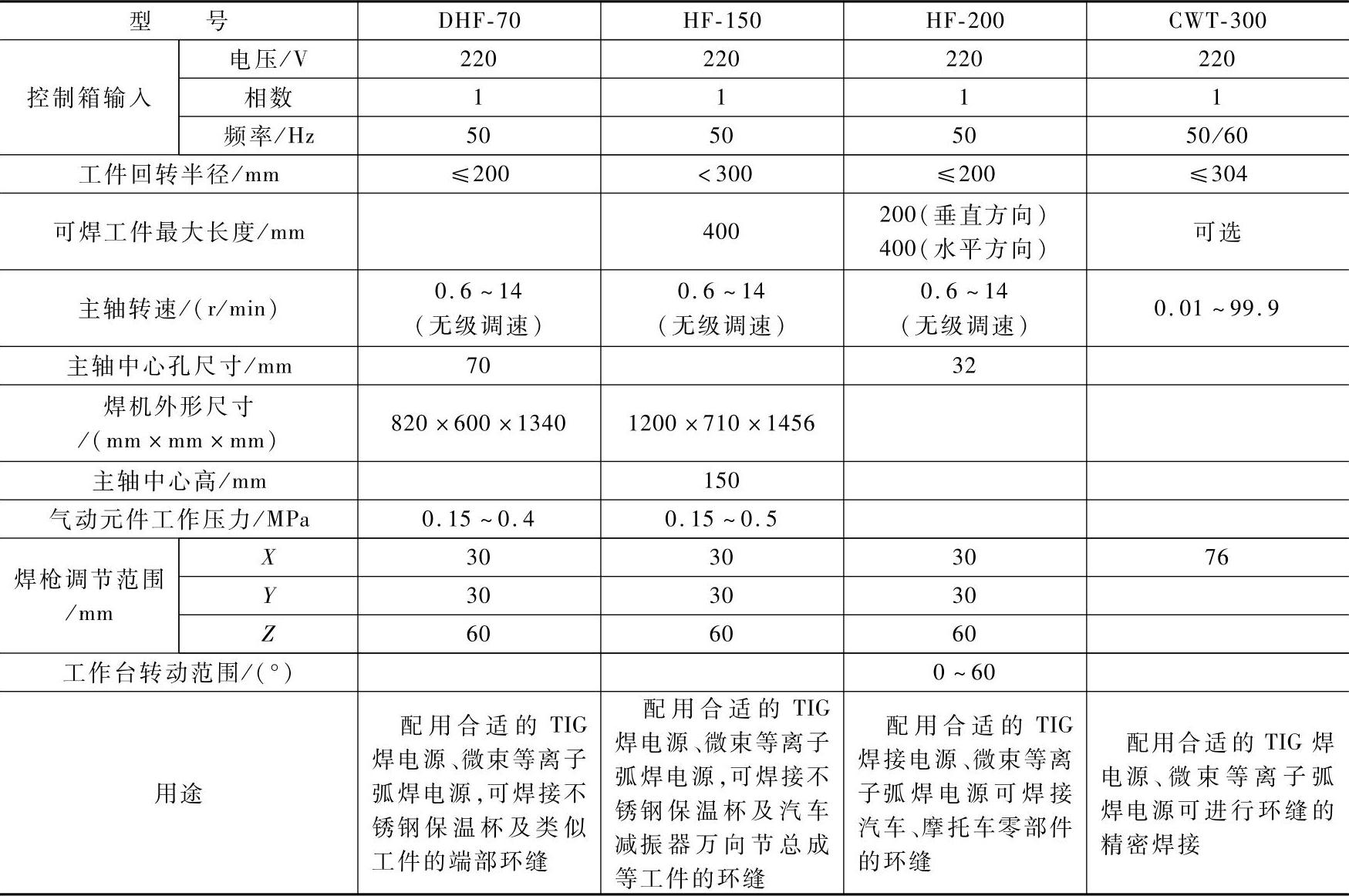
3)管—管板专用脉冲钨极氩弧焊机。该机专门用于管—管板端接,焊枪转动,可进行全位置焊接,常用管—管板专用脉冲钨极氩弧焊焊机型号及技术数据见表5-65。
表5-65 管—管板专用脉冲钨极氩弧焊焊机型号及技术措施

注:1.该焊机专门用于管—管板端接,焊枪转动,可进行全位置焊接。
2.NZA4-75的配用电源:ZXG-100型磁放大器型整流器。控制绕组中加脉冲控制器后,可获得脉冲电流。
3.NAZ4-250配有四种焊枪,可分别进行管—管板端面水平焊接、端面横向焊接和全位置内孔焊接。
4)薄板TIG焊机。薄板焊接最大的难点在于焊接过程中薄板变形较大,容易烧穿。因此必须选用控制精度高的电源及焊接工装。采用的电源一般为脉冲TIG电源,以利于控制热输入。焊接工装需要有很高的制造精度,通常采用气动琴键式压板结构,配用可调的衬垫,以保证在整个焊缝方向上均匀压紧工件及良好的散热。常见的薄板焊机有两种,一种为纵缝焊机,另一种为环缝焊机。
自动薄板对接纵缝氩弧焊焊机型号及技术参数见表5-66。
表5-66 自动薄板对接纵缝氩弧焊焊机型号及技术参数

自动薄板环缝氩弧焊焊机型号及技术参数见表5-67。
表5-67 自动薄板环缝氩弧焊焊机型号及技术参数
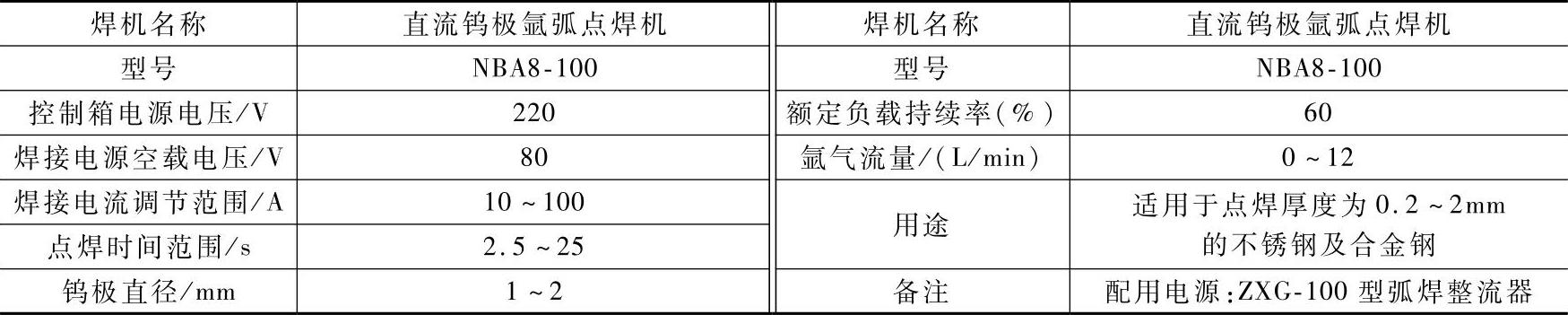
5)TIG焊点焊机。该机专门用于点焊,焊机型号及技术参数见表5-68。
表5-68 钨极氩弧焊点焊焊机型号及技术参数
3.TIG焊焊机使用方法
(1)手工TIG焊焊机的使用方法
1)使用前,根据被焊材料选择极性,并将整流器、控制盒、焊枪及焊件接妥,接地要可靠。WS—300型氩弧焊机外部接线如图5-61所示。
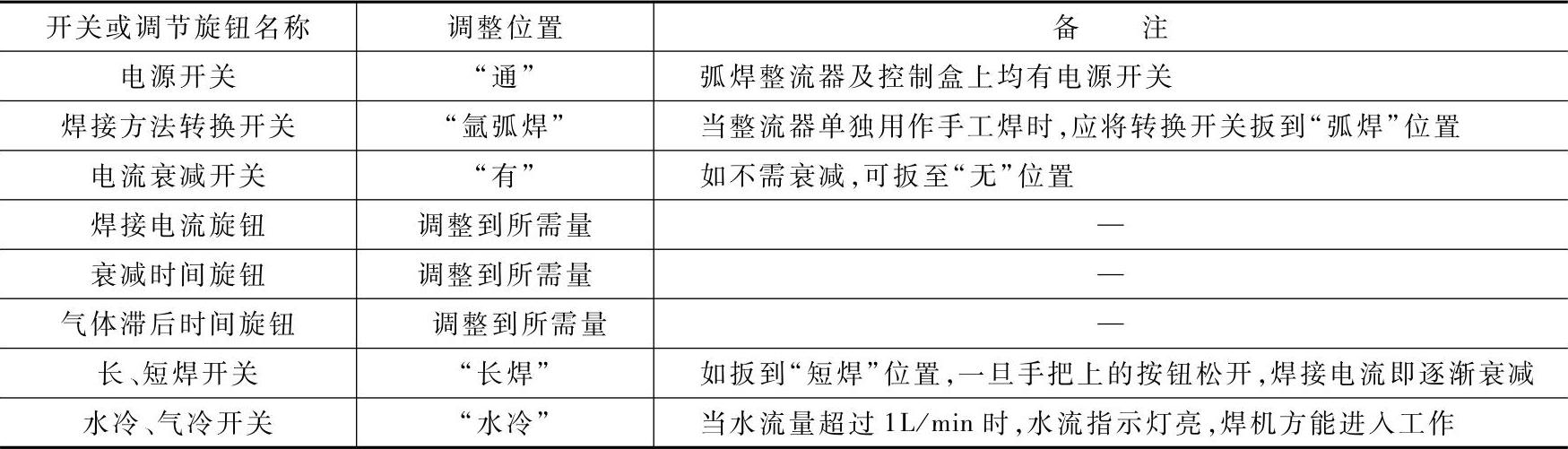
2)接通焊接电源、气源及水源,接通并调整焊机的开关或旋钮。焊机开关及旋钮的调整见表5-69。
3)按工艺要求检查或调节电流等参数。接通焊枪上的开关,引燃电弧进行焊接,停止焊接时关闭焊枪上的开关。
4)关机时,关闭氩气瓶阀,打开检气开关,放出余气,使表压示值为0,松开减压器开关,关好水源阀门,切断焊接电源。
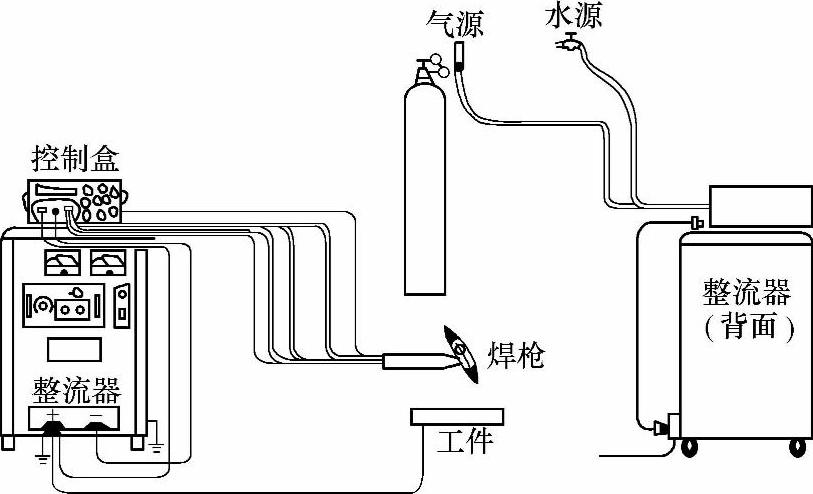
图5-61 WS—300型氩弧焊机外部接线
表5-69 焊机开关及旋钮的调整
(2)自动TIG焊焊机的使用方法 与手工ITG焊机的使用方法基本相同。按工艺要求调节焊接电流、送丝速度、焊接速度等参数。接通焊枪上的开关(也可将此开关改成脚踏开关),引弧后焊接,停止焊接时关闭此开关。关上氩气瓶阀,放出余气;关好水源;切断焊接电源及控制装置电源。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。