



埋弧焊设备由焊接电源、埋弧焊机和辅助设备构成。
1.埋弧焊电源
埋弧焊时,电弧静特性工作段为平或略上升曲线,为了获得稳定的工作点,电源的外特性应采用缓降特性或平特性曲线,如图5-33所示。对于等速送丝焊机的细丝焊(焊丝ф1.6~3mm)时,采用平特性曲线的焊接电源;对于粗丝焊(焊丝ф≥4mm)时,宜采用缓降外特性焊接电源,并配以电压反馈的变速送丝焊机较好。
埋弧焊电源可以用交流、直流或交直流并用,见表5-13。
2.埋弧焊机
埋弧焊机分为半自动焊机和自动焊机两大类。按送丝方式可分为等速送丝式和变速送丝式;按用途可分为通用式和专用式;按焊丝数目可分为单丝和多丝两类;按焊机行车方式可分为小车式、门架式和悬臂式。
(1)半自动埋弧焊机 又称手工操作埋弧焊机,它用来焊接不规则焊缝、短小焊缝及焊接时空间受阻的焊缝。焊机的功能是将焊丝通过软管连续不断地送入施焊区,传输焊接电源,控制焊接起动和停止,向焊接区铺撒焊剂。典型的结构形式如图5-34所示,MB—400A典型焊机的技术数据见表5-14。
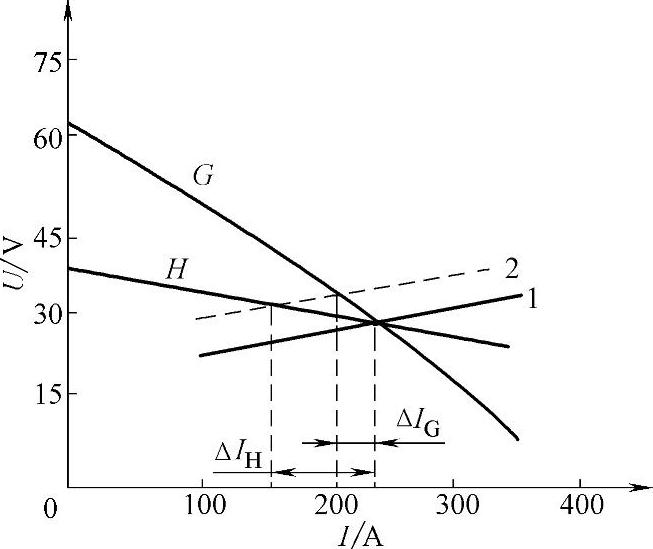
图5-33 弧焊电源外特性和电弧静特性曲线
H—平外特性电源 G—缓降外特性电源
1—变化前电弧静特性 2—变化后电弧静特性
表5-13 单丝埋弧焊电源的选用

表5-14 MB—400A型半自动埋弧焊机的技术数据
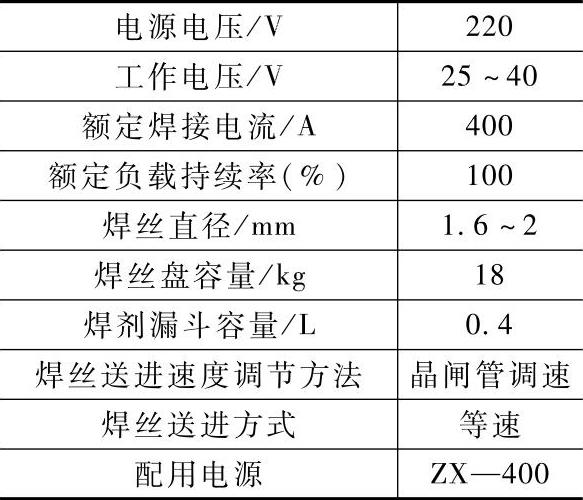
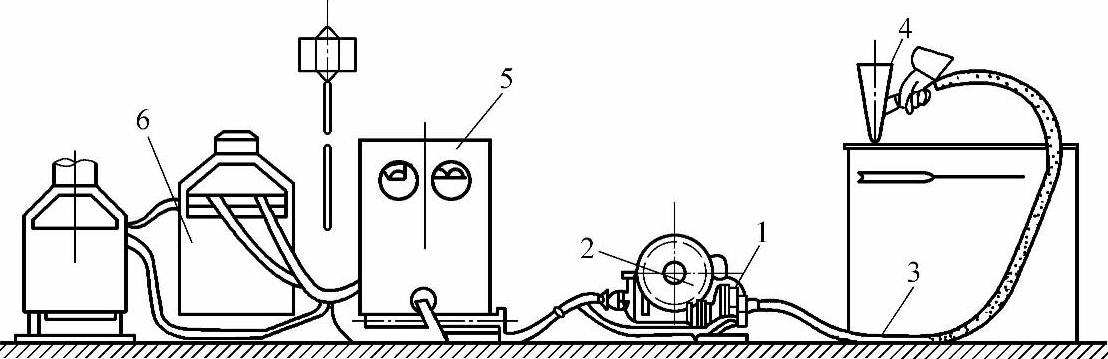
图5-34 半自动埋弧焊机典型组成
1—送丝机 2—焊丝盘 3—送丝软管(电缆) 4—焊枪 5—控制箱 6—焊接电源
(2)自动埋弧焊机 自动埋弧焊机用于焊接规则的长焊缝,其主要功能是连续不断地向电弧焊接区输送焊丝、传输焊接电流、使电弧焊沿焊缝均匀移动、控制电弧的能量参数、控制焊接起动和停止、向焊接区铺撒焊剂、焊前调节焊丝末端位置,预置有关焊接参数。常用的自动埋弧焊机有等速送丝和变速送丝两种。一般由焊接电源、控制箱和焊接小车三部分组成,如图5-35所示。焊接小车如图5-36所示。
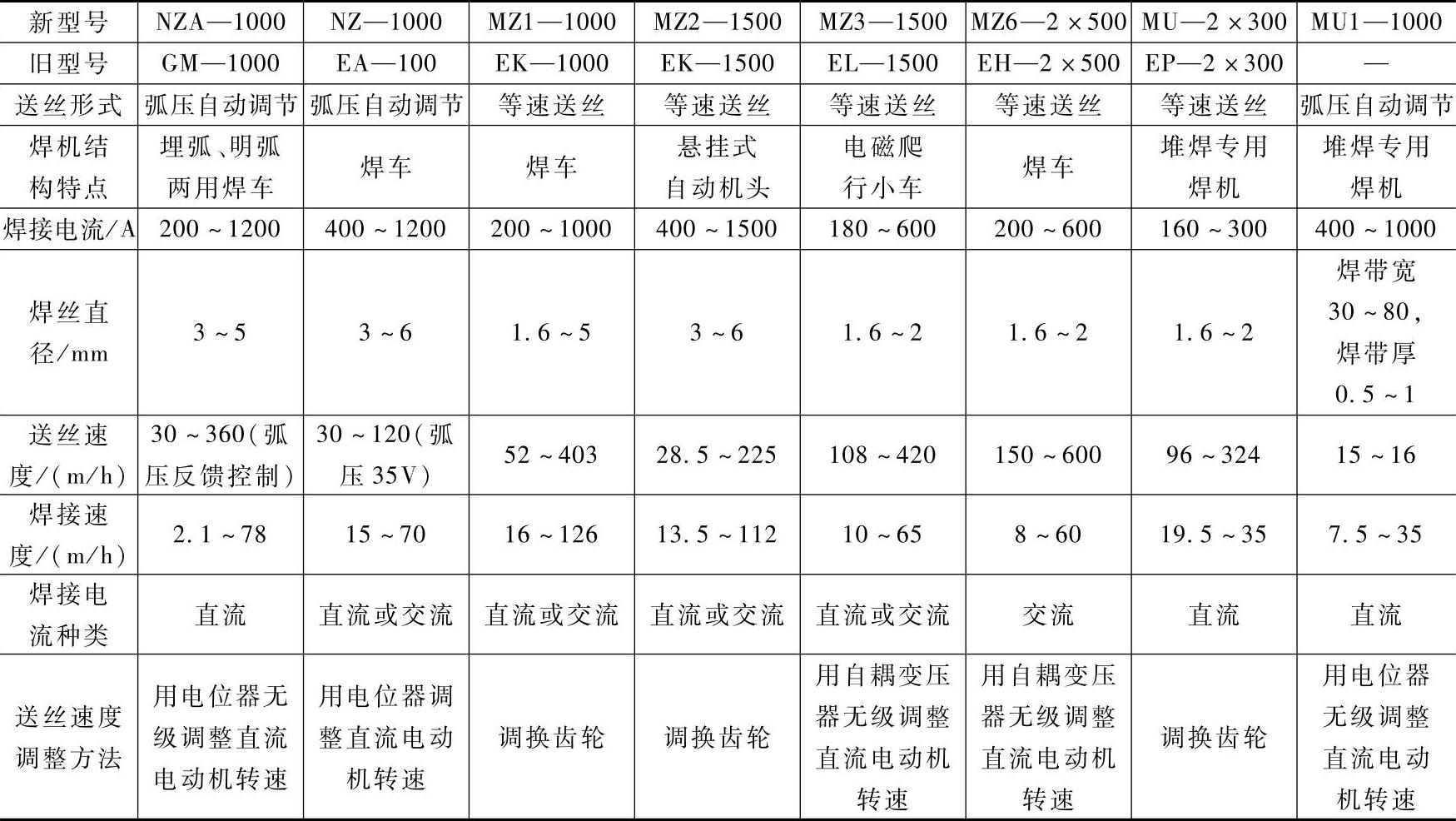
常用自动埋弧焊机的主要技术数据见表5-15。
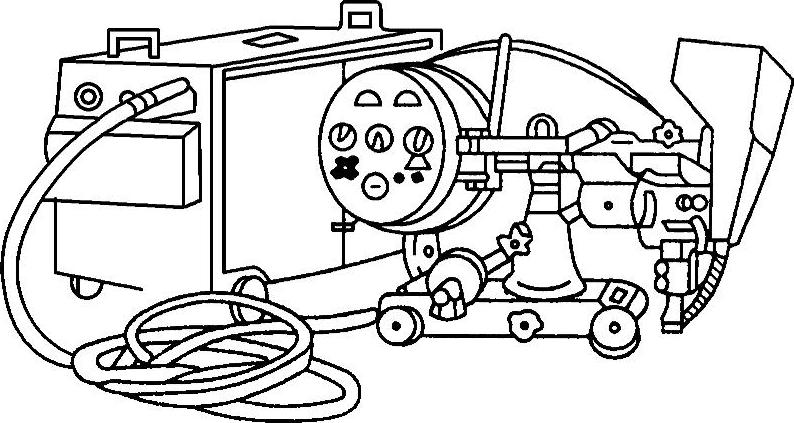
图5-35 MZ-1000型自动埋弧焊机
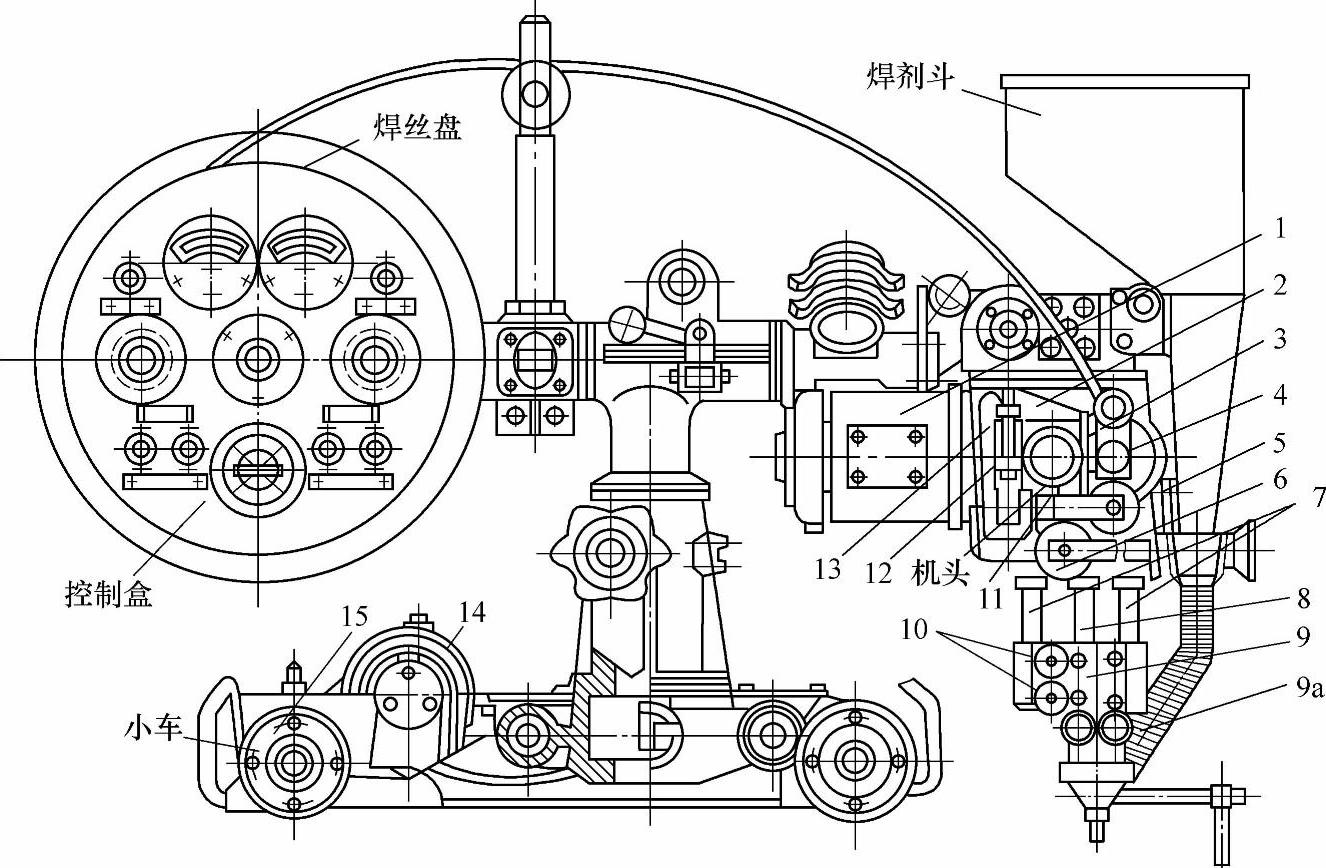
图5-36 MZ-1000型自动埋弧焊机焊接小车
1—送丝电动机 2—杠杆 3、4—送丝滚轮 5、6—矫直滚轮 7—圆柱导轨 8—螺杆 9—导电嘴 9a—螺钉(压紧导电块用) 10—螺钉(接电极用) 11—螺钉 12—旋转螺钉 13—弹簧 14—小车电动机 15—小车滚轮
表5-15 常用自动埋弧焊机主要技术参数
(3)埋弧焊焊机的组成
1)送丝机构。典型的送丝机构由拖动电动机、机械传动机构、送丝滚轮及校直轮构成,图5-37为MZ—1000型埋弧焊机的送丝机构示意图。
新型埋弧焊机的送丝机构一般采用直流电动机拖动系统,利用晶闸管整流电路进行供电与调速,调速比在10:1左右。为使直流电动机的转速免受电网电压波动及运行中机械阻力变化的影响,通常要在晶闸管触发电路中加入必要的反馈信号。加入电枢电势负反馈信号和电流截止负反馈信号的晶闸管触发电路,结构较简单、性能好,是中小功率直流拖动控制电路中较理想的形式,如图5-38所示。
送丝机构也可采用交流电动机拖动,此时,送丝机构与行走机构通常采用一个电动机拖动,通过调整传动齿轮副的变化调节送丝速度与行走速度。
变速送丝埋弧焊机除了要有正常的送丝及行走控制外,还需要根据电弧电压反馈信号对送丝速度进行控制。新型焊机通常采用晶闸管整流电路实现弧压反馈。
2)机头调整机构。根据不同的焊件及焊缝形式,应调整焊接机头的空间位置,以使电弧对准焊缝,正确地进行焊接。
机头调整范围较小时一般采用丝杠—螺母及带锁紧的转轴进行手动调整;调整范围较大时大多采用电动机拖动调整。
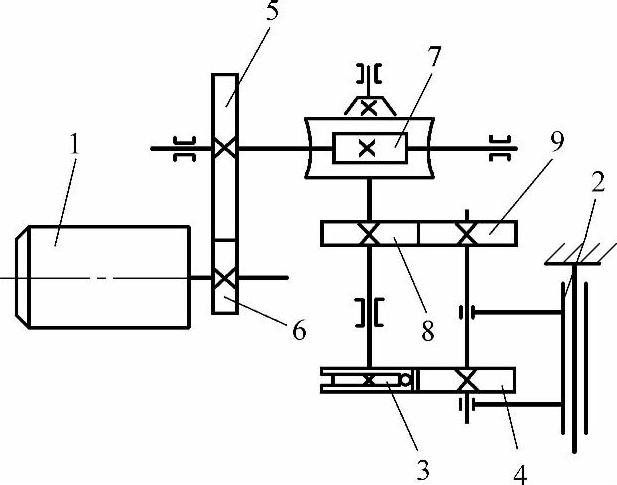
图5-37 送丝机构传动系统
1—电动机 2—杠杆 3、4—送丝滚轮 5、6—圆柱齿轮 7—蜗轮蜗杆 8、9—圆柱齿轮
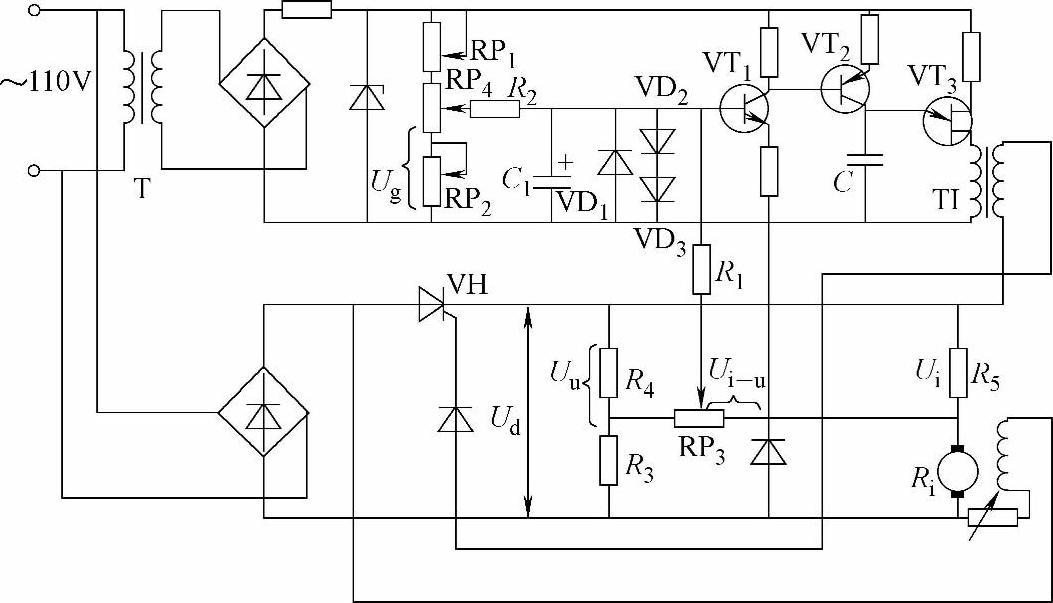
图5-38 典型的晶闸管拖动电路
3)行走机构。行走机构的主要作用是移动电弧或焊件。通用焊机的行走机构为焊接小车,主要由行走传动机构、行走轮及离合器等组成,如图5-39所示。电动机1通过两级蜗杆2、3减速后驱动行走轮行走。离合器6通过手柄5操作,离合器合上时电动机才可驱动行走轮。打开时可用手推动小车。
4)送丝滚轮。一般有三种结构,如图5-40所示。带齿平顶和带齿弧形槽结构用于双主动滚轮驱动方式的送丝机构,适用焊丝直径为ф3mm以上。无齿带V形槽的送丝轮用于单主动滚轮驱动方式的送丝机构,适用于焊丝直径为ф3mm以下的细丝焊。
5)焊丝盘。有内盘式与外盘式两种结构。直径在3~6mm的焊丝一般使用内盘式,这种焊丝盘在装入焊丝时是从外周向中心进行的,使用时则从中心开始,既便于盘绕,又不会自松。直径大于6mm或小于3mm的焊丝一般使用外盘式。(https://www.xing528.com)
6)导电嘴。图5-41为埋弧焊常用的三种类型的导电嘴。其中偏心式(管式)用于ф2mm以下细焊丝,偏心式安装的导电嘴利用焊丝在进入导电嘴前的弯曲产生必要的接触压力来确保接触导电。滚轮式、夹瓦式均利用螺钉压紧弹簧产生接触压力,适用于焊丝直径为ф3mm以上的粗丝。夹瓦式的应用效果较好,焊丝送进方向稳定,使用寿命长。
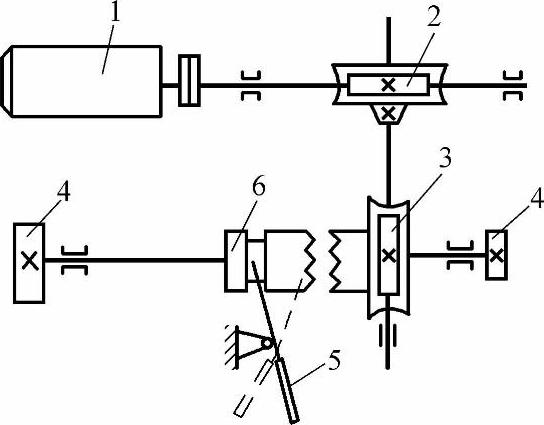
图5-39 行走机构
1—行走电动机 2、3—蜗杆传动 4—行走轮 5—手柄 6—离合器
7)导向滚轮。导向滚轮是一种简易的焊缝跟踪装置,它与焊接机头或导电嘴刚性连接,依靠导向装置使机头在行进中对准焊缝。采用导向滚轮导向的方法可靠性与精度都较低,现在已有一些更好的方法可以使用。
通用焊机的送丝机构、行走机构、机头调节机构、导电嘴、焊丝盘、焊剂斗等均安装在焊接小车上。
3.埋弧焊机的使用方法
以MZ—1000型埋弧焊机为例,使用方法如下:
(1)空载调试 接通电源,焊接电源内的风扇起动。接通控制箱(控制盒)电源,开关拨到调试位置进行调试。
1)选定焊接方向及焊速。把开关放在向右或向左位置,合上焊车的离合器,焊车开始移动,要改变焊接方向和移动速度可调节焊接速度旋钮。
2)焊丝向上或向下。按住焊丝向上按钮或向下按钮,焊丝向上抽或向下送。由于空载时,焊丝向上抽或向下送的速度是不能调节的,因此它们的速度都较慢。调试时手指必须按住按钮,松开即停止上抽或下送。可用来装焊丝及焊丝定位。
3)极性的选择。极性的选择开关分为正极性和反极性,开关位置应和电源极性保持一致,如接反,则在引弧后焊丝不会向下送,反而焊丝会上抽,无法进行正常焊接,此时应将极性开关放到另一边位置,埋弧焊一般采用直流反接。
4)电压调节。开关放在焊车一侧位置,则电压表指示值为焊车电压,开关放在电弧电压侧,调节旋钮,可选定电弧电压,但在空载时电压表无显示值。
5)焊接电流的调节。焊接电流调节分为大、小两挡,根据板厚及焊丝直径的粗细确定焊接电流的大小。开关放在大挡位置,焊接电流为300A以上,开关放在小挡位置,焊接电流为300A以下。电流调节分为近控和远控调节,近控旋钮位于电源面板上,而远控旋钮位于操作者附近便于操作的位置,近控和远控旋钮不能同时使用,巨应调换旋钮接线。
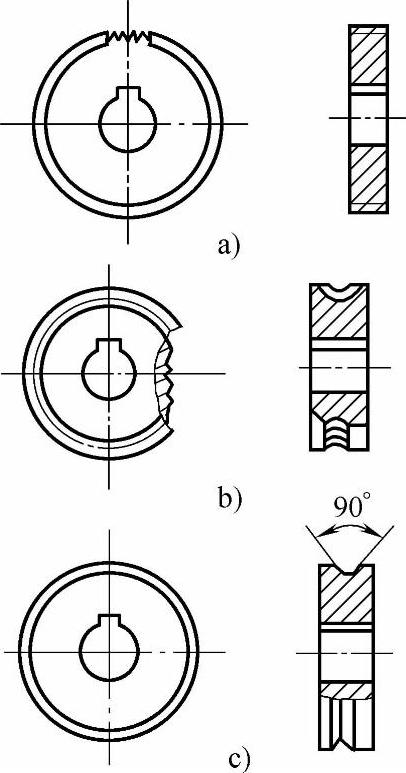
图5-40 送丝轮常见结构
a)带齿平顶 b)带齿弧形槽 c)无齿带V形槽
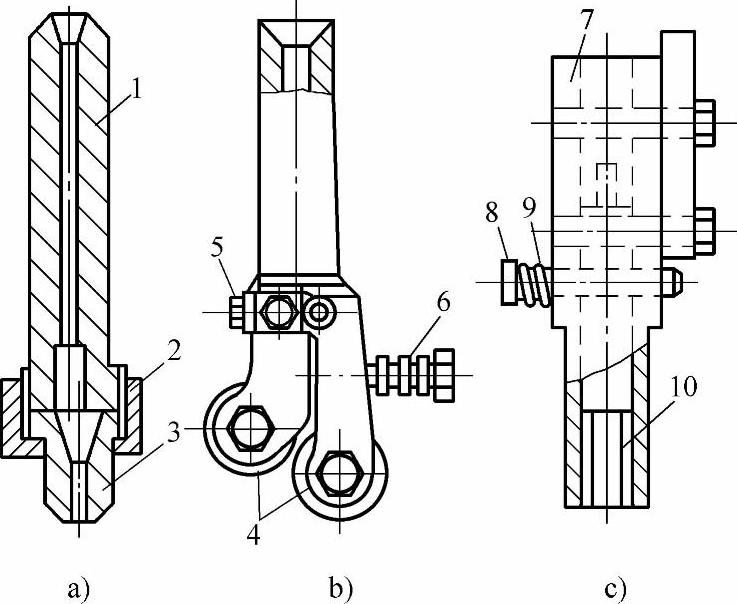
图5-41 导电嘴常见结构
a)偏心式 b)滚轮式 c)夹瓦式
1—导电杆 2—螺母 3—导电嘴 4—导电滚轮 5、8—螺钉 6、9—弹簧 7—接触夹瓦 10—可换衬瓦
6)送丝速度调节。MZ—1000型焊机属于变速送丝,电弧电压反馈调节弧长,如选定了焊接电压,则送丝速度相应地已经确定。在焊接过程中自动调节电弧长度,调节送丝速度。
(2)焊接 按调试方法调好焊接电流、电弧电压、焊接速度,把“调试—焊接”开关放在焊接位置上。调节焊丝末端到焊件的距离(如接触引弧),焊丝末端与焊件轻微接触,并接触良好。如划擦引弧,焊丝末端离开焊件15~20mm。
1)引弧。合上焊车上的离合器,打开焊剂漏斗阀门,按“焊接”按钮(按钮指示灯亮)电弧自动引燃,焊车移动,进入焊接过程,此时手指要离开“焊接”按钮。
2)电弧对准焊缝移动。在焊接过程中,要求电弧能正对焊缝中心移动,但由于焊车轨道与焊缝不平行,环缝时焊件转动偏移等种种原因电弧不能在焊缝中心燃烧,形成焊缝焊偏。因此,操作者应凭经验(焊缝在焊剂层下无法观察)随时调节焊车上向左右移动的手轮。
3)收弧。当一条焊缝焊完或停止焊接时,按控制箱上的“停止”按钮即可,并关焊剂斗。
4)紧急停止。在焊接过程中,如出现故障,按下“急停”按钮,焊机上所有动作就会立即停止,这时会产生弧坑未填满等缺陷。一般非紧急情况应按“停止”按钮,使焊机自动完成收弧部位各种动作。
5)关机。焊接结束或下班时应关焊机。先按下停止1,电弧继续燃烧,使焊丝末端远离焊件,电弧自然熄灭,再按停止2,关闭控制箱上的电源。关闭接在电源上的电源开关,焊车停放在适当的位置。
MZ—1000型焊机动作程序如图5-42所示。
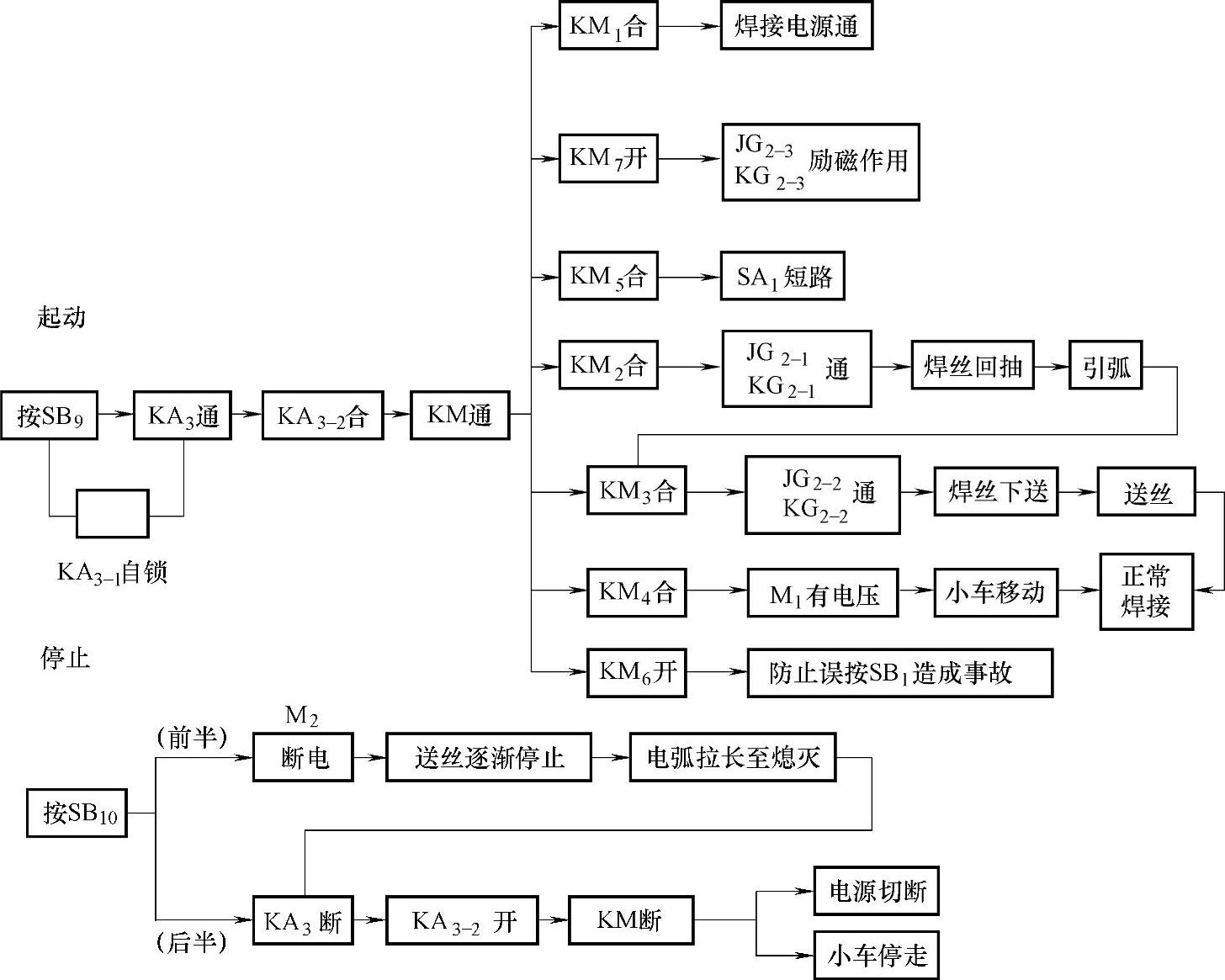
图5-42 MZ—1000型焊机动作程序
(3)埋弧焊弧长自动调节系统
1)等速送丝弧长调节系统,利用电弧的自身调节作用进行调节,即利用弧长变化引起焊丝熔化速度变化来实现自动调节。当弧长增加时,焊丝熔化速度下降,使弧长恢复;反之,焊丝熔化速度增大,使弧长恢复。
等速送丝系统在半自动埋弧焊机和部分自动埋弧焊机中得到广泛采用。等速送丝系统宜采用缓降和平外特性电源。
2)变速送丝弧长调节系统,又称为电弧电压反馈调节系统,当焊丝较粗、电流密度不够大时,单靠电弧自动调节作用维持系统稳定是不可能的,这时应采用电弧电压反馈系统,即通过电弧电压变化来控制送丝速度,实现自动调节,当弧长增加时,电弧电压增高,控制系统迫使送丝速度提高,使弧长恢复;反之,弧长缩短时,迫使送丝速度降低,使弧长恢复。变速送丝系统适用于大直径焊丝的埋弧焊等,需选用陡降外特性电源。
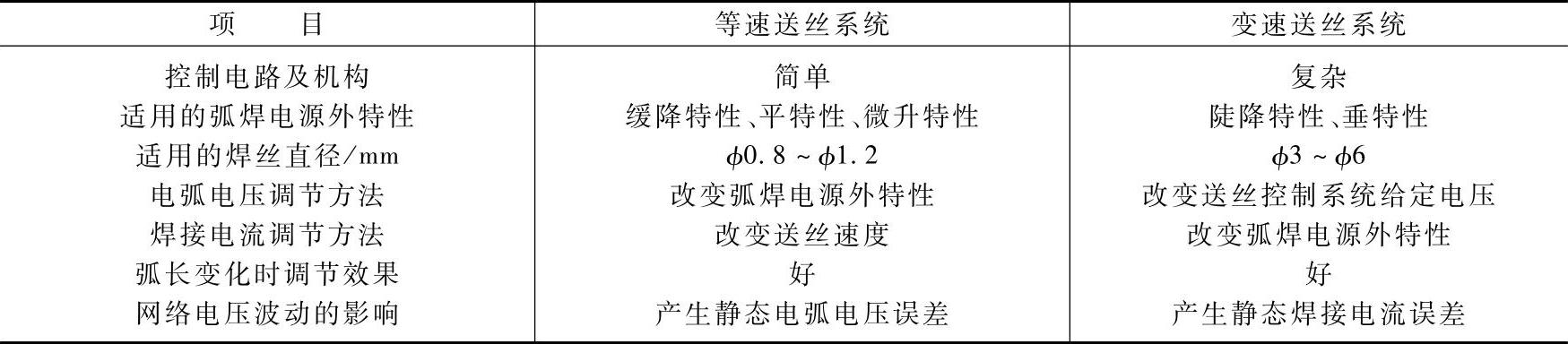
等速送丝系统和变速送丝系统的比较见表5-16。
表5-16 等速送丝系统和变速送丝系统的比较
4.埋弧焊的辅助设备
在焊接生产过程中,为了保证焊接质量,提高生产率并减轻工人的劳动强度,必须采用各种焊接辅助设备。
埋弧焊常用辅助设备有大型自动门式焊接夹具、焊接操作机、焊接变位机、焊缝成形装置(焊剂垫)、焊剂输送和回收装置等,详见本书第三章第三节、第四节与第五节所述,可根据实际需要选用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。