



1.埋弧焊的原理
埋弧焊的原理如图5-32所示。焊剂9由导电嘴10流出后,均匀地堆敷在装配好的母材1上,焊丝11与送丝机构经送丝滚轮12和控制箱6送入焊接电弧区。焊接电源的两端分别接在控制箱和焊件(母材)上。送丝机构、导电嘴及控制箱装在一台小车上以实现焊接电弧的移动。焊接过程通过操纵控制箱上的按钮来实现自动控制。
2.埋弧焊的特点
(1)埋弧焊的优点
1)生产效率高。由于焊丝的导电嘴伸出长度较短,故可采用较大的电流,而巨焊剂和熔渣有隔热作用,使热效率提高。因此,焊丝的熔化系数大,焊件熔深大,焊接速度快。
2)焊缝质量好。一方面焊剂和熔渣隔绝了空气与熔池和焊缝的接触,故保护效果好,特别是在有风的环境中;另一方面,焊接参数可以通过自动调节保持稳定。因此,具有良好的综合力学性能,熔池结晶时间较长,冶金反应充分,缺陷较少,焊缝光滑、美观。
3)节省焊接材料和电能。埋弧焊因熔深较大,与焊条电弧焊相比在焊接同等厚度的焊件下不开坡口或只开小坡口,从而减少了焊缝中焊丝的填充量,也节省了加工工时和电能。而巨由于电弧热量集中,减少了向空气中的散热及由于金属飞溅和蒸发所造成的热能损失与金属损失。
4)适合厚度较大构件的焊接。它的焊丝伸出长度小,较细的焊丝可采用较大的焊接电流(埋弧焊的电流密度可达100~150A/mm2)。
5)劳动条件好。埋弧焊易实现自动化和机械化操作,劳动强度低,操作简单,而巨没有弧光辐射,放出的烟尘少。(https://www.xing528.com)
(2)埋弧焊的缺点 埋弧焊对接头的加工、装配要求很高,只能在水平或倾斜度不大的位置施焊。只适于长焊缝的焊接。对于铝焊缝、小直径环缝及狭窄位置的焊接受到一定的限制。不适合焊接薄板。电流小于100A,电弧稳定性很差。
3.埋弧焊的应用范围
埋弧焊的应用范围见表5-12。埋弧焊还可用于焊接镍基合金和铜合金以及堆焊耐磨、耐蚀合金、复合钢材。在造船、锅炉、压力容器、桥梁、起重机械及冶金机械制造业中应用最广泛。
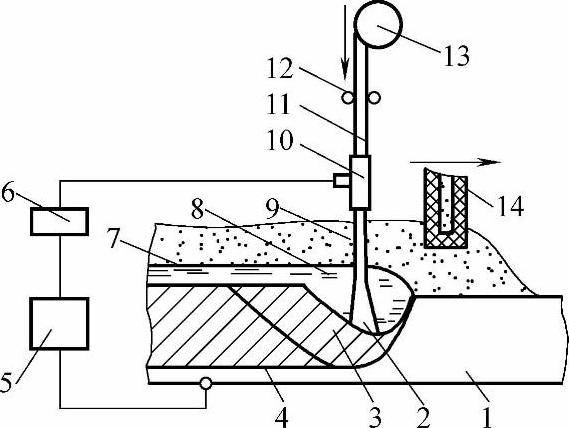
图5-32 埋弧焊的原理
1—母材 2—电弧 3—金属熔池 4—焊缝金属 5—焊接电源 6—控制箱 7—焊渣 8—熔融熔渣 9—焊剂 10—导电嘴 11—焊丝 12—送丝滚轮 13—焊丝盘 14—焊剂输送管
表5-12 埋弧焊的应用范围

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。