



为了得到良好的焊接效果,必须选择合理的焊接参数。焊条电弧焊的焊接参数主要有焊接电流的种类和极性、焊条直径、焊接电流、电弧电压、焊接速度、焊接层数等。从结构上看,还包括焊件坡口、焊前和焊后的有关事项。
1.电流种类和极性的选择
焊接电流种类的选择主要根据焊条药皮类型,如低氢钠型焊条采用直流反接;低氢钾型焊条和酸性焊条直流、交流均要采用,一般用交流。
极性是指直流焊机输出端正、负极的接法。焊件接正极(焊钳、焊条接负极)称为正接;焊件接负极称为反接,低氢钠型和低氢钾型焊条用反接。交流和直流正、反接均可用酸性焊条,在用直流焊机焊接时,焊厚板用正接,焊薄板用反接。
2.焊条直径的选择
(1)按焊件厚度选择 焊条直径与焊件厚度的关系见表5-8。开坡口多层焊的第一层及非平焊位置焊缝焊接,应该采用比平焊缝小的焊条直径。
表5-8 焊条直径与焊件厚度的关系

(2)按焊接位置选择 为了在焊接过程中获得较大的熔池,减少熔化金属下淌,在焊件厚度相同的条件下,平焊位置所用的焊条直径比其他焊接位置要大一些。立焊位置所用的焊条直径最大不超过5mm,横焊及仰焊时所用的焊条直径应不超过4mm。
3.焊接电流的选择
(1)按焊接直径选择 其方法是查表或计算。
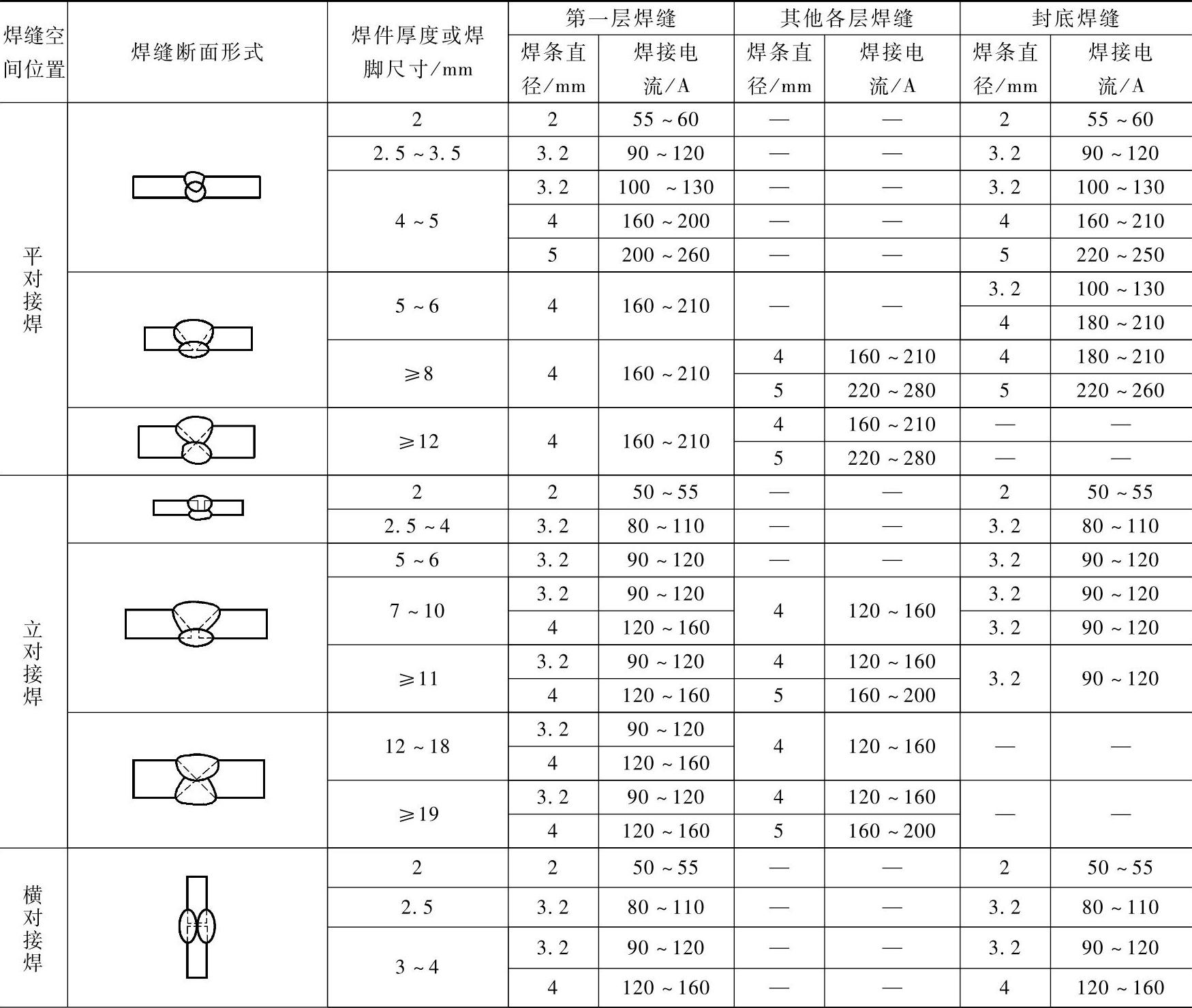
1)查表。表5-9给出了各种直径焊条适用的焊接电流参考值。
表5-9 各种直径焊条适用的焊接电流参考值

2)用以下经验公式计算:
I=(30~50)d (5-1)
式中 d——焊条直径,mm;
I——焊接电流,A。
(2)按焊接位置选择。平焊时,可选择较大的电流进行焊接。横焊、立焊、仰焊时,焊接电流应比平焊位置小10%~20%。
(3)按焊缝层数选择。打底焊道,特别是单面焊双面成形焊道应选择较小的焊接电流,填充焊道可使用较大的焊接电流,盖面焊道使用的电流要稍小些。
判断选择的电流是否合适有以下几种方法:
1)看飞溅。电流过大时,有较大颗粒的液态金属向熔池外飞溅,爆裂声大;电流过小时,熔渣和液态金属不易分清。
2)看焊缝成形。电流过大时,熔深大,焊缝下陷,焊缝两侧易咬边;电流过小时,焊缝窄而高,两侧与母材熔合不良。
3)看焊条熔化状况。电流过大时,焊条熔化并会过早发红;电流过小时,电弧不稳定,焊条易粘在焊件上。
4.电弧电压的选择
电弧电压主要由电弧长度决定。一般电弧长度等于焊条直径的0.5~1偌,相应的电弧电压为16~25V。碱性焊条弧长应为焊条直径的1/2,酸性焊条的弧长应等于焊条直径。
5.焊接速度的选择
焊接速度可由焊工根据具体情况灵活掌握,原则是保证焊缝具有所要求的外形尺寸,保证熔合良好。焊接那些对焊接热输入有严格要求的材料时,焊接速度要按工艺文件规定掌握。在焊接过程中,焊工应随时调整焊接速度,以保证焊缝的高低和宽窄的一致性。如果焊接速度太慢,则焊缝会过高或过窄,外形不整齐,焊接薄板时甚至会烧穿;如果焊接速度太快,焊缝较窄,则会发生未焊透的缺陷。(https://www.xing528.com)
6.焊接层数的选择
焊接层数的确定原则是保证焊缝金属有足够的塑性。在保证焊接质量条件下,采用大直径焊条和大电流焊接,以提高劳动生产率。如图5-13所示,在进行多层多道焊接时,对低碳钢及Q345(16Mn)等普通低合金结构钢,焊接层数对接头质量影响不大,但如果层数过少,每层焊缝厚度过大时,对焊缝金属的塑性有一定的影响。对于其他钢种都应采用多层多道焊,一般每层焊缝的厚度应≤4mm。
7.焊接热输入的选择
焊接热输入是指熔焊时由焊接能源输入给单位长度焊缝的热能,其计算公式如下:
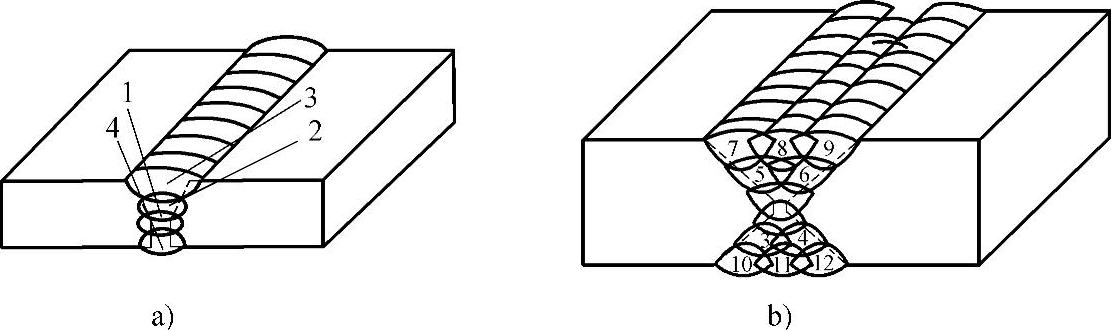
图5-13 多层焊与多层多道焊
a)多层焊 b)多层多道焊
1~12—焊道序号

式中,q为单位长度焊缝的热输入(J/mm);I为焊接电流(A);U为电弧电压(V);v为焊接速度(mm/s);η为热效率(焊条电弧焊时η为0.7~0.8;埋弧焊时η为0.8~0.95;TIG时η为0.5)。
例5-1 焊接Q345(16Mn)钢时,要求焊接热输入不超过28kJ/cm,如果选用焊接电流为180A,电弧电压为28V时,试计算焊接速度是多少?
解 I=180A;q=28kJ/cm;U=28V
取 η=0.7
由 
可知 
所以 
应选用的焊接速度为0.126cm/s。
热输入对低碳钢焊接接头性能影响不大,因此,对低碳钢的焊条电弧焊,一般不规定热输入。对于低合金钢和不锈钢,热输入太大时,焊接接头的性能将受到影响;热输入太小时,有的钢种在焊接过程中会出现裂纹缺陷,因此,对这些钢种焊接工艺应规定热输入。
8.坡口形式和尺寸的选择
焊条电弧焊过程中,由于焊接结构形式不同,焊件厚度不同,焊接质量要求不同,使其接头形式和坡口形式也不同,常用的接头形式有对接、搭接、角接、T形接和端接。常用的焊接坡口形式及尺寸如图5-14所示。
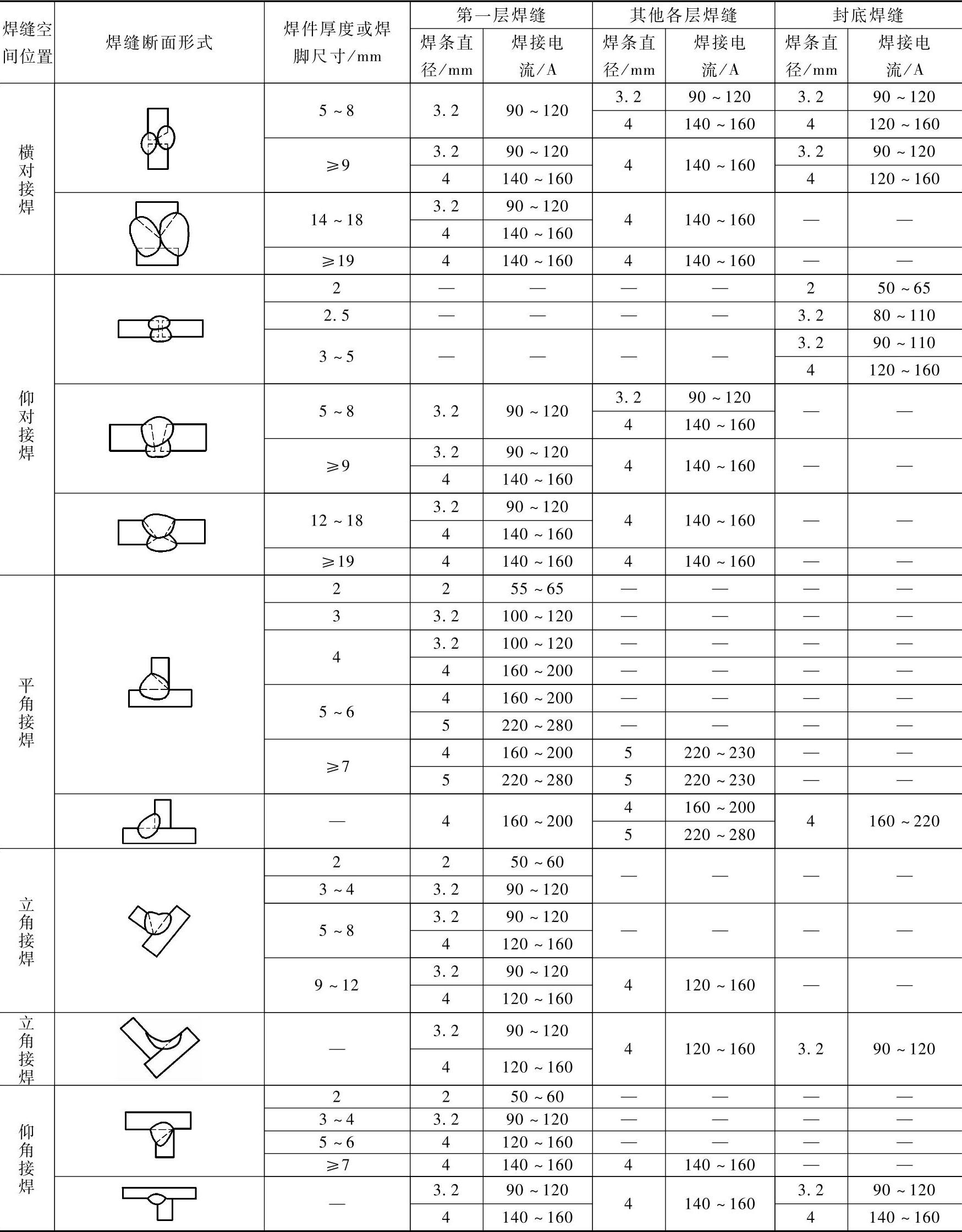
9.常用的焊条电弧焊焊接参数
不同状态的焊条电弧焊焊接参数见表5-10。
表5-10 不同状态的焊条电弧焊焊接参数
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。