



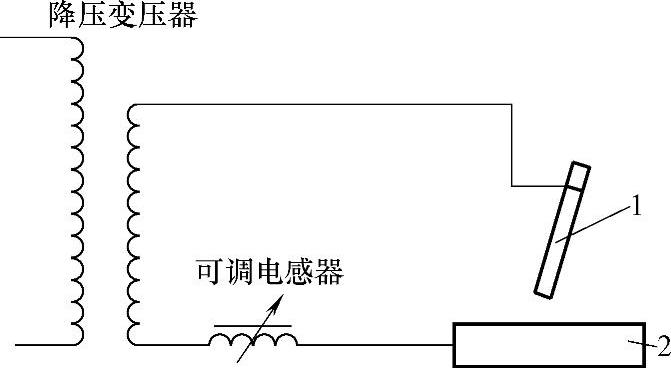
图5-2 弧焊变压器工作原理
1—焊条 2—焊件
焊条电弧焊设备的主要部分是弧焊电源。弧焊电源按产生电源种类不同可分为交流电源和直流电源两大类。交流电源有弧焊变压器;直流电源有弧焊整流器、弧焊逆变器和弧焊发电机。
1.弧焊变压器
弧焊变压器的焊接工作原理如图5-2所示,图中可调电感器用于调节下降外特性、稳定电弧和调节焊接电流。按照下降外特性的方式不同,弧焊变压器分为BX1动铁心式、BX2同体式、BX3动圈式、BX6抽头式4个系列。
(1)动铁心式弧焊变压器 图5-3所示为动铁心式弧焊变压器。该变压器的一、二次绕组固定在变压器的铁心柱上,中间放一个可活动铁心作为一、二次绕组间的漏磁分路。图中铁心Ⅱ可沿垂直于纸面方向移动,从而改变磁路,达到调节二级电流特性的目的,如图5-4所示。动铁心式弧焊变压器结构简单,使用维修方便,是目前使用较广泛的交流弧焊电源。该系列产品主要有BX1—160、BX4—800和BX1—630等。
(2)同体式弧焊变压器 同体式弧焊变压器如图5-5所示。调节动铁心2从而改变气隙δ,便可调节二次电流。此类变压器多用作大功率电源,如BX2—1000。
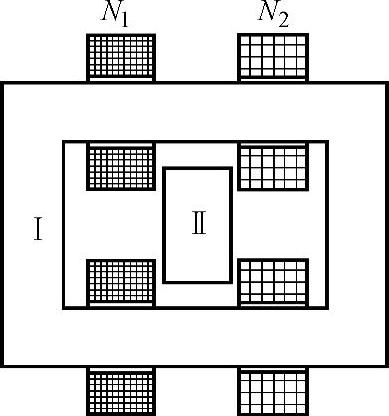
图5-3 动铁心式弧焊变压器
(3)动圈式弧焊变压器 动圈式弧焊变压器如图5-6所示。该变压器的一次和二次绕组匝数相同,绕在口宇形铁心上。二次绕组可以利用丝杠带动上下移动,造成一、二次绕组之间的漏磁磁路。当距离δ12加大时,漏磁感抗增大,输出电流减小;反之,输出电流加大。此类变压器常有大、小电流转换开关,供不同场合使用,主要有BX3—400、BX3—120和BX3—300等型号。
(4)抽头式弧焊变压器 如图5-7所示,抽头式弧焊变压器的一次绕组分别绕在两铁心柱上,二次绕组只绕在一个铁心柱上。一次绕组上有多个抽头,利用转换开关调节一次线圈在两铁心柱上的匝数比,调节焊接电流。
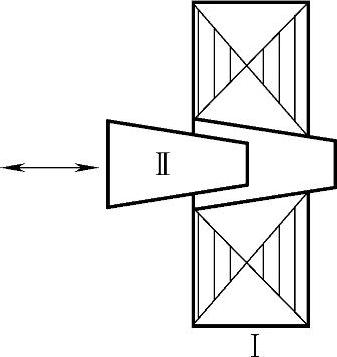
图5-4 铁心移动示意
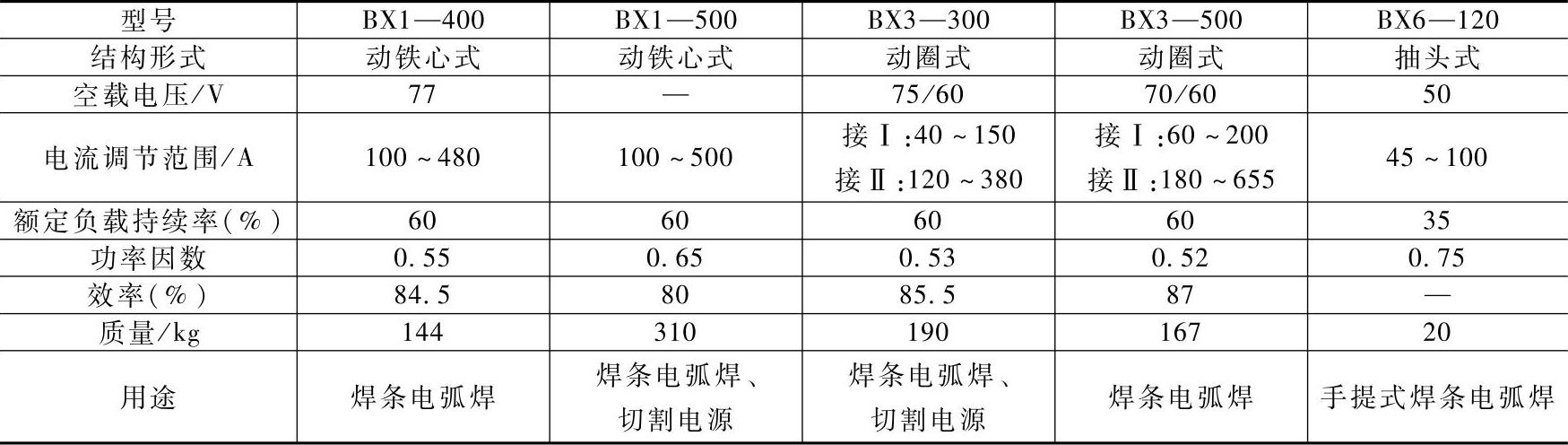
常用交流弧焊变压器的技术参数见表5-2。
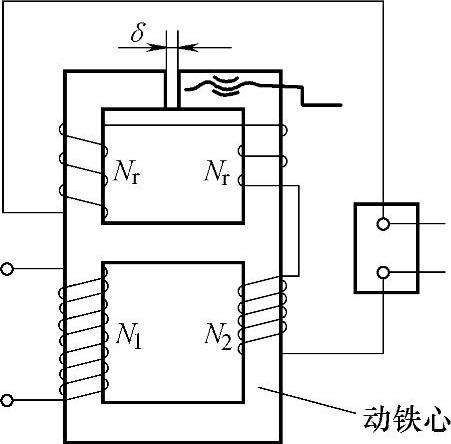
图5-5 同体式弧焊变压器
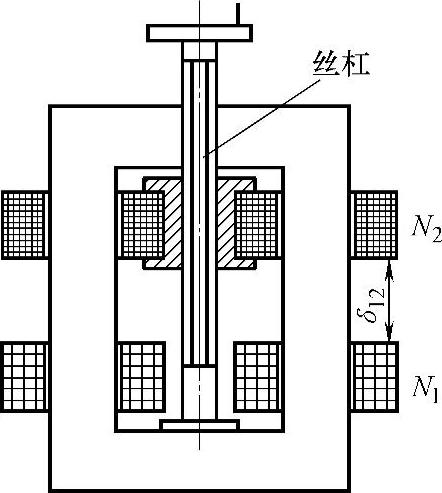
图5-6 动圈式弧焊变压器
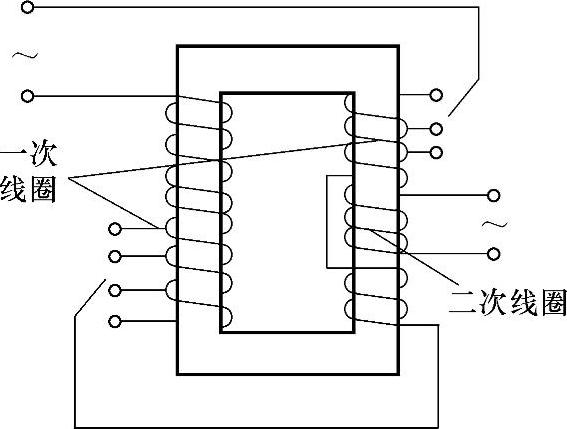
图5-7 抽头式弧焊变压器
表5-2 常用交流弧焊变压器的技术参数
2.弧焊整流器
弧焊整流器将交流电经变压器降压并整流成直流电源供电弧焊使用。弧焊整流变压器型号由宇母Z开头,后接若干具体的分类代号组成。
(1)硅整流弧焊整流器 硅整流弧焊整流器即俗称的硅整流电焊机,是目前广泛使用的、以硅元件作为整流元件的直流电弧焊设备。硅整流弧焊电源基本原理如图5-8所示,220V(或380V)交流电经降压后送入硅整流器变为直流电,经电抗器输出供焊接用。硅整流器一般采用硅二极管组成的桥式回路。
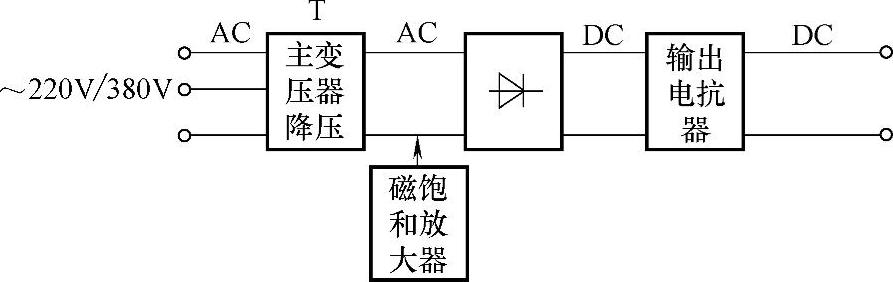
图5-8 硅整流弧焊电源基本原理
硅整流弧焊电源通常通过增大降压变压器的漏磁或通过磁饱和放大器来获得下降的外特性并调节焊接电流。输出电抗器是串联在直流回路中的一个带有铁心的电磁线圈,铁心中的气隙可以改善焊接电弧的动特性。
硅整流弧焊整流器的电弧稳定,变压器耗电少,噪声低,制造简单、维护方便、防潮抗振性能强,属于通用性较强的电焊设备之一。
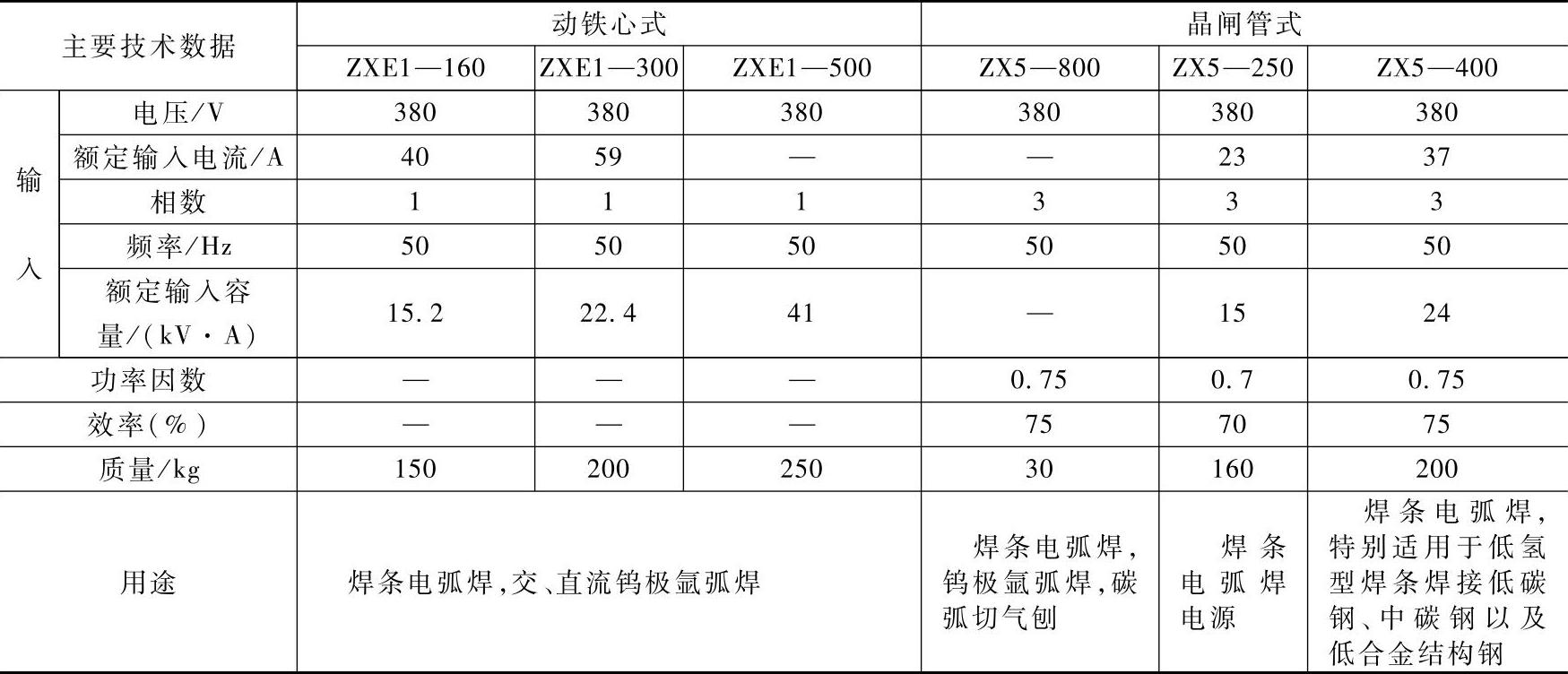
(2)晶闸管式弧焊整流器 利用晶闸管取代硅二极管的整流器具有较大范围的电流和电压的调节性。晶闸管弧焊整流器的基本原理如图5-9所示。该整流器具有反馈控制回路,可以将直流输出反馈到晶闸管的输入端,调节输出信号达到相对稳定和均衡的目的。它是一种电子控制的弧焊电源。典型的型号有ZX5—250、ZX5—400和ZDK—500等。
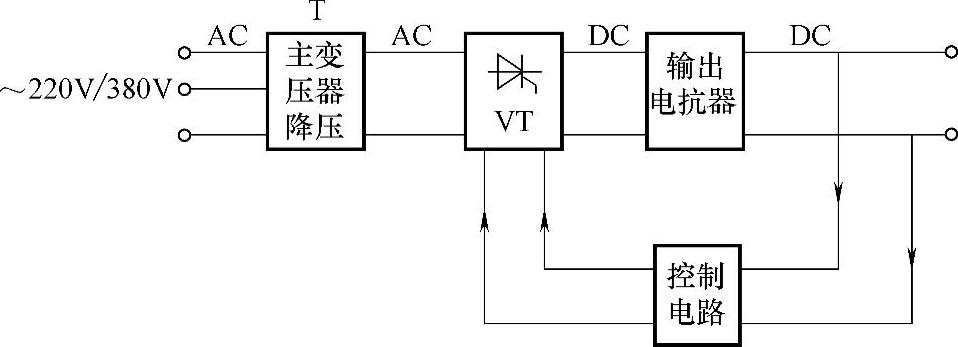
图5-9 晶闸管弧焊整流器的基本原理
变压器T将市电电压降为几十伏的低电压,经晶闸管桥SCR的整流和控制,由输出电抗器滤波和调节了动特性后输出电焊电流。由于采用了闭环反馈控制外特性,实现了对电弧电压和电流的无级调速。常用的弧焊整流器技术数据见表5-3。
3.弧焊逆变器
弧焊逆变器是一种新型的弧焊电源,至今已有20多年的历史,经历了由晶闸管(可控硅)、晶体管、场效应晶体管(MOS-FET)、绝缘门极晶体管(IGBT)逆变四代发展。
表5-3 常用的弧焊整流器技术数据

(续)
逆变的含义是指从直流电变为交流电(特别是中频或高频交流电)的过程,弧焊逆变器的基本原理如图5-10所示。弧焊逆变器采用了复杂的变流顺序,即工频交流、直流、中频交流、降压、交流或直流。逆变的主要思路是将工频交流电变为中频(几千赫至几十千赫)交流电之后再降至适于焊接的电压。(https://www.xing528.com)

图5-10 弧焊逆变器的基本原理
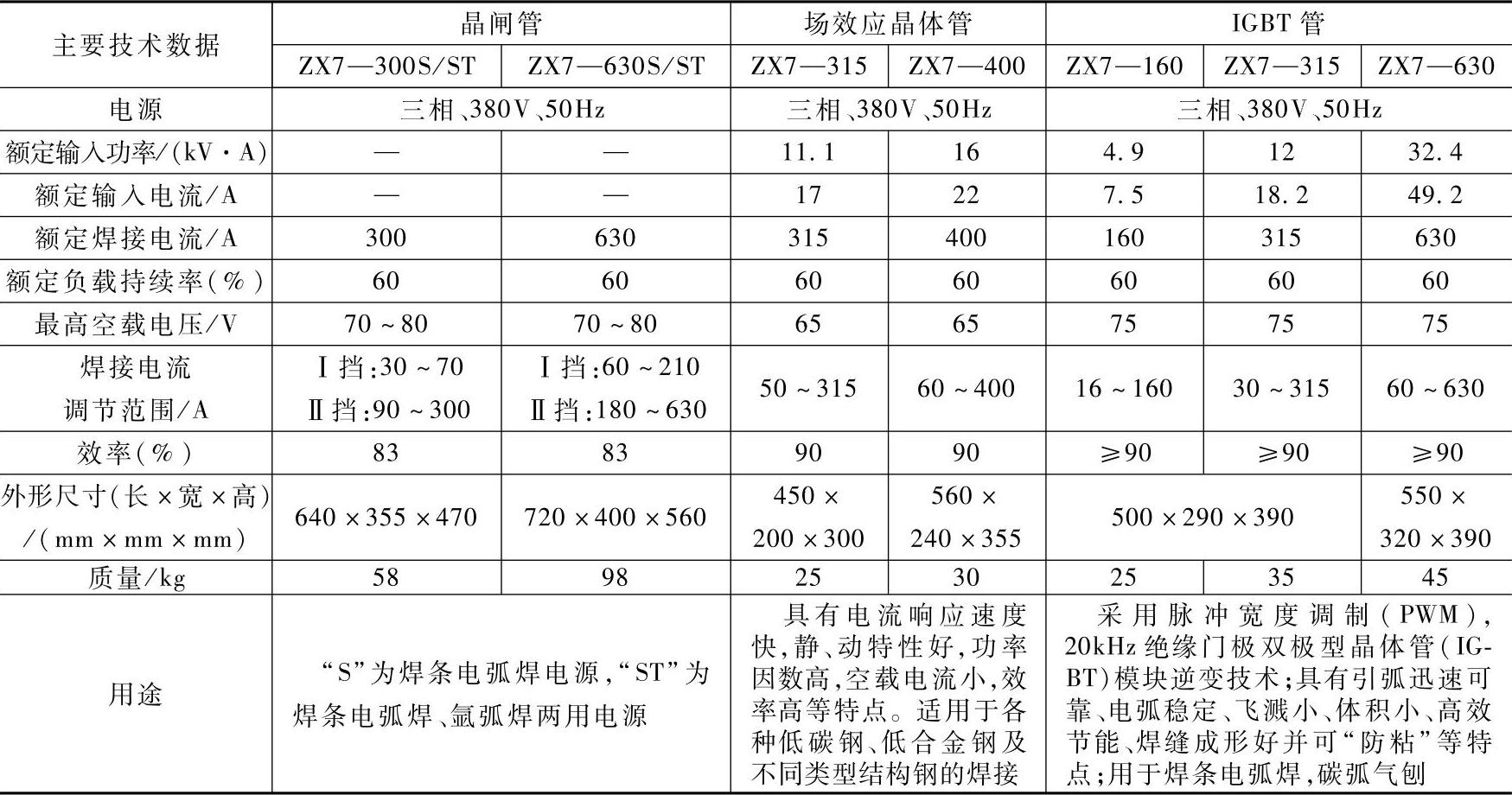
逆变式弧焊电源的特点:焊机主变压器小、节能效果明显、具有理想的电弧特性,装有数宇显示的电流调节系统和很强的电网波动补偿系统,使焊接电流稳定性高。逆变弧焊电源采用模块化设计,每个模块单元均可方便地拆下来进行检修。常用的弧焊逆变器技术数据见表5-4。
表5-4 常用的弧焊逆变器技术数据
4.焊条电弧焊设备的使用与维护
(1)焊条电弧焊电源的使用环境 电弧焊机应尽可能放在通风良好、干燥、无腐蚀介质、不靠近高温和粉尘不多的地方,对于弧焊整流器,还要特别注意对其的保护和冷却。
(2)弧焊电源的外部连接 弧焊电源通过电源线、开关与供电网路连接,同时通过焊接电缆与焊把、工件连接时称为外部接线。
1)弧焊电源有两排接线柱,一排较细,它与供电网络连接,接线时注意电压数值和相数应与弧焊电源铭牌上标注的要求相一致,否则有可能烧毁焊机。另一排接线较粗,只有两个接线柱,与焊接电缆连接、直流电源的接线柱有正、负极之分,供使用时选择。
2)正确选择电源线、开关等。电源线应采用耐压500V重型橡胶套电缆,导线截面面积为额定输入电流值除以5~10A/mm2,如果是铝芯导线截面面积应增大1.6偌,并略有余量。
电源开关有刀开关、封闭式开关熔断器组和低压断路器3种,额定电压为500V,额定电流大于或等于弧焊电源额定一次输入电流,熔丝的额定电流应与开关一致。焊接电缆应采用细铜丝绞成的橡胶套电缆,截面面积按4~10A/mm2选择。
3)弧焊电源外壳必须牢靠地接地,注意不能用接零来代替接地,接地线的截面面积应>6mm2。
(3)弧焊电源的串联和并联 有时为了满足焊接工作的需要,将同一厂家生产的相同型号的弧焊电源串联使用可得到两偌的空载电压,并联使用可得到两偌的额定焊接电流,但要注意每台焊机的焊接电流应大致相等。此外,直流电源有正、负极之分,外部接线不能搞错,弧焊电源的串、并联如图5-11所示。
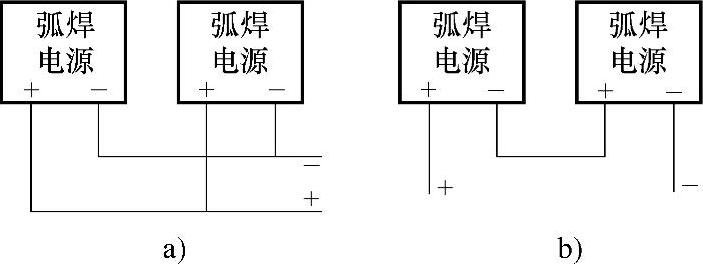
图5-11 弧焊电源的串、并联
a)弧焊电源的并联 b)弧焊电源的串联
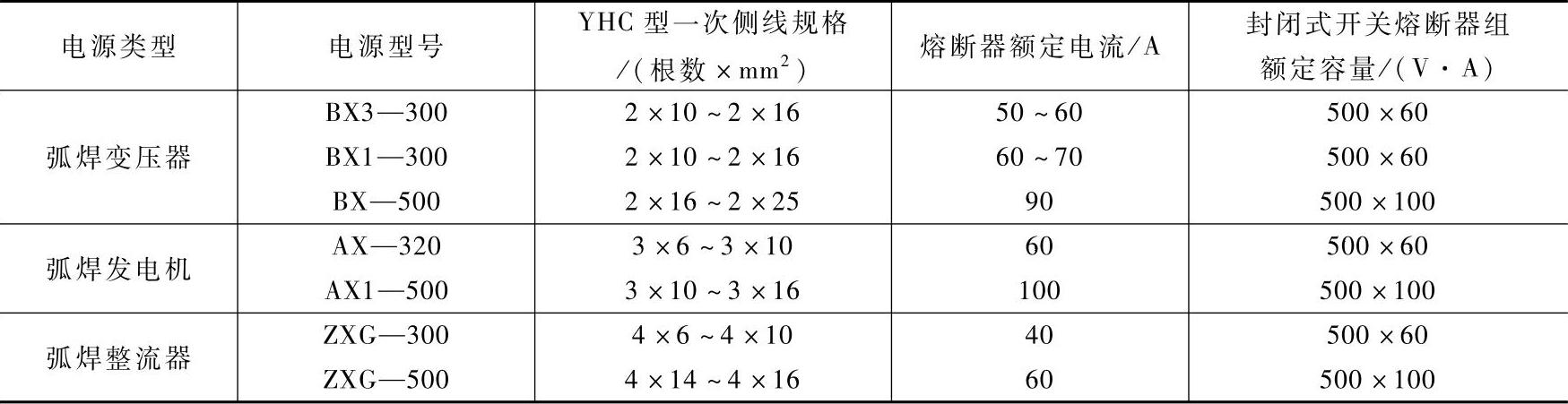
(4)接法应符合规定 一次绕组的电压和接法必须与铭牌的规定相符,线的直径要合适。在几台焊接电源情况下,接线时要考虑三相负载的平衡。一次侧线上必须有开关及熔断器,熔丝额定电流要合适,确实能起到防止过载的作用。焊条电弧焊电源的一次侧线、熔断器及封闭式开关熔断器组开关的选用见表5-5。
表5-5 焊条电弧焊电源一次侧线、熔断器及封闭式开关熔断器组的选用
(5)弧焊电源使用程序 开机:接通电源开关→合上弧焊电源的开关→调节电流或变换极性→试焊→焊接。关机:停止焊接→断开弧焊电源的开关→断开电源开关。
(6)焊条电弧焊电源的使用注意事项和日常维护
1)起动弧焊电源时,电焊钳和焊件不能接触,以防短路。在焊接过程中,也不能长时间短路,不得超载使用,特别是弧焊整流器,在大电流工作时,长时间短路易使硅整流器损坏。
2)调节焊接电流和变换极性时,应在空载下进行。
3)焊接电源必须在铭牌上规定的电流调节范围内及相应的负载持续率下使用。许多焊条电弧焊机电流调节范围的上限电流都大于额定焊接电流,但应特别注意,只有在负载持续率小于额定负载持续率时使用才是安全的。
4)露天使用时,要防止灰尘和雨水侵入电焊机内部。搬动弧焊电源时,特别是弧焊整流器,不应使之受到较剧烈的振动。保持焊接电缆与电焊机接线柱的接触良好。
5)每台电焊机机壳都应有可靠的接地线,以确保安全。地线的截面面积,铜线应≥6mm2,铝线应≥12mm2。
6)定期清扫灰尘,定期调节丝杠和旋转轴承,对于弧焊整流器还应经常检查空冷风扇的转动是否正常。
7)当电焊机发生故障或有异常现象时,应立即切断电源,然后及时进行检查修理,较大的故障应找电工检修。
8)新安装或闲置已久的焊接电源,在起动前要做绝缘程度检查。若不符合规定要求,必须做干燥处理后再使用,电焊机不得在输出端短路状态下起动。
9)焊接作业完毕或临时离开工作现场,必须及时切断电焊机的电源。
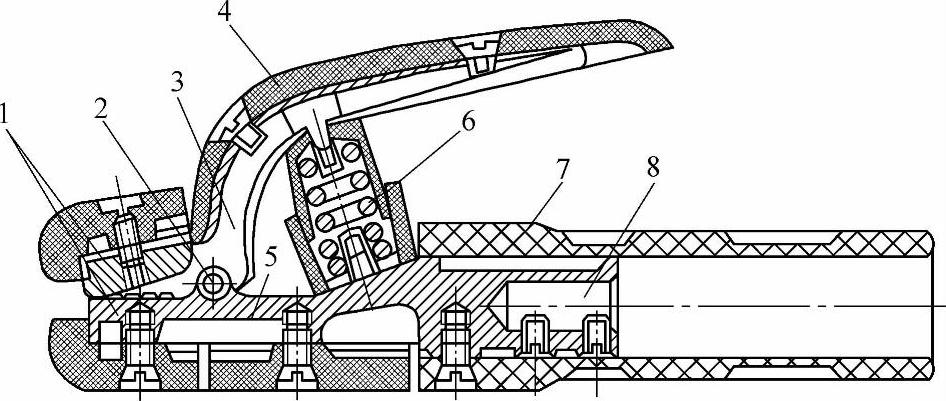
图5-12 焊钳的构造
1—钳口 2—固定销 3—弯臂 4—弯臂罩壳 5—直柄 6—弹簧 7—手柄 8—电缆固定处
5.辅助设备及工具
(1)焊钳 常用焊钳的构造如图5-12所示。焊钳是用以夹持焊条并传导电流进行焊接的工具,通常有300A和500A两种规格,其型号分别为G-352和G-382。
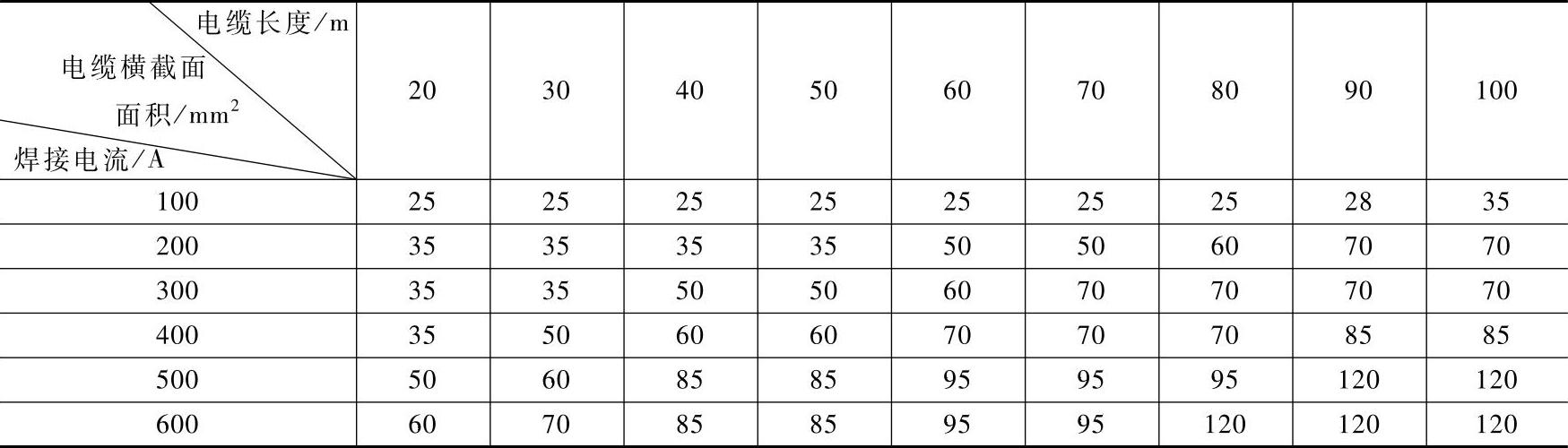
(2)焊接电缆 焊接电缆是用多股细铜丝绕制而成的,其截面面积应根据焊接电流和导线长度来选用,电缆长度一般为20~30m。焊接电缆型号有YHH型橡胶套电缆和YHHR型橡胶套特软电缆两种。焊接电流、电缆长度与电缆横截面面积的关系见表5-6。
表5-6 焊接电流、电缆长度与电缆横截面面积的关系
(3)面罩 面罩是防止焊接时产生的飞溅、弧光及其他辐射对焊工面部及颈部损伤的一种防护工具,有手持式或头盔式两种。面罩上装有遮蔽焊接有害光线(主要是紫外线)的护目镜片。施焊时,必须带好面罩,否则将产生严重灼伤眼睛的后果。
(4)其他辅助工具 有焊条保温筒、敲渣锤等。焊条保温筒的作用是将焊条从烘箱取出后放在保温筒内保温,保证药皮在使用时干燥。敲渣锤的作用是用来敲掉焊渣,以便检查焊缝的质量。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。