



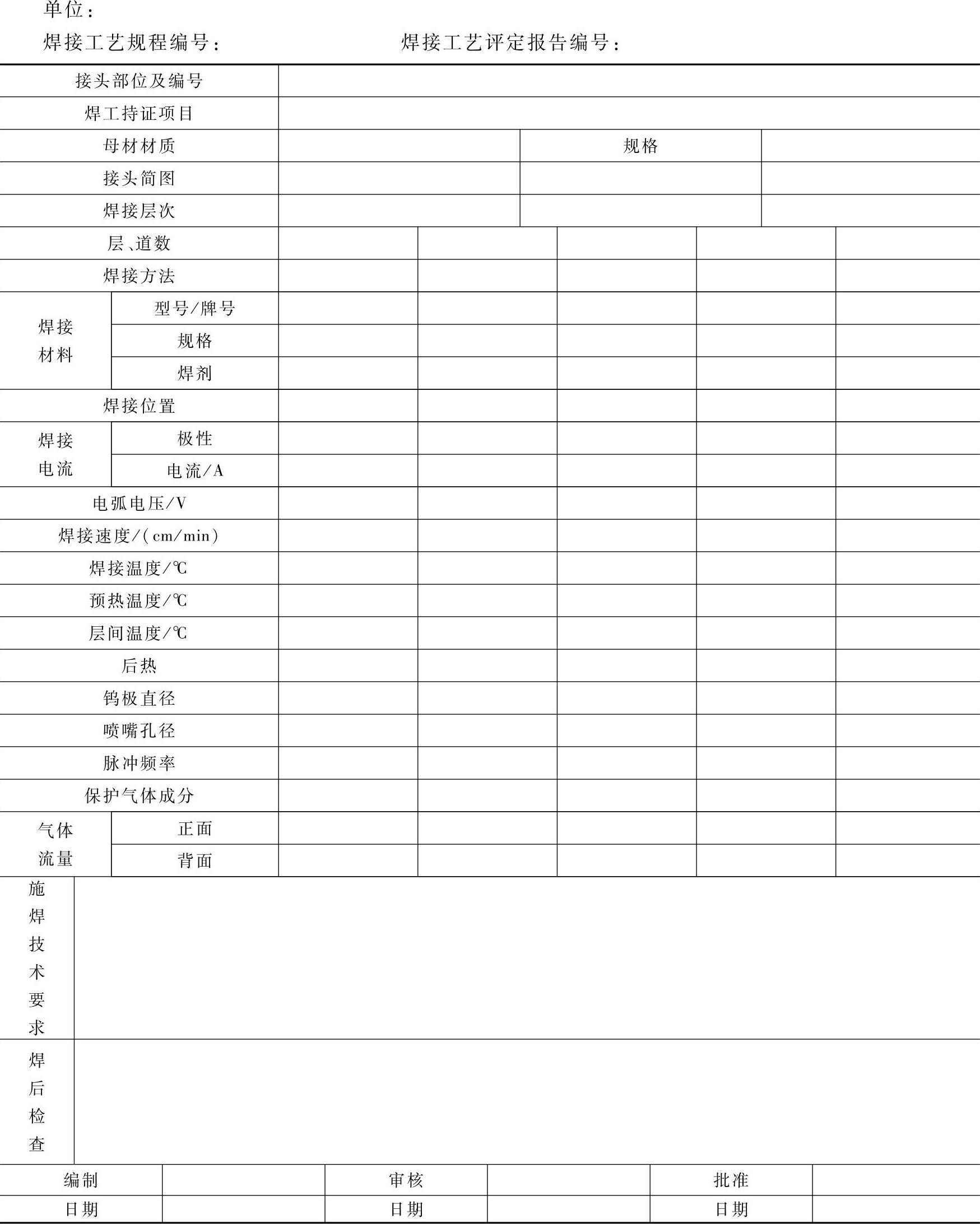
焊接工艺规程见表4-36。
表4-30 工艺规程幅面、表头、表尾及附加栏格式
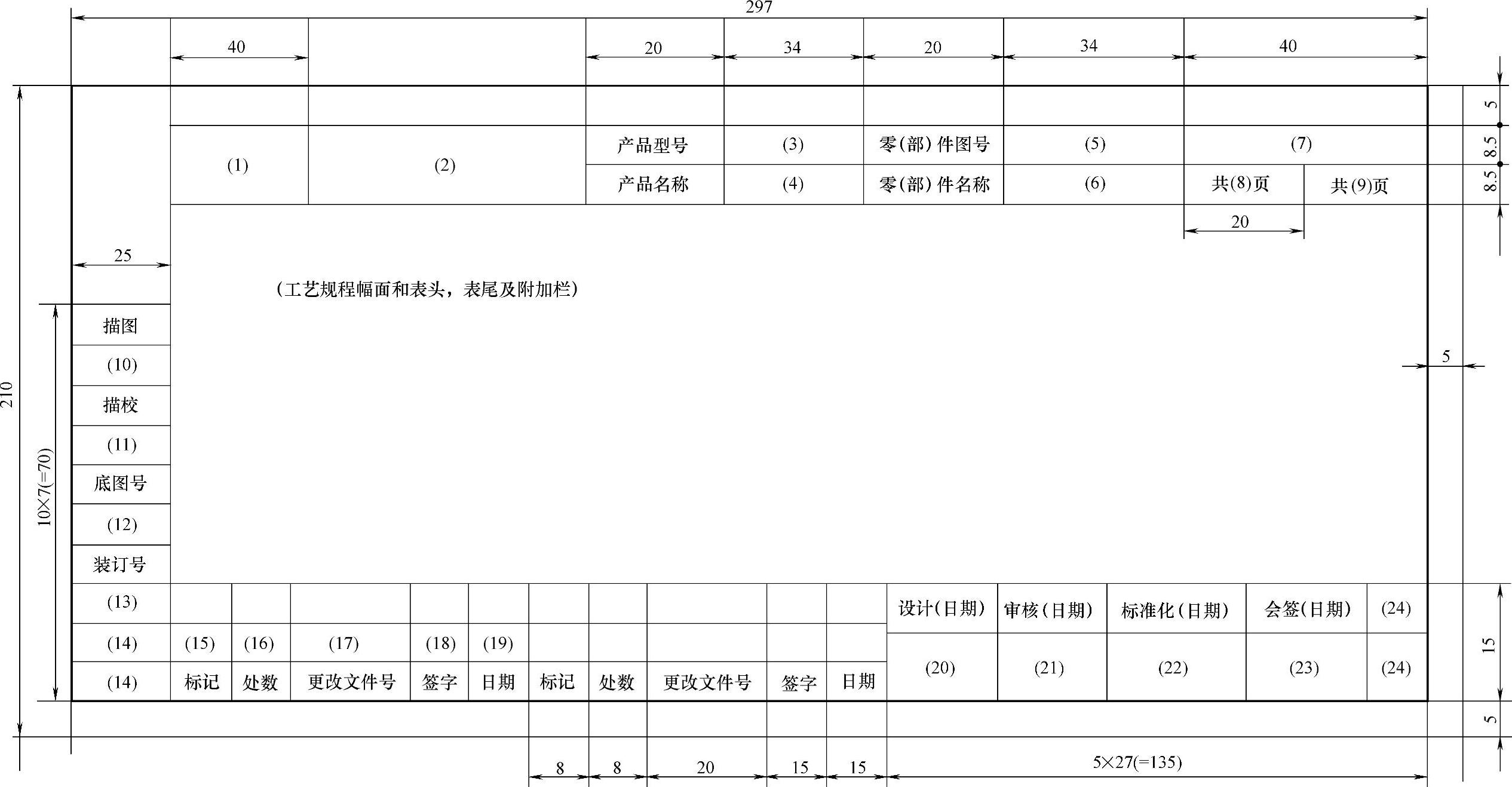
表中填写内容:
(1)企业名称。
(2)文件名称。
(3)~(6)按产品图样中的规定填写。
(7)按JB/Z 254规定填写文件编号。
(8)~(9)分别用阿拉伯数字填写每个零件卡片的总页数和顺页数。
(10)~(11)分别由描图员和校对者签字。
(12)~(13)分别填写底图号和装订编号。
(14)、(24)可根据需要填写。
(15)填写每次更改所使用的标记,一律用a、b、c…
(16)填写同一次更改处数,一律用1、2、3…填写。
(17)填写更改通知单的编号。
(18)更改人签字。
(19)填写更改日期。
(20)~(23)责任者签字并注明日期。
表4-31 焊接工艺卡片格式
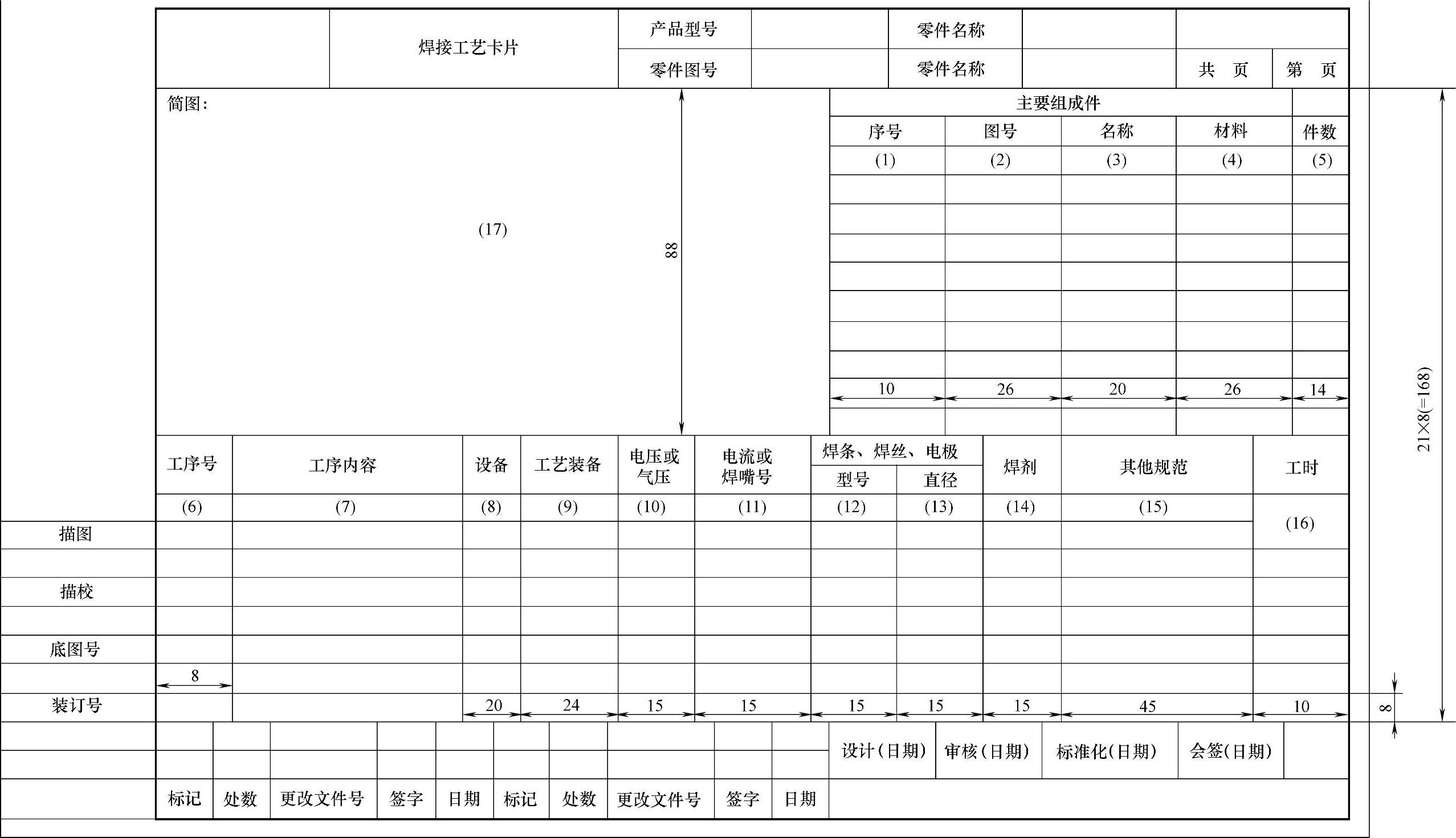
表中填写内容:
(1)序号用阿拉伯数字1、2、3…填写。
(2)~(5)分别填写焊接的零、部件图号名称,材料牌号和件数,按设计要求填写。
(6)工序号。
(7)每工序的焊接操作内容和主要技术要求。
(8),(9)设备和工艺装备分别填写其型号或名称,必要时写其编号。
(10)~(16)可根据实际需要填写。
(17)绘制焊接简图。
表4-32 装配工艺过程卡片格式
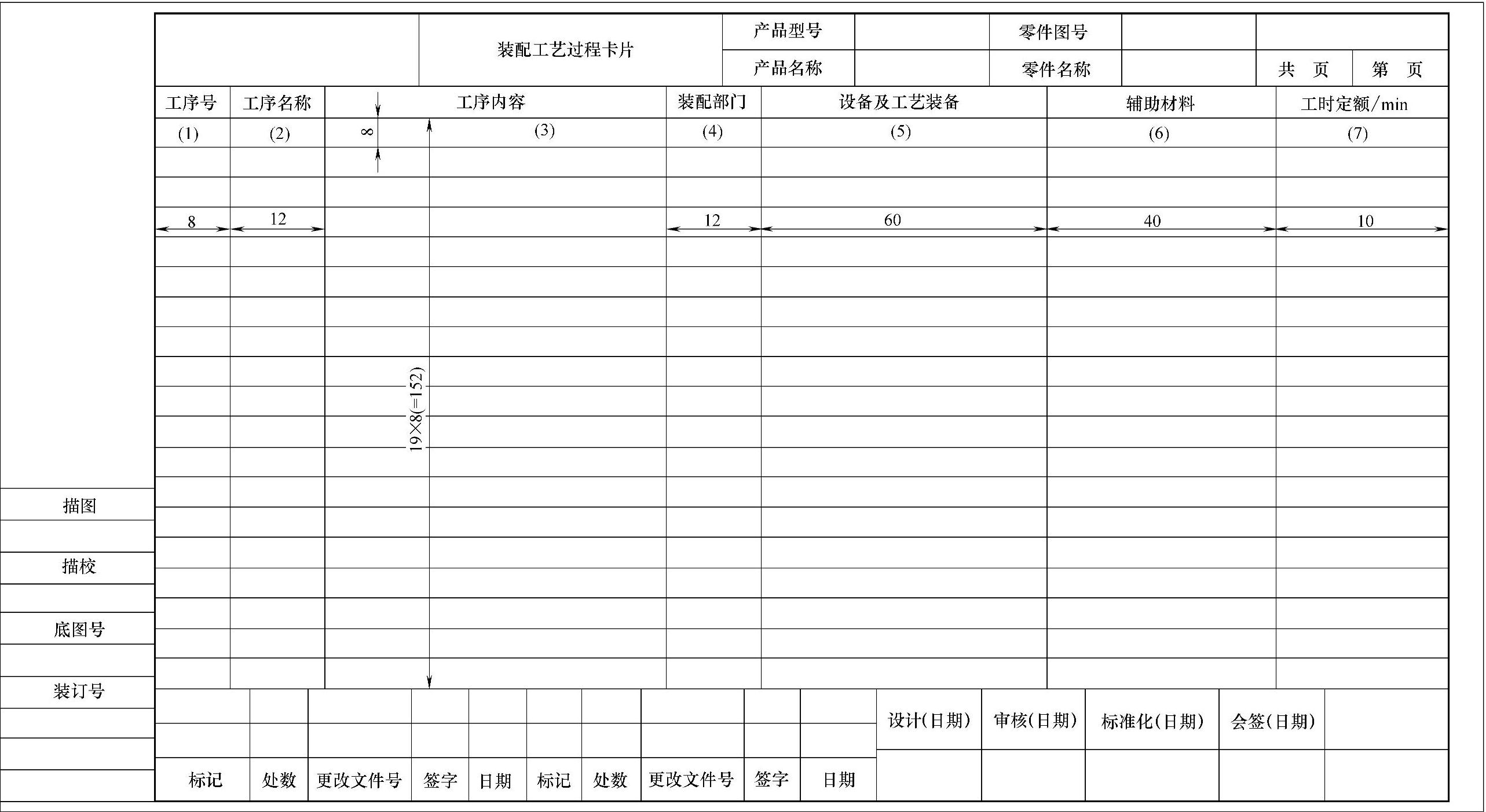
表中填写内容:
(1)工序号。
(2)工序名称。
(3)各工序装配内容和主要技术要求。
(4)装配车间、工段或班组。
(5)各工序所使用的设备和工艺装备。(https://www.xing528.com)
(6)各工序所需使用的辅助材料。
(7)各工序的工时定额。
表4-33 装配工序卡片格式
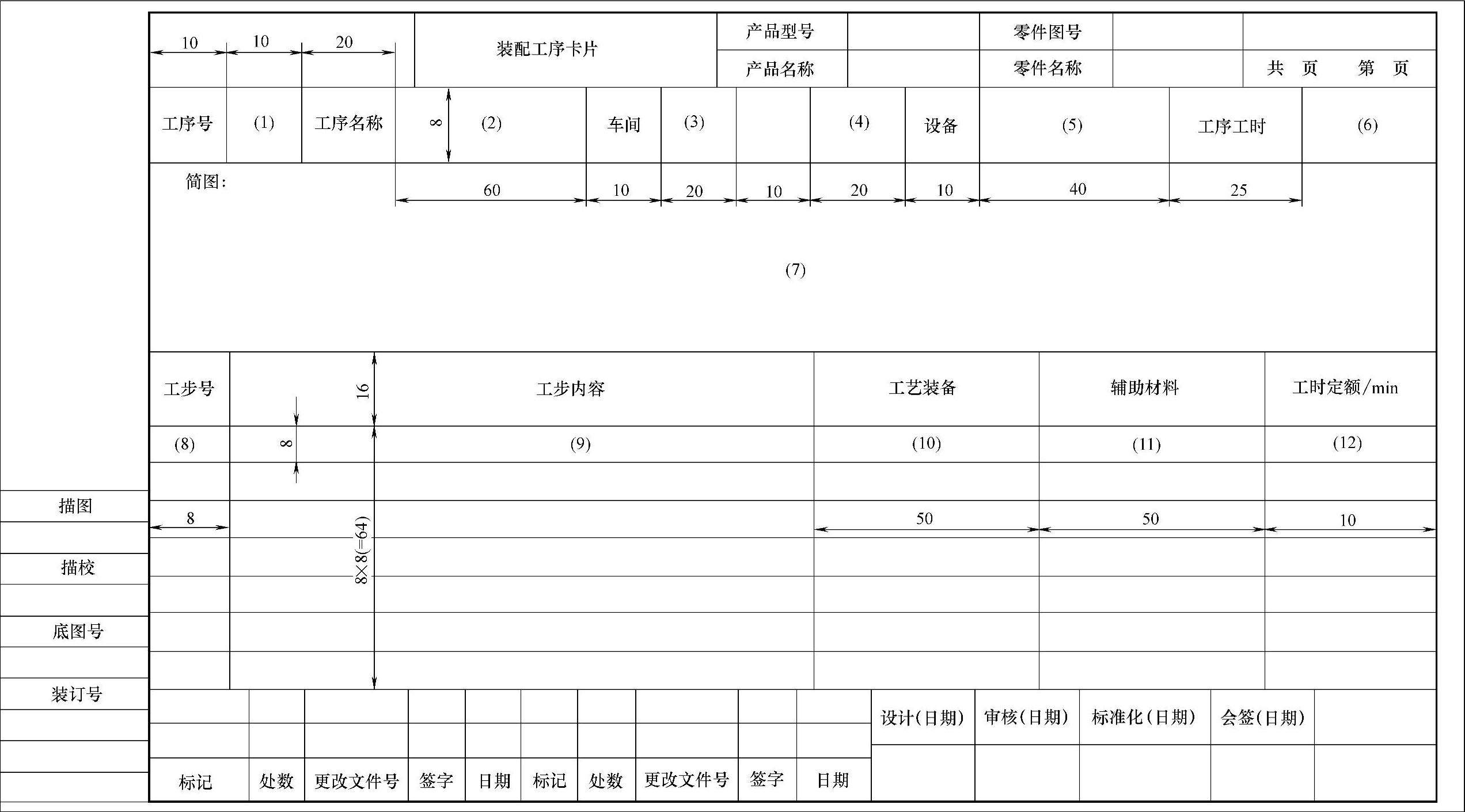
表中填写内容:
(1)工序号。
(2)装配本工序的名称。
(3)执行本工序的车间名称或代号。
(4)执行本工序的工段名称或代号。
(5)本工序所使用的设备型号名称。
(6)本工序所需工时。
(7)绘制装配简图或装配系统图。
(8)工步号。
(9)各工步名称、操作内容和主要技术要求。
(10)各工步所需使用的工艺装备型号名称或其编号。
(11)各工步所需使用的辅助材料。
(12)工时定额。
表4-34 工艺守则格式
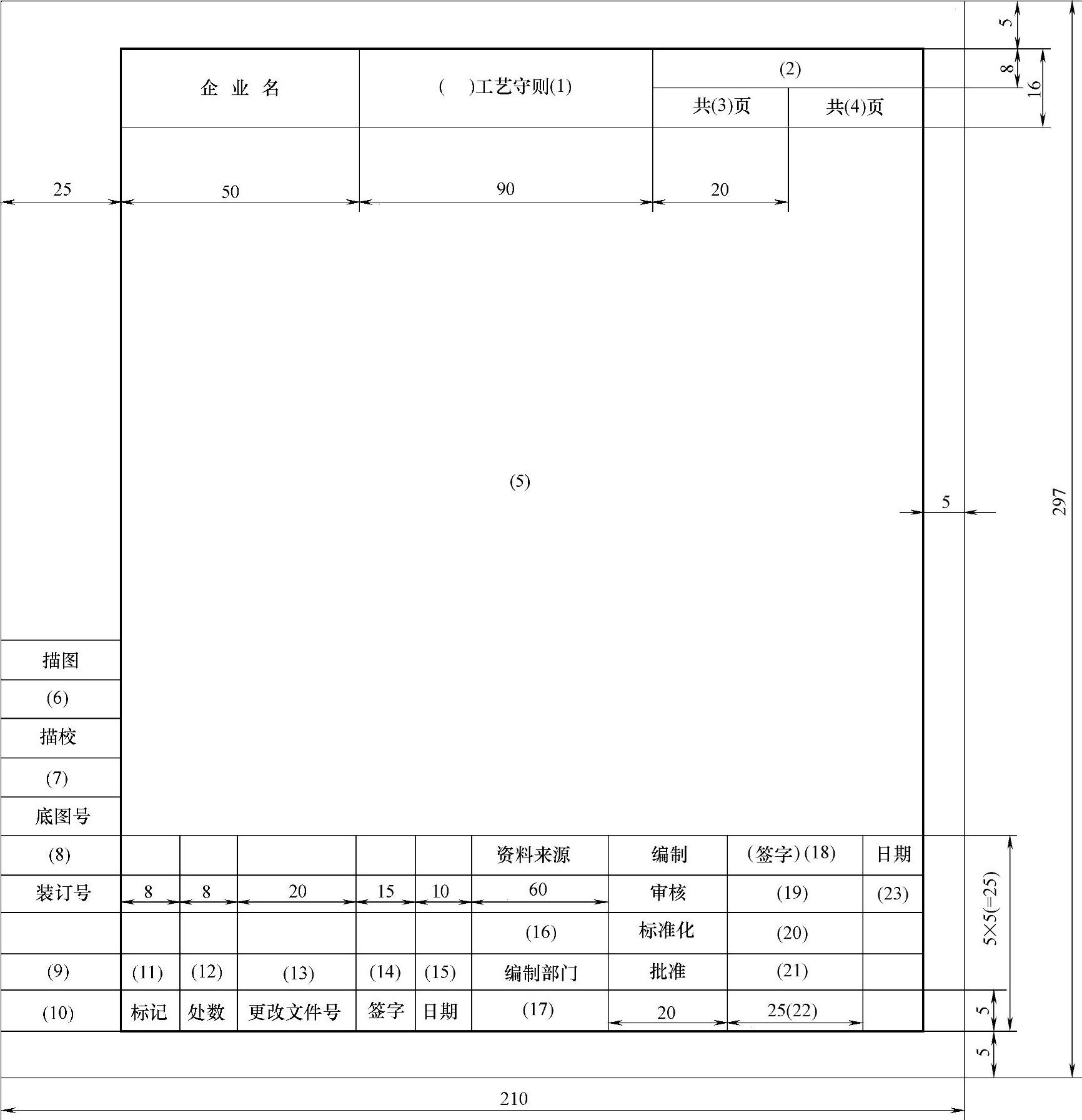
表中填写内容:
(1)工艺守则的类别,如“焊接”、“热处理”等。
(2)工艺守则的编号。
(3)~(4)该守则的总页数和顺页数。
(5)工艺守则的具体内容。
(6)~(15)填写内容同“表头、表尾及附加栏”的格式(见表4-30)中的(9)~(18)。
(16)编写该守则的参考技术资料。
(17)编写该守则的部门。
(18)~(22)责任者签宇。
(23)各责任者签宇后填写日期。
表4-35 焊接工艺规程的内容与编制要求
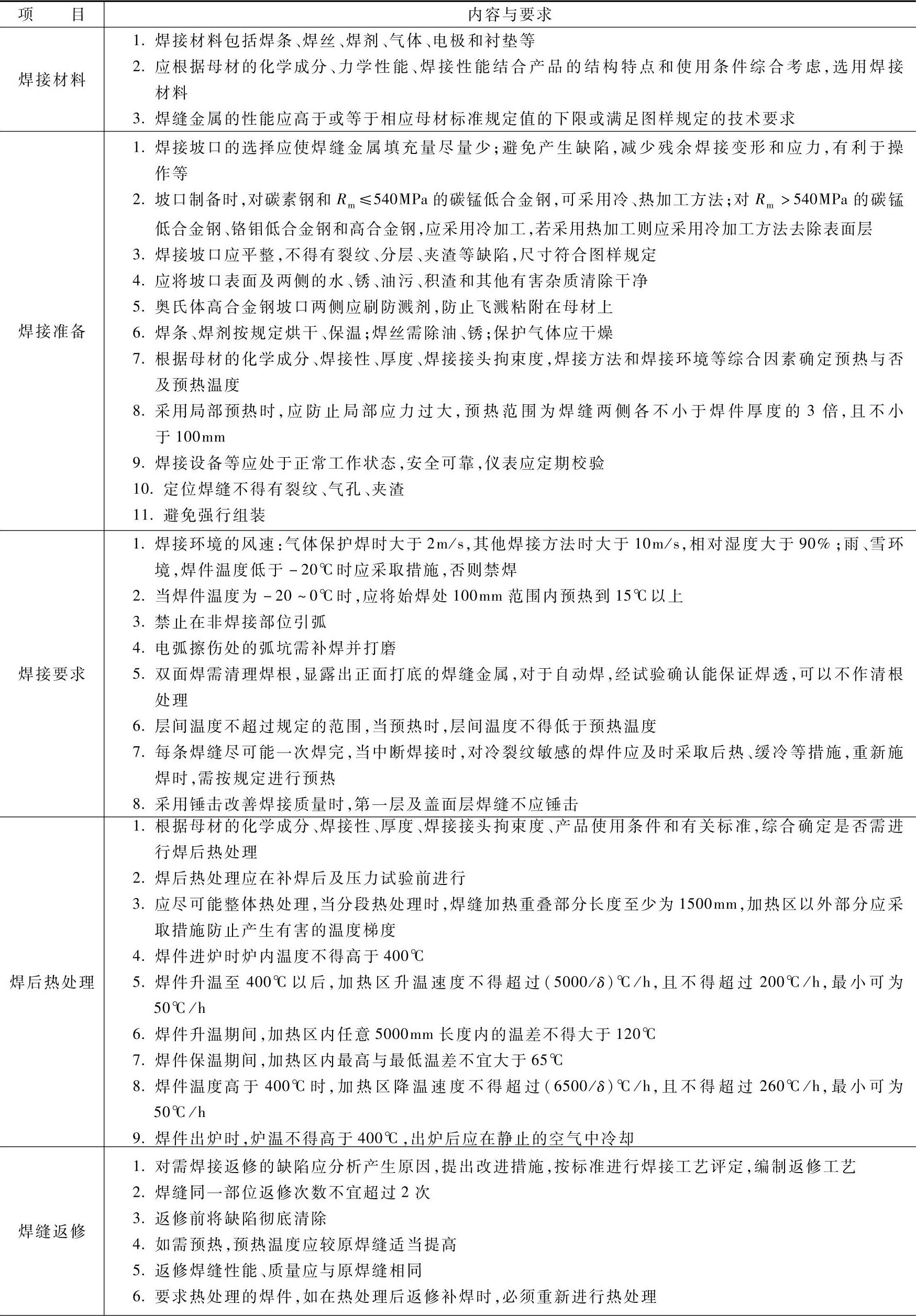
(续)

表4-36 焊接工艺规程
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。