



1.焊接工艺评定的条件
材料在选用与设计前必须经过(或有可靠的依据)严格的焊接性试验。焊接工艺评定的设备、仪表与辅助机械均应处于正常工作状态,钢材与所使用的焊接材料必须符合相应的标准,并需由本单位技能熟练的焊工施焊和进行热处理。
2.焊接工艺评定的规则
(1)必须进行焊接工艺评定的焊缝 一台压力容器上的焊缝种类繁多,如果每条焊缝都进行焊接工艺评定,势必大幅度地增加焊接工艺评定的数量,而实际上也没有这个必要。根据GB150—2011《压力容器》中的规定,对下列各类焊缝的焊接工艺,必须按JB 4708—2000《钢制压力容器焊接工艺评定》规定评定合格。
1)受压元件焊缝。压力容器上的主要受压元件是指筒体、封头(端盖)、球壳板、换热器管板和换热管、膨胀节、开孔补强板、设备法兰、直径36mm以上的设备主螺栓、人孔盖、人孔法兰、人孔接管、直径大于250mm的接管等。
2)与受压元件相焊接的焊缝。
3)受压元件母材金属表面的堆焊、补焊。
4)上述焊缝的定位焊。
(2)焊接工艺评定试件的厚度适用范围 焊接工艺评定试件按照有关标准评定合格的焊接工艺,不仅适用于相同厚度的焊件母材金属和相同厚度的焊缝金属,也适用于一定厚度的焊件母材金属和相同厚度的焊缝金属。这主要是因为在这个范围内,焊件的传热速率变化不大,不足以影响焊缝金属的结晶组织以及焊件焊接接头的使用性能。因此,标准中对评定合格的焊接工艺适用于母材金属厚度范围和焊缝金属厚度范围,做了具体规定。
1)若试件母材为Ⅳ-2组,抗拉强度下限值大于540MPa的低合金钢,其厚度范围按表4-11和表4-12规定。
表4-11 试件母材厚度和焊件母材厚度的规定

①按机械行业标准JB 4708—2000中的规定使用。
表4-12 试件焊缝金属厚度和焊件焊缝厚度的规定

①t指同一焊接方法(或焊接工艺)在试件上所熔敷的焊缝金属厚度。按机械行业标准JB 4708—2000中的规定使用。
除此之外,试件厚度与焊缝厚度可按表4-13、表4-14中的规定。
2)对于焊条电弧焊、埋弧焊、钨极气体保护焊、熔化极气体保护焊,当焊件规定进行冲击试验时,试件评定合格后当T≥8mm时,适用于焊件母材厚度的有效范围最小值一律为0.75T。如试件经高于上转变温度的焊后热处理或奥氏体钢母材后热经固溶处理时,仍按原规定。
表4-13 试件厚度与焊缝厚度的规定(一)(试件进行力学性能试验和横向弯曲试验)

①表示限于电弧焊、埋弧焊、钨极气体保护焊、熔化极气体保护焊的多道焊。
表4-14 试件厚度与焊缝厚度的规定(二)

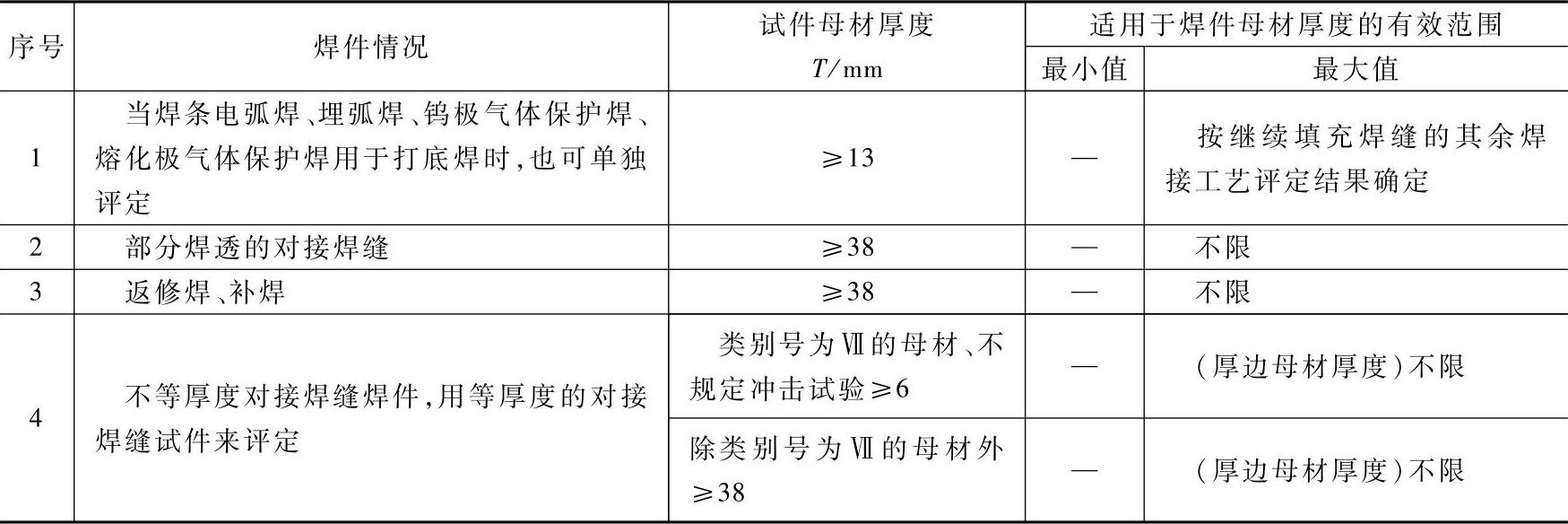
3)当焊件属于表4-15所列情况时,试件评定合格后,适用于焊件母材厚度的有效范围最大值可按表4-15中的规定。
表4-15 特别情况下试件母材厚度与焊件母材厚度规定
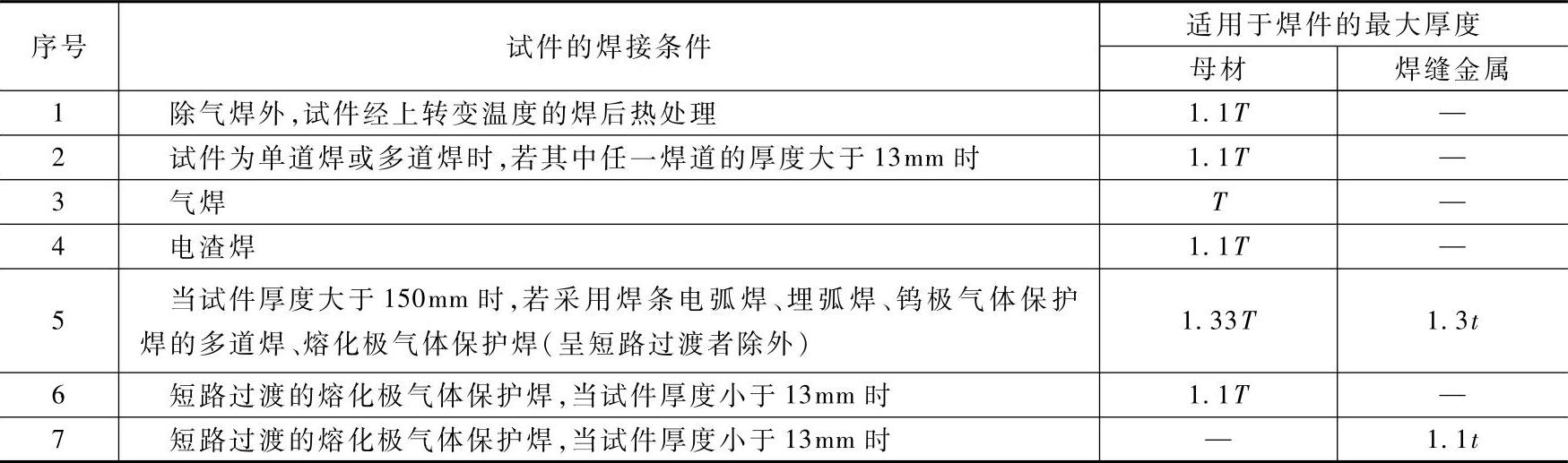
4)当试件符合表4-16所列的焊接条件时,试件评定合格后的最大厚度,可按表4-16中的规定。
表4-16 特殊焊接条件下试件厚度与焊件厚度规定
5)对接焊缝试件评定合格的焊接工艺,用于角焊缝焊件时,焊件的有效厚度范围不限;角焊缝试件评定合格的焊接工艺,用于非受压元件角焊缝焊件时,焊件的有效厚度范围不限。
6)组合评定合格后,当作单一焊接方法(或焊接工艺)分别评定来确定适用于焊件母材有效厚度范围。
(3)对接焊缝、角焊缝焊接工艺评定规则 评定对接焊缝焊接工艺时,采用对接焊缝试件。对接焊缝评定合格的焊接工艺,也适用于角焊缝。其试件形式如图4-27所示。
板材对接焊缝评定合格的焊接工艺,适用于管材对接焊缝,反之也可。
管板角焊缝评定合格的焊接工艺,适用于板材角焊缝,反之也可。
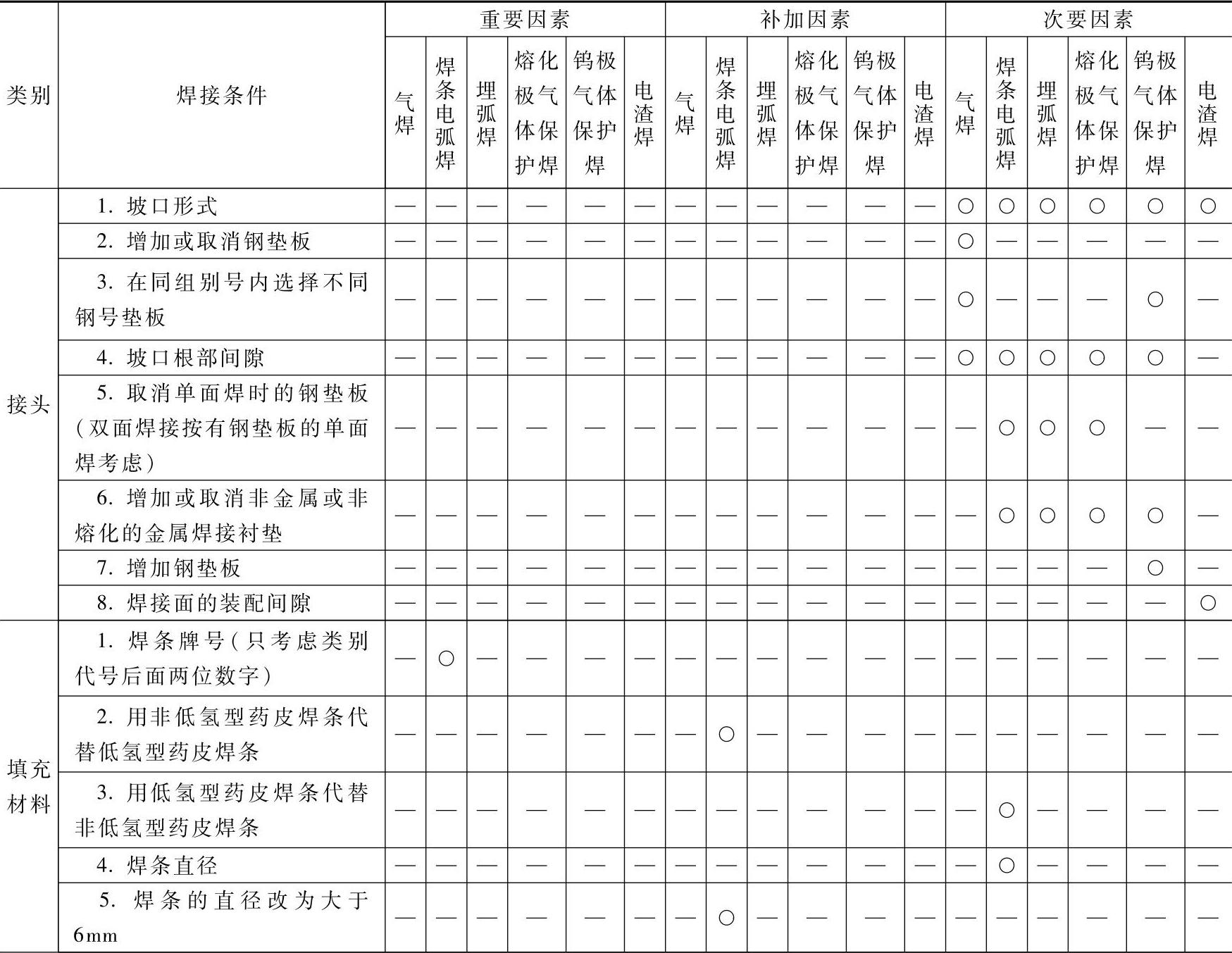
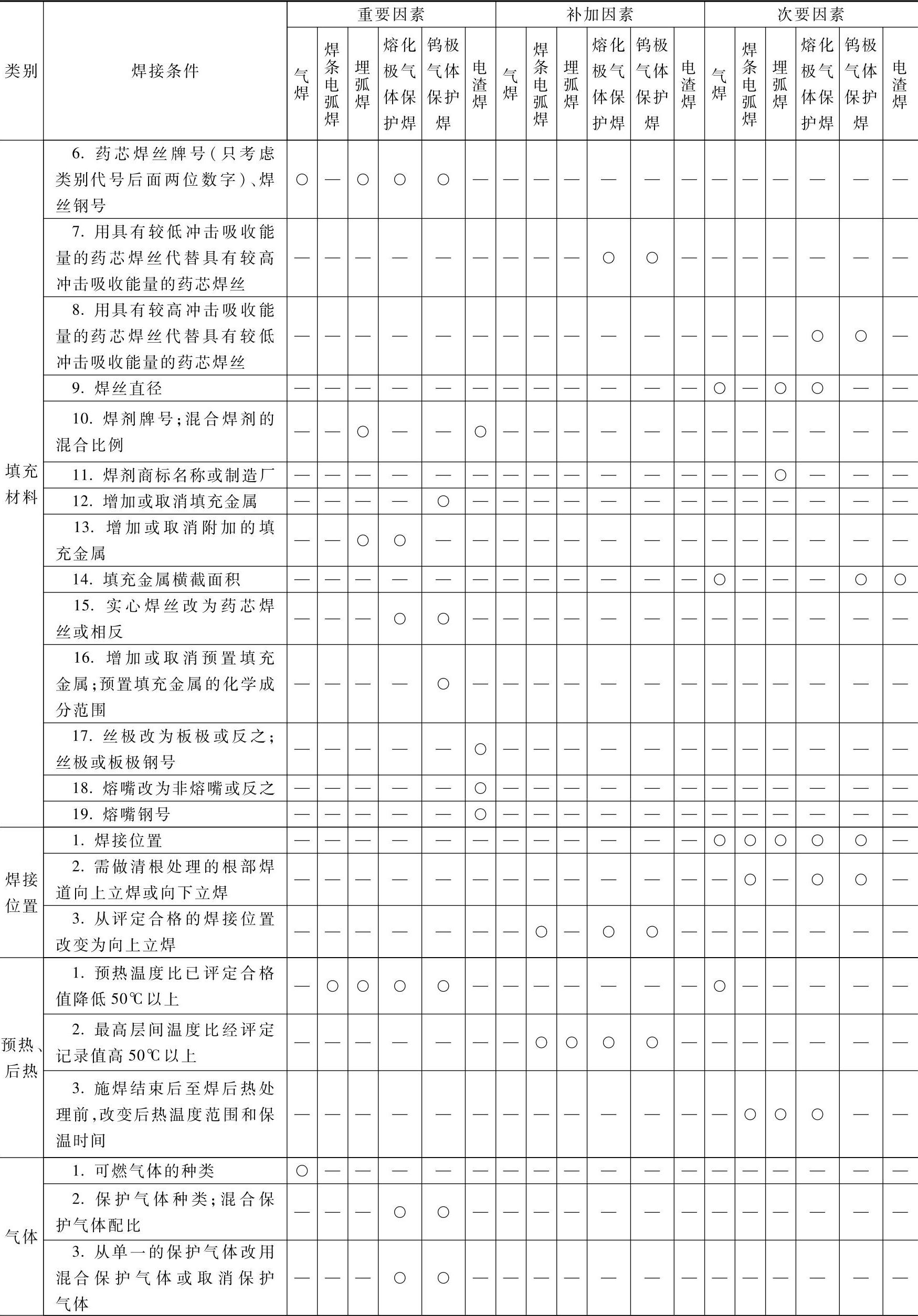
(4)焊接工艺因素 焊接工艺因素分为重要因素、补加因素和次要因素。
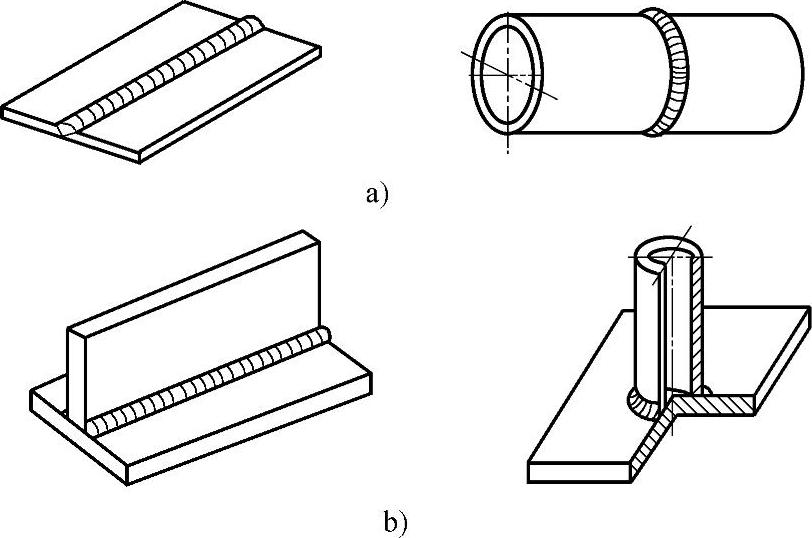
图4-27 对接焊缝、角焊缝焊接工艺评定试件形式
a)对接焊缝试件 b)角焊缝试件
1)重要因素是指影响焊接接头抗拉强度和弯曲性能的焊接工艺因素。
2)补加因素是指影响焊接接头冲击韧度的焊接工艺因素。当规定进行冲击试验时,需增加补加因素。
3)次要因素是指对要求测定的力学性能无明显影响的焊接工艺因素。
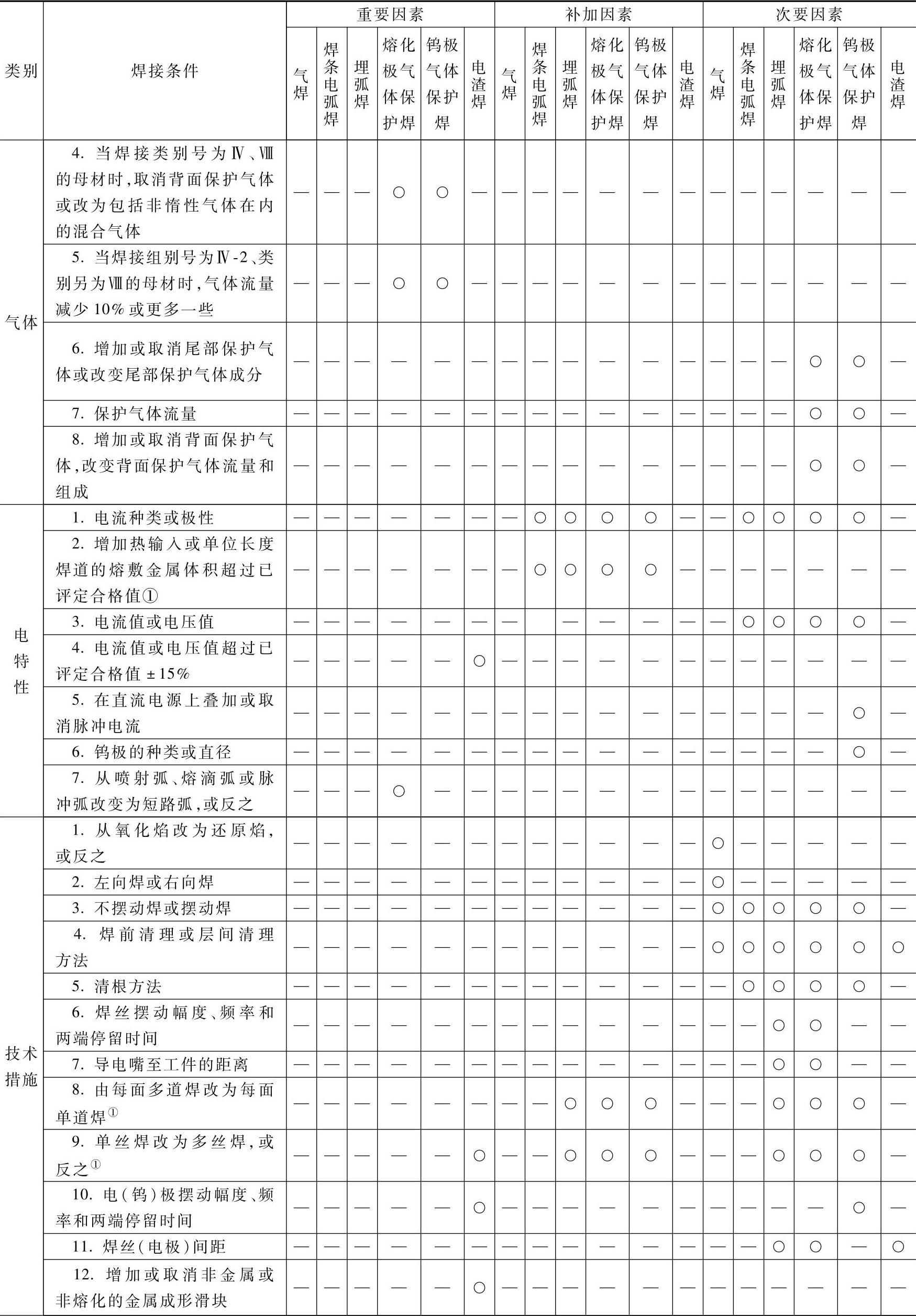
各种焊接方法的焊接工艺评定重要因素、补加因素和次要因素见表4-17。
表4-17 各种焊接方法的焊接工艺评定因素(https://www.xing528.com)
(续)
(续)
(续)
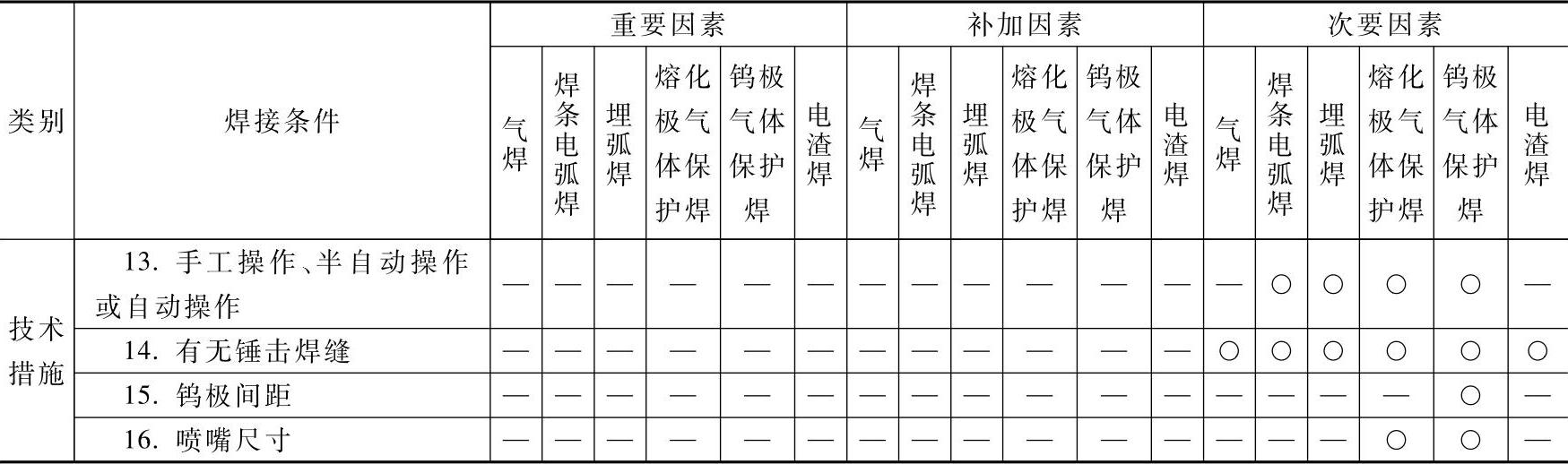
注:○表示对该焊接方法为评定因素。
①当经高于上转变温度的焊后热处理或奥氏体母材焊后经固溶处理时不作为补加因素。
当变更任何一个重要因素时,都必须重新进行焊接工艺评定。
当增加或变更任何一个补加因素时,则可按增加或变更的补加因素,增加冲击韧性试件进行试验。
当变更次要因素时不需要重新评定焊接工艺,只需要重新编制焊接工艺指导书。
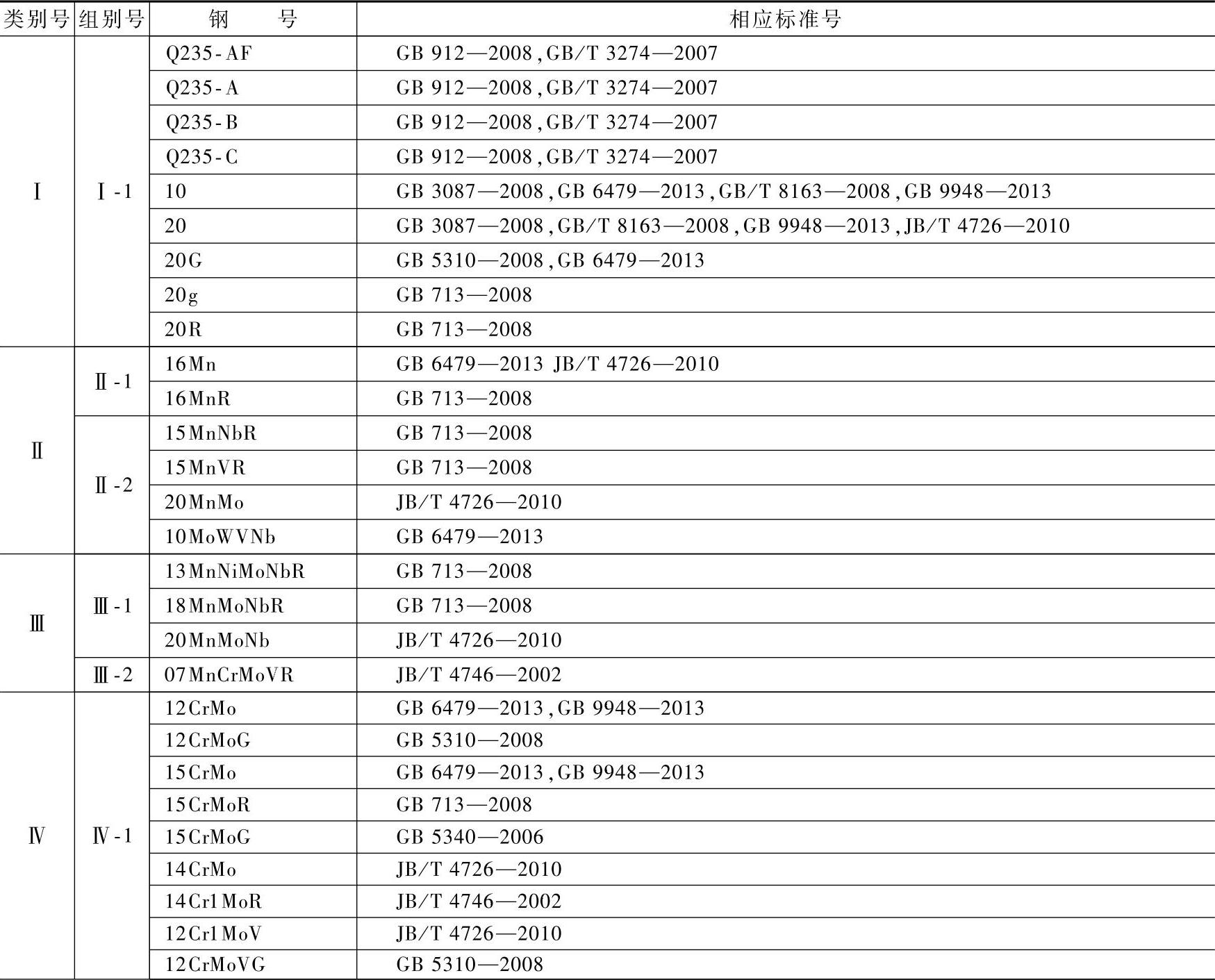
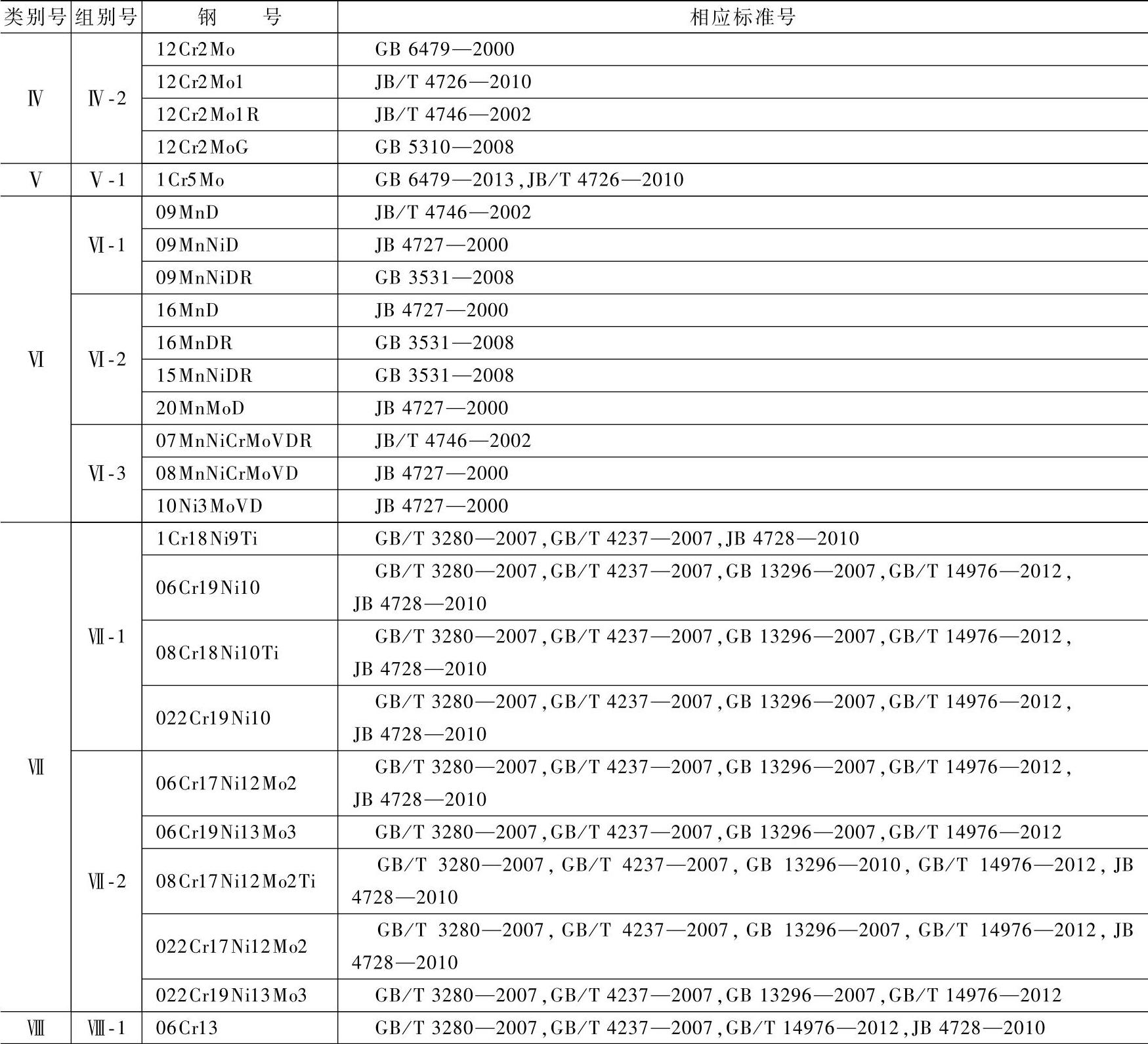
(5)母材 《钢制压力容器焊接工艺评定》(JB 4708—2000)标准是根据母材的化学成分、力学性能和焊接性对母材进行分类、分组的。其类别及组别的划分见表4-18。
表4-18 钢号分类分组表
(续)
母材组别评定规则如下。
1)当重要因素、补加因素不变时,某一钢号母材评定合格的焊接工艺,可以用于同组别号的其他钢号母材。
2)组别号为Ⅳ2母材的评定,适用于组别号为Ⅱ1的母材。
3)在同类别中,高组别号母材的评定,适用于该组别母材与低组别号母材所组成的焊接接头。
除上述规定之外,母材组别号改变时,均需重新评定。
当不同类别号的母材组成焊接接头时,即使母材各自都已评定合格,其焊接接头仍需重新评定。但类别号为Ⅱ(或组别号为Ⅳ1、Ⅳ2)的同钢号母材的评定,适用于该类别号(或组别号)母材与类别号为Ⅰ的母材评定。
未列入表4-18的钢号评定规则如下。
1)已列入国家标准、行业标准的钢号,根据化学成分、力学性能和焊接性,确定归入相应的类别、组别中,或另分类别、组别;未列入国家标准、行业标准的钢号,应分别进行焊接工艺评定。
2)国外钢材首次使用时,其每一钢号应对应按国家标准规定的牌号,进行焊接工艺评定。当已掌握该钢号的焊接性,巨其化学成分、力学性能与国内某钢号相当,巨某钢号已经进行过焊接工艺评定时,该进口钢材可免做焊接工艺评定。可在本单位技术文件中,将此国外钢号归入某钢号所在类别、组别内。
(6)耐腐蚀堆焊工艺评定规则
1)改变堆焊方法,需重新评定。
2)当试件基层厚度T<25mm时,评定合格的焊接工艺,适用于焊件基层厚度大于或等于T;试件厚度T>25mm时,评定合格的焊接工艺,适用于焊件厚度大于25mm。
3)耐蚀堆焊重新评定条件见表4-19。
表4-19 耐蚀堆焊重新评定条件

注:1.○表示对该焊接方法为重新评定的焊接条件。
2.当堆焊条件不变时,Ⅱ-1组基层钢号上评定合格的堆焊工艺可用于Ⅰ类。
(7)焊后热处理
类别号为Ⅶ的母材分为:不进行焊后热处理;进行焊后固溶或稳定化处理。
除类别号为Ⅶ以外的母材分为:不进行焊后热处理;低于下转变温度进行焊后热处理;高于上转变温度进行焊后热处理;先在高于上转变温度,继之在低于下转温度进行焊后热处理(正火或+淬火后继之回火);在上下转变温度之间进行焊后热处理。
改变焊后热处理类别,需重新评定焊接工艺。
除气焊外,当规定冲击试验时,焊后热处理的温度和时间范围改变后,要重新评定焊接工艺。试件的焊后热处理与焊件在制造过程中的焊后热处理基本相同,试件加热温度范围不得超过相应标准或技术条件规定。低于下转变温度进行焊后热处理时,试件保温时间不得少于焊件在制造过程中累计保温时间的80%。
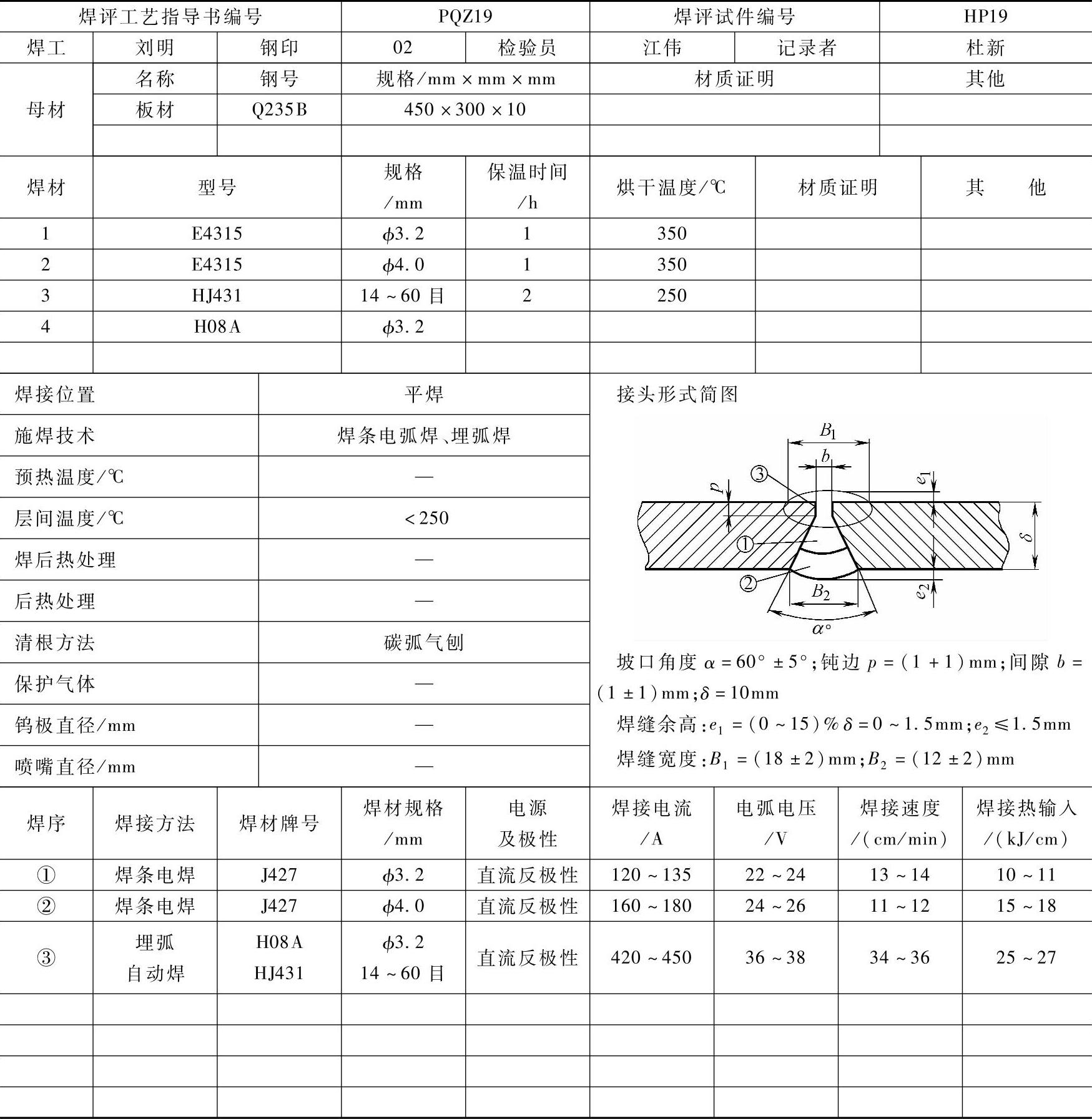
(8)焊接工艺评定施焊记录(见表4-20)
表4-20 储气罐焊接工艺评定施焊记录
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。