



焊接工艺评定程序框图如图4-26所示。
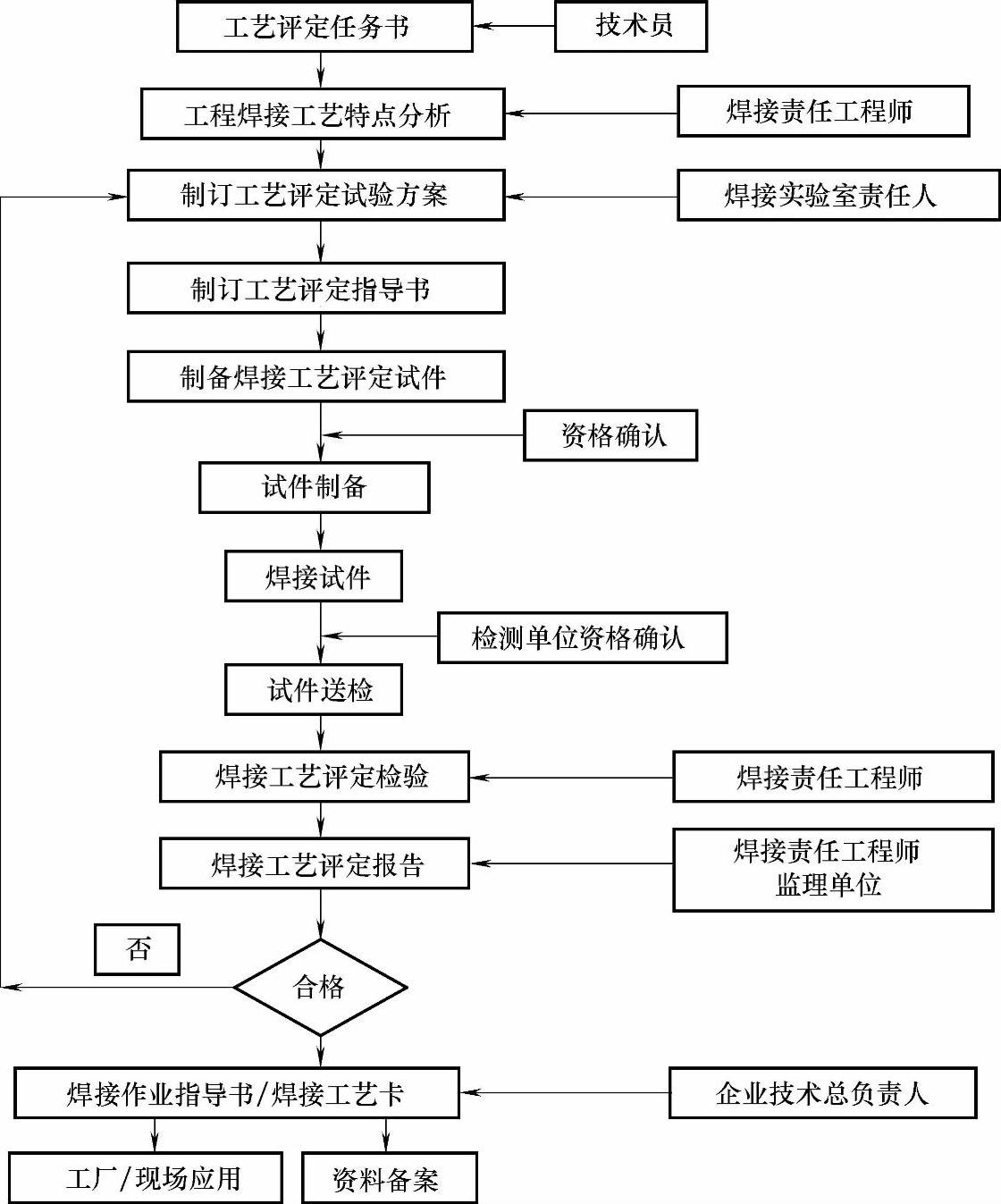
图4-26 焊接工艺评定程序框图
1.编制焊接工艺评定指导书
施工单位的焊接工程技术人员应根据图样、产品结构、技术要求等,通过金属材料焊接性试验或查阅有关该材料焊接性能的技术资料,以及生产经验,参照工艺评定标准,编制出焊接工艺评定指导书。
焊接工艺评定指导书中,应列出焊接接头和坡口形式、选用的焊接材料牌号、规格、焊接位置、预热和焊后热处理参数,初步拟订的指导性焊接参数以及焊后检验方法、要求、合格标准。并应详细说明施焊的技术措施,如焊前清理方法、摆动或不摆动焊、清根方法、单道或多道焊等。
为了避免重复或漏评,应统计好产品中所有接头的类型及各项有关数据,如材质、板厚、施焊位置、焊接方法、管子直径与壁厚、坡口形式及尺寸等,根据设计图样要求所执行的焊接工艺评定标准并结合本单位已有的合格的焊接工艺评定项目,进行分类归纳,确定出需要进行评定的项目,做出一览表。焊接工艺评定指导书的格式见表4-10。
2.试件制备
试件材料、焊接材料应有完整的材料质量证明书,并要符合焊接工艺评定指导书要求。试件尺寸应满足制备试样的要求。对接焊缝的尺寸、试件厚度应充分考虑适用于焊件厚度的有效值以及所能代表的厚度范围。
3.试件的焊接
焊接工艺评定应使用本单位焊接设备施焊试件,并巨所用的焊接设备与结构施焊时所用的设备相同,如直流电焊机、交流电焊机、埋弧焊机及钨极氩弧焊机等。要求焊机的性能稳定,调节灵活。焊机上应装有经校验准确的电流表和电压表。(https://www.xing528.com)
焊接工艺装备是为了方便地焊接各种位置的各种试件而制作的支架,将试件按要求的焊接位置固定在支架上进行焊接,有利于保证试件的焊接质量。
焊接工艺评定试件的焊接是关键环节,施焊焊接工艺评定试件的焊工应是本单位技能熟练的焊工。除要求焊工认真操作外,还应有专人做施焊记录。记录内容主要是试件名称编号、接头形式、焊接位置、焊道层次、焊接电流、电弧电压、环境温度、层间温度、焊接速度或一根焊条焊缝长度与焊接时间等。施焊记录是现场焊接的原始资料,也是编制焊接工艺评定报告的重要依据,故应妥善保存。
4.试件检验
试件焊完即进行检验。试件的检验项目包括外观、无损探伤和力学性能试验及金相检验。
试件的外观检验不得有裂纹、未熔合、未焊透;外表几何尺寸,虽在标准中没做具体规定,但应符合指导书中的要求。
外观检验合格的对接焊缝试件进行射线检验,射线检验按GB/T 3323—2005《金属熔化焊焊接接头射线照相》进行,射线照相的质量应不低于AB级,焊缝质量不低Ⅱ级。厚板试件可进行超声波探伤,超声波探伤按JB/T 4730.3—2005《承压设备无损检测》标准进行,焊缝的质量应为Ⅰ级。
理化试验包括对焊缝的力学性能试验和角焊缝的金相检验。力学性能试验中有拉伸、弯曲和冲击试验。
此外,对于耐腐蚀层堆焊试件,还应进行渗透探伤检验、化学分析等项目。
5.编制焊接工艺评定报告
焊接工艺评定报告是按有关评定标准规定,通过焊接试件、检验试样和评定了焊接工艺后,将焊接工艺因素和试验结果进行记录,经整理而成的综合性报告。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。