



焊剂垫又称焊缝成形装置。在埋弧焊时为了防止焊缝烧穿或使背面成形,常采用一定厚度的焊剂层作焊缝背面的衬托装置——焊剂垫。其结构形式较多,有的是生产单位自行制造,也有专业厂生产供应。
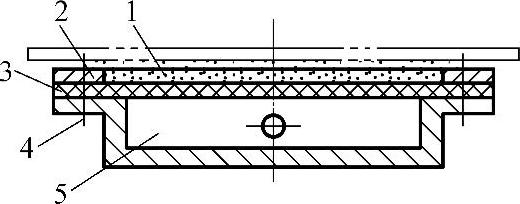
图3-99 橡皮膜式焊剂垫
1—焊剂 2—盖板 3—橡皮膜 4—螺栓 5—气室
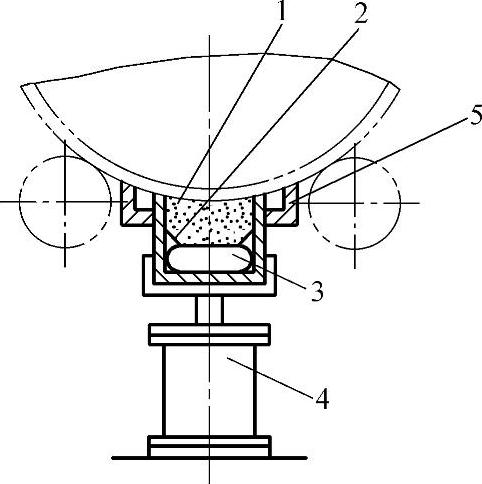
图3-100 软管式纵缝焊剂垫
1—焊剂 2—帆布 3—充气软管 4—气缸 5—焊剂槽
1.纵缝焊接用的焊剂垫
(1)橡皮膜式焊剂垫 其结构如图3-99所示,工作时,当气室5内通入压缩空气,橡皮膜3即向上凸起而将焊剂1顶到焊件背面,起衬托作用。此焊剂垫的优点是结构简单,使用方便。其工作部分宽度为300mm、长度为2m,过长会造成橡皮膜上的压力分布不匀,因焊剂垫末端压力太小,而托不住熔池造成铁液下流,产生烧穿现象。这种焊剂垫常用于长纵缝的焊接。
(2)软管式纵缝焊剂垫 其结构如图3-100所示。工作时,气缸先将焊剂槽撑托于焊缝下,当压缩空气使软管3充气膨胀时,将焊剂1压向焊件,使之与焊缝背面贴紧。此类焊剂垫的优点是压力分布均匀,焊缝背面可成形,适于长纵缝的焊接。
软管式焊剂垫经常与电磁夹紧机构组合使用,构成平板拼接的专用焊接夹具。图3-101为功能比较完备巨能横向移动的具有焊剂垫的电磁—软管式拼板装置。该装置可用于拼接大面积平板,如铁路油槽车罐体卷圆前的拼接、船体甲板和桥面板的拼接等。
可焊纵缝长度达10m。整个装置由两个小车支承,可沿轨距为6m的钢轨做横向移动以适应不同部位纵缝的焊接。通过小车保证焊缝对中的横向调整;当软管10通入压缩空气使支承辊子2、8升起时,平钢板可做纵、横向位置的适当调整;对缝位置的适当调整;对缝位置确定后,用电磁铁(吸力不小于20kN/m2)进行固定,并对软管12通入压缩空气,使焊剂压向焊件,即可进行纵缝焊接。
图3-102为大直径筒体焊接内纵缝时使用的软管式焊剂垫。其特点是利用软管6充气把槽体5压向焊件,再向软管3充气把焊剂压向焊件,保证焊剂有足够的压力,又防止焊剂外溢。
2.筒体内环缝焊接用的焊剂垫
常用的有圆盘式和传动带式两种类型。
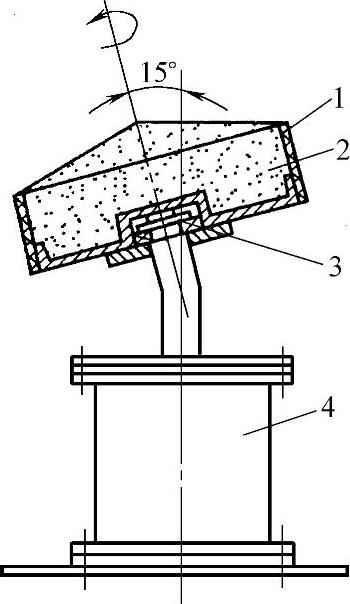
(1)圆盘式环缝焊剂垫 其结构如图3-103所示。其工作过程为装满焊剂2的圆盘对准焊缝,由气缸4压向焊件,施焊时转盘在摩擦力的作用下,随筒体的转动而绕自身的主轴旋转,将焊剂连续不断地送到焊道下。这种焊剂垫结构简单,使用方便。缺点是转盘旋转时,焊剂易散落,需用人工不断补充。
图3-104为环槽式焊剂垫,工作原理和上述相同,区别在于圆盘3上装有一弹性环形槽6,槽内装满焊剂,在气缸4作用下压向焊件,也靠工件带动回转。
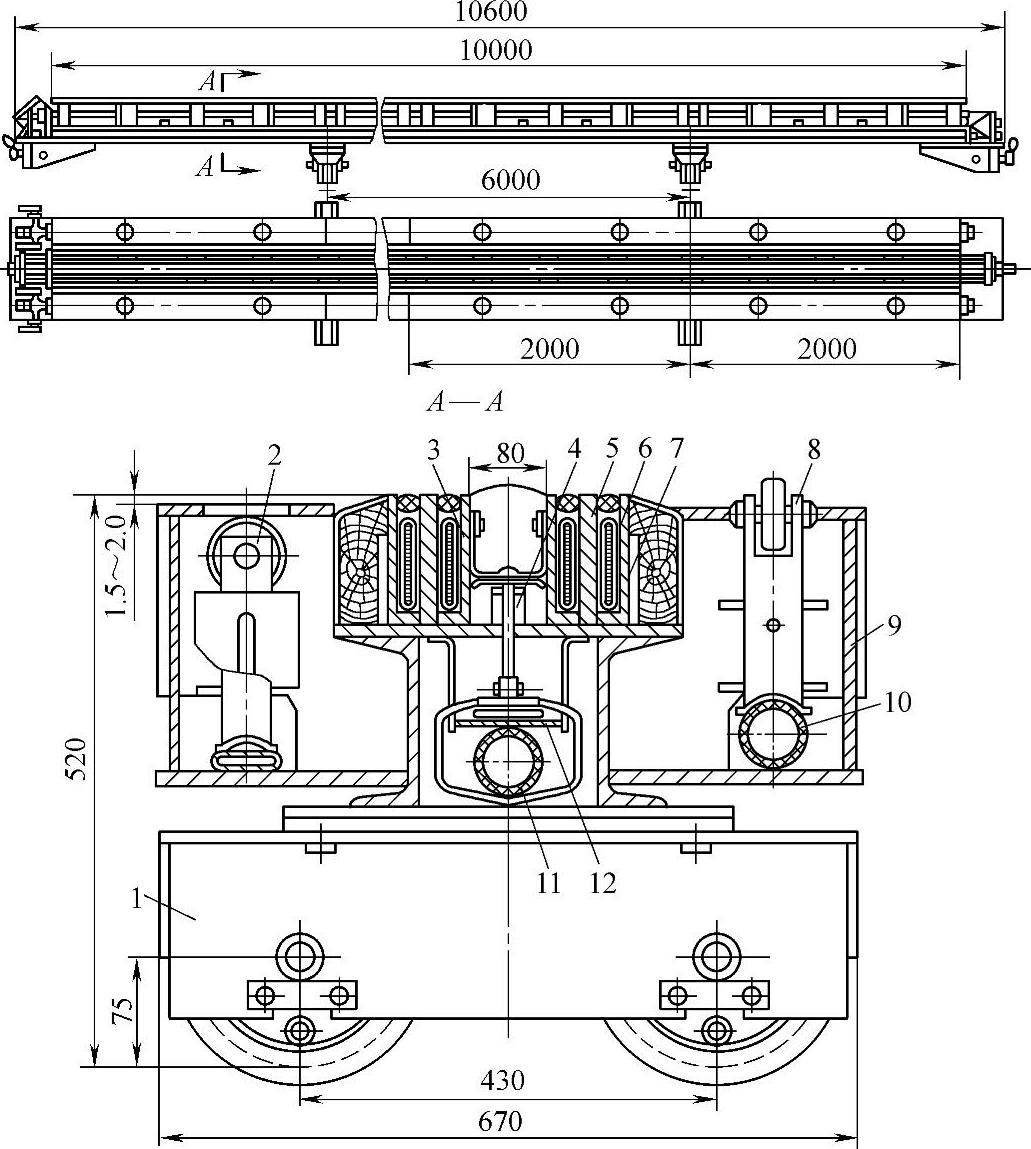
图3-101 电磁—软管式焊剂垫
1—小车 2、8—支承辊 3—装焊剂帆布槽 4—推杆 5—电磁铁心 6—电磁线圈 7—线圈壳体 9—枕梁 10、11、12—软管(ф50~ф65mm)
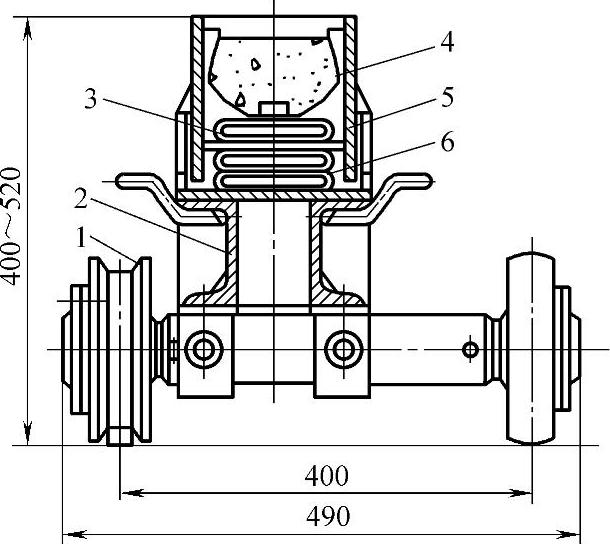
图3-102 筒体内纵缝用焊剂垫
1—钢轮 2—小车 3、6—软管 4—帆布槽 5—钢槽体
 (https://www.xing528.com)
(https://www.xing528.com)
图3-103 圆盘式焊剂垫
1—橡胶带 2—焊剂 3—滚动轴承 4—气缸
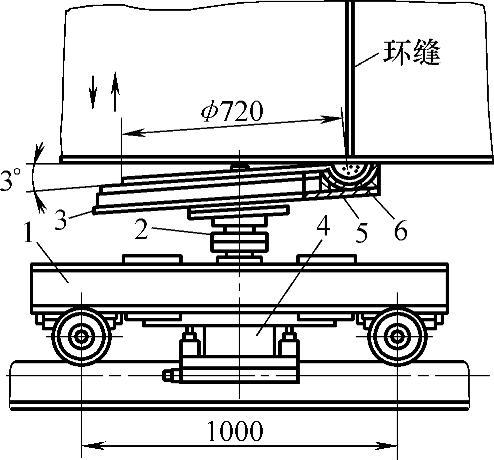
图3-104 环槽式焊剂垫
1—小车 2—轴 3—圆盘 4—气缸 5—槽托座 6—环形槽
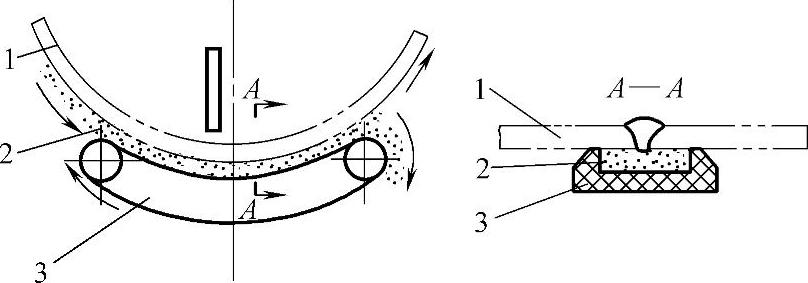
图3-105 传动带式焊剂垫工作原理
1—筒体 2—焊剂 3—传动带
(2)传动带式焊剂垫 工作原理如图3-105所示,铺满焊剂的传动带在焊件重力或气缸作用下压紧焊件,并由工件带动回转。图3-106为实际使用的带式焊剂垫结构。其工作过程是装满焊剂的传动带在气缸4的作用下压向焊件,当焊件筒身转动时,带动其回转。其特点是:结构坚固、使用可靠、维修方便、焊剂厚度均匀、受力适当、焊剂不易破碎、粒度易控制、透气性好,但焊剂易撒落到地面上,移动范围小,不能用于窄小空间,需由人工添加焊剂。
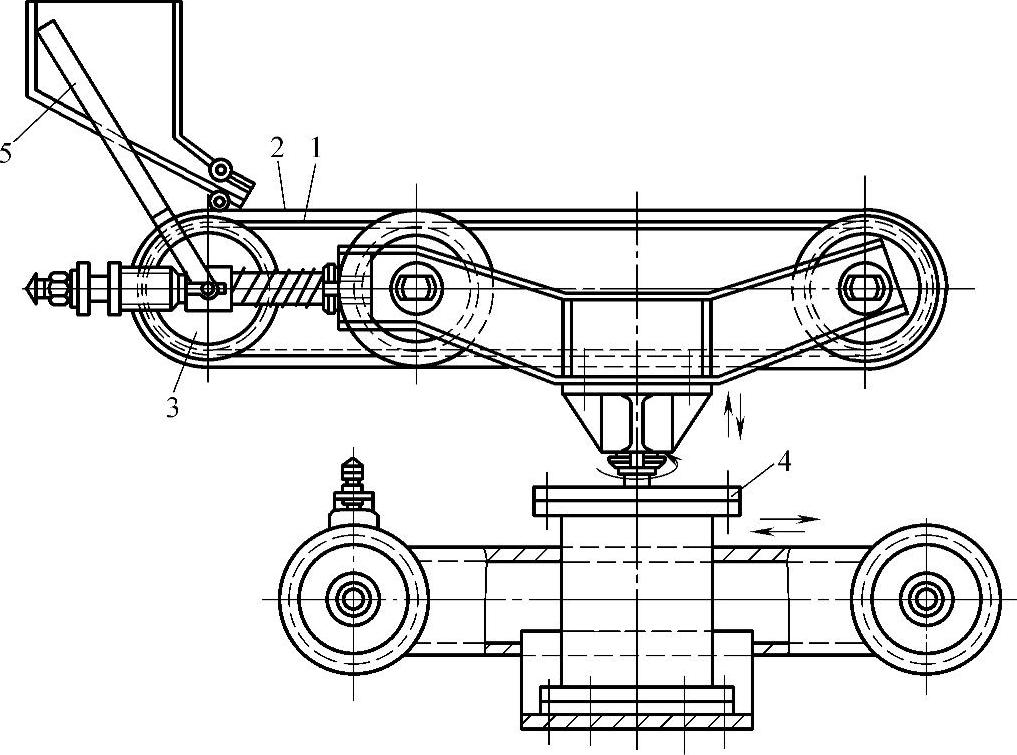
图3-106 传动带式焊剂垫
1—皮带 2—焊剂 3—张紧构 4—气缸 5—蜗斗
3.软衬垫
利用热固化树脂和石英砂等材料制成软衬垫,用粘接带贴在焊缝背面,或用磁性夹具压向焊件,如图3-107所示。由于外形尺寸小,故宜用于狭窄部位的直缝及曲面焊缝(含环缝)。当坡口间隙在3mm以内、钝边在2mm以内,可保证单面焊双面成形。缺点是使用时需在坡口中填充一定合金成分的金属颗粒,巨软衬垫制造工艺复杂。
4.螺旋推进器式焊剂垫
它又可分为卧式和立式两种:
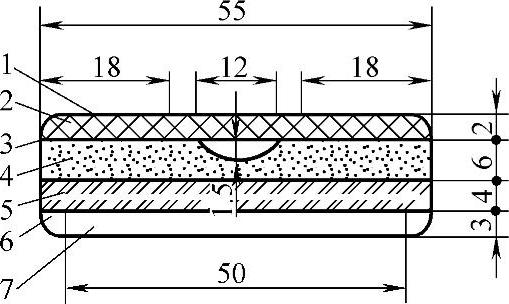
图3-107 软衬垫
1—塑面隔离纸 2—双面粘接带 3—玻璃纤维带 4—热固化树脂石英砂垫 5—石棉泥板垫 6—热收缩薄膜 7—瓦楞纸衬
(1)卧式螺旋推进器式焊剂垫 主要利用螺旋推进器将焊剂推向焊件表面,并使焊剂自动循环,使用时可利用升降传动机构,调整焊剂垫的高度,以保证与焊件表面的良好接触。
(2)立式螺旋推进器式焊剂垫 它的工作原理与卧式相同,区别是立式螺旋推进器是垂直安装的,未熔化的焊剂靠自重返回。其优点是移动灵活,减轻了工人铲焊剂的劳动,焊剂垫与焊件表面能保持适当的接触压力。缺点是结构较复杂,传动机构要求有较好的密封性,焊剂易破碎。
5.热固化焊剂垫
热固化焊剂垫的结构如图3-108所示。热固化焊剂垫长约600mm,利用磁铁夹具固定于焊件底部。这种衬垫柔性大,贴合性好、安全方便、便于保管。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。