



焊件变位机主要应用于框架形、箱形、盘形和其他非长形机件的焊接,如减速器箱体、机座、齿轮、法兰、封头等。根据结构形式和承载能力的不同,主要有以下几种基本类型。
1.翻转机
焊接翻转机是将工件绕水平轴翻转或倾斜,使之处于有利装焊位置的焊件变位机械。焊接生产中将沉重的工件翻转到最佳施焊位置是比较困难的,使用车间现有的起重设备不仅费时,增加劳动强度,还可能出现意外事故。采用翻转机工作可以提高生产效率,改善结构焊接的质量。焊接翻转机主要适用于梁柱、框架及椭圆容器等长形工件的装配和焊接。常见的焊接翻转机的类型和使用场合见表3-12。
表3-12 焊接翻转机
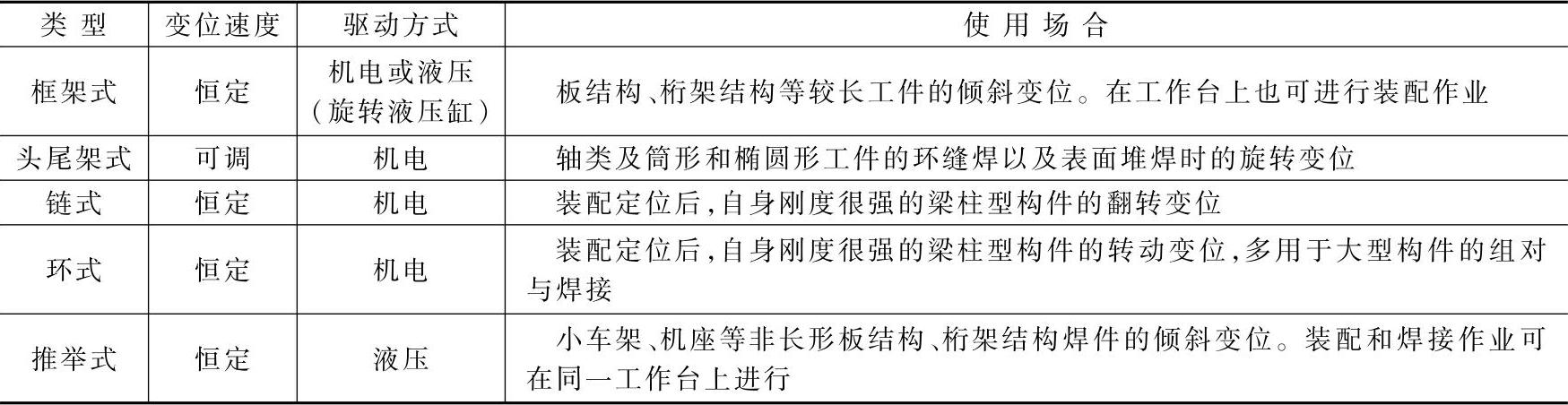
(1)头尾架式翻转机 这种翻转机由主动的头架与从动的尾架组成,带主动卡盘的头架固定,带从动卡盘的尾架可移动,它们之间的距离根据所支承工件的长度进行调节。图3-62是一种典型的头尾架式翻转机,在头架1的枢轴上装有工作台2、卡盘3或专用夹紧器。头架为固定式安装驱动机械,可以按翻转或焊接速度转动,并巨能自锁于任何位置,以便获得最佳焊接位置。尾架台车6可以在轨道上移动,枢轴可以伸缩,便于调节卡盘与焊件间的位置。该翻转机最大载重量为4t,加工工件直径1300mm。头尾架翻转机的不足之处是工件由两端支承,翻转时在头架端要施加扭转力,因而不适用于刚度小、易挠曲的工件。安装使用时应注意使头尾架的两端枢轴在同一轴线上,减小扭转力。对于较短的工件装焊时,可采取不用尾架的方式,单独使用头架固定翻转。
(2)框架式翻转机 图3-63是一台可升降的框架式翻转机。支承与夹持工件的是框架,焊件装卡在回转框架2上,框架两端安有两个插入滑块中的回转轴。滑块可沿左右两支柱1和3上下移动,动力由电动机7、减速器6带动丝杠旋转,进而使与滑块固定在一起的丝杠螺母升降。框架2的回转是由电动机4经减速器5带动光杠上的蜗杆(可上下滑动)旋转,使与它啮合的蜗轮及与蜗轮刚性固定的框架旋转,实现工件的翻转。为了转动平衡,要求框架和工件合成重心线与枢轴中心线重合。
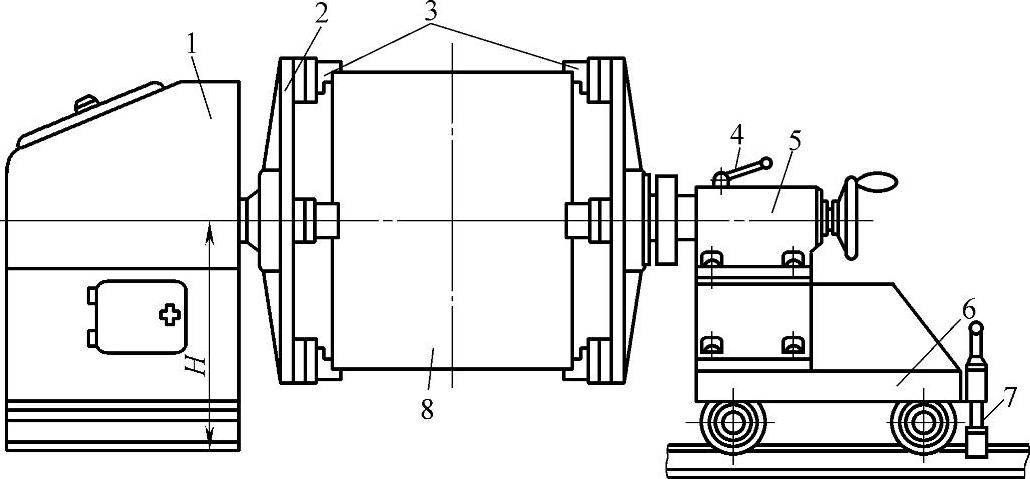
图3-62 头尾架式翻转机
1—头架 2—工作台 3—卡盘 4—锁紧装置 5—调节装置 6—尾架台车 7—制动装置 8—焊件
图3-63 升降框架翻转机
1、3—支柱 2—回转框架 4、7—电动机 5、6—减速器
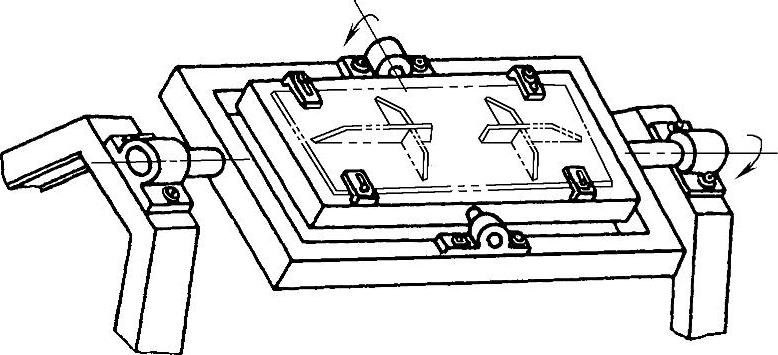
图3-64 多轴式焊接翻转机
在只能绕一个水平轴线回转的框架内,安装另一个回转框架,使两框架的回转轴实现正交,焊件可在两个平面内回转,就形成了如图3-64所示的多轴式焊接翻转机。多用于小型焊件调整到最佳焊接的位置。
(3)转环式翻转机 将工件夹紧固定在由两个半圆环组成的支承环内,并安装在支承滚轮上,依靠摩擦力或齿轮传动方式翻转的机构,称为环式焊接翻转机。图3-65是一种适用于长度和重量都相当大、非圆、截面又不对称的和梁式构件焊接的转环式转动机。它具有水平和垂直两套夹紧装置,可用以夹紧和调整工作位置,使支承环处于平衡状态。两半圆环对中是采用销钉定位,并用锁紧装置锁紧,支承该轮安放在支承环外面的滚轮槽内,滚轮轴两侧装有两根支撑杆。电动机经减速后带动支承环上的针轮传动系统,使支承环旋转。
生产中应用转环式翻转机时应注意以下几点:
1)正确安放焊件,使其重心尽可能与转环的中心重合。
2)支承环的位置应以不影响焊件的正常焊接工作为准。
3)采用电磁闸瓦制动装置时,应避免因支承环的偏心作用而自行旋转。
4)一般采用两个支承环同时担负对焊件的支承,一个为主动环,另一个为被动环。
(4)链式翻转机 链式翻转机(又称链条翻转机)主要用于经装配定位焊后自身刚度很强的梁柱等,如 形、
形、 形和□形断面焊件的翻转变位,其结构形式如图3-66所示。工作时,主动链轮带动链条上的工件翻转变位;从动链轮上装有制动器,以防止焊件自重而产生的滑动;无齿链轮用以拉紧链条,防止焊件下沉。链式翻转机的结构简单,工件装卸迅速,但使用时应注意因翻转速度不均而产生的冲击作用。
形和□形断面焊件的翻转变位,其结构形式如图3-66所示。工作时,主动链轮带动链条上的工件翻转变位;从动链轮上装有制动器,以防止焊件自重而产生的滑动;无齿链轮用以拉紧链条,防止焊件下沉。链式翻转机的结构简单,工件装卸迅速,但使用时应注意因翻转速度不均而产生的冲击作用。
(5)液压双面翻转机 图3-67是12t液压双面翻转机结构,主要应用于小车架、机座等非长形板结构、桁架结构的倾斜变位。工作台1可向两面倾斜90°,并可停留在任意位置。
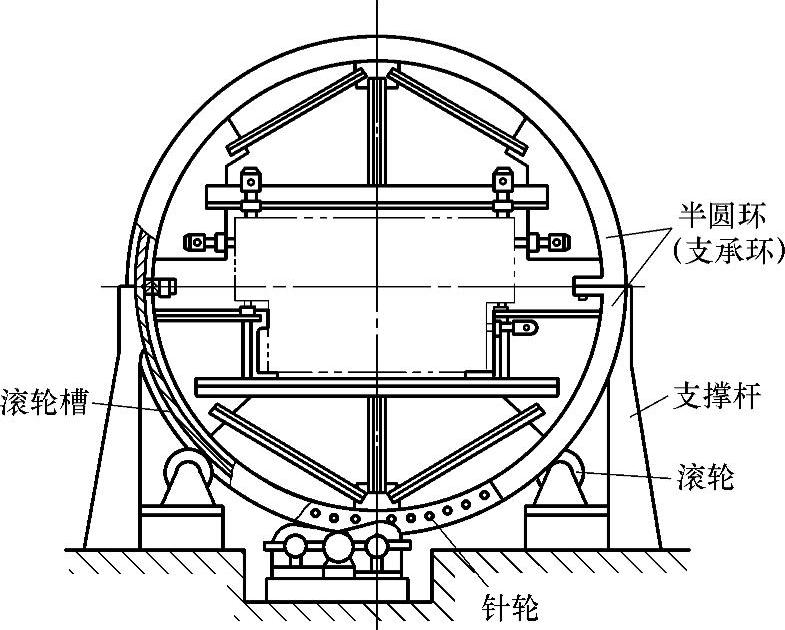
图3-65 转环式焊接翻转机
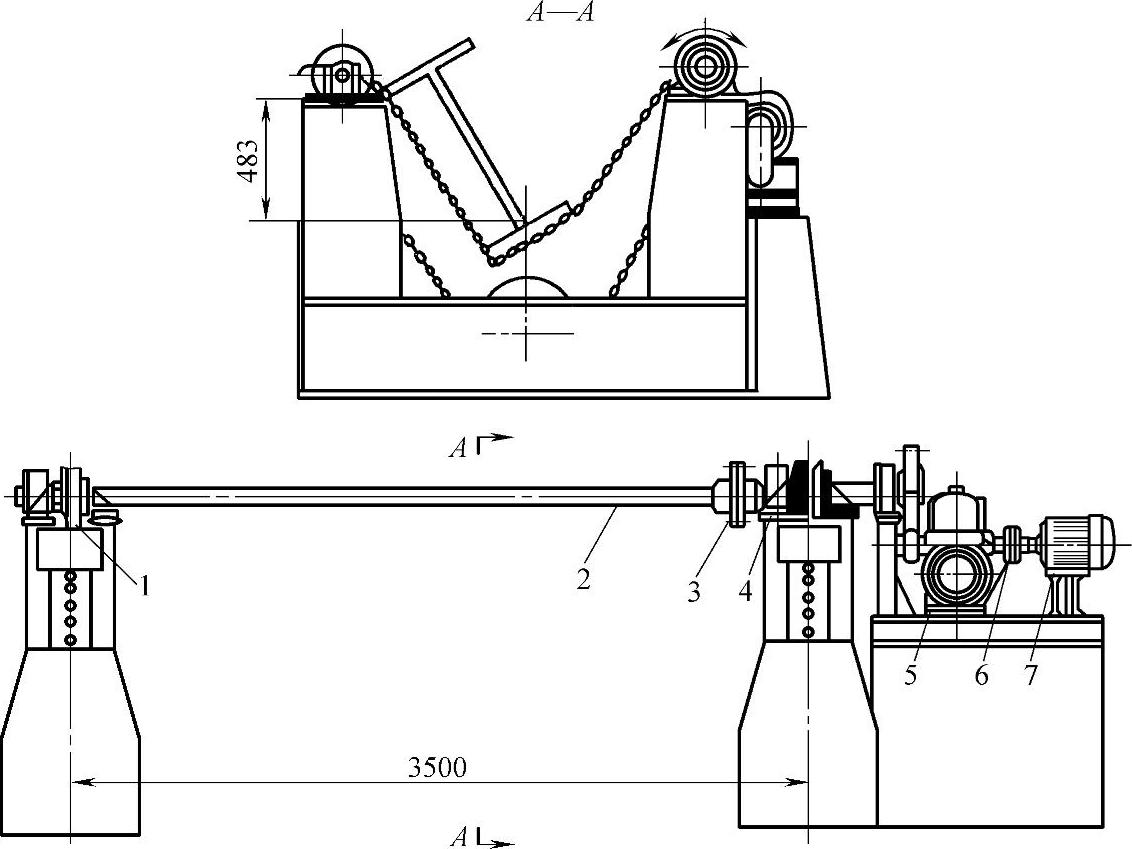
图3-66 链式工件翻转机
1—翻转位置 2—传动轴组件 3—刚性联轴器 4—轴承组件 5—减速器 6—弹性联轴器 7—电动机JQ2-32-4(3kW,1430r/min)
此种液压翻转机的主要技术数据如下:
1)载重量:12×103kg。
2)翻转角度:90°(两面)。
3)液压泵工作压力:6.5MPa。
4)液压泵电动机:20kW,1500r/min。
5)自重:20×103kg。
液压双面翻转机在台车底座的中央设置翻转液压缸2,上端与工作台1铰接。当工作台倾斜时,先由四个辅助液压缸(图中未画出)带动四个推拉式销轴4动作,两个拉出,两个送进。然后向翻转液压缸供油,推动工作台绕销轴转动倾斜。使用时为防止工件倾倒,工件应紧固在工作台面上。
2.回转台
焊接回转台是将工件绕垂直轴或倾斜轴回转的焊件变位机械。图3-68是焊接环形焊缝用的回转台。焊接回转台多采用直流电动机驱动,工作台转速均匀可调。对大型绕垂直轴旋转的焊接回转台,在其工作台面下方,均设有支承滚轮,也可在工作台面上进行装配与焊接,为了适应管材与接盘的焊接,也可把焊接回转台的工作台做成中空式的(见图3-69),焊接回转台通常适用高度不大的回转体的焊接、堆焊与切割等。
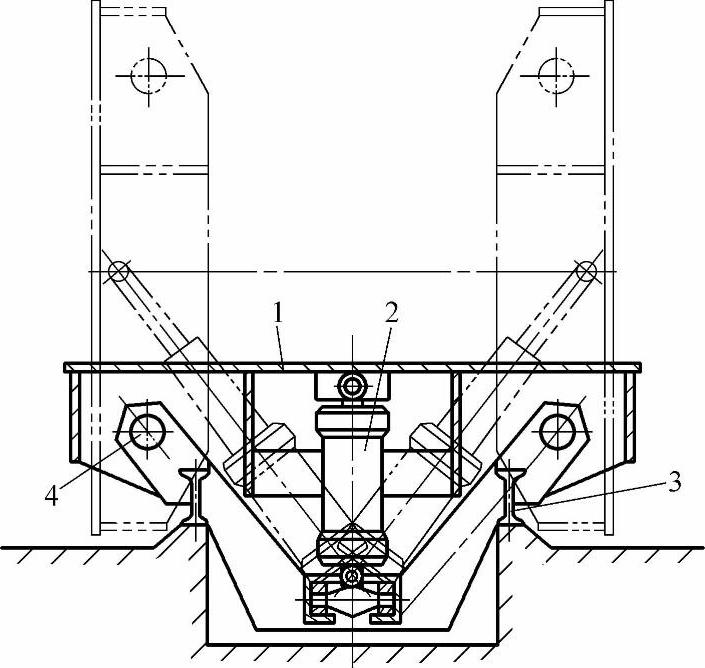
图3-67 液压双面翻转机
1—工作台 2—翻转液压缸 3—台车底座 4—推拉式销轴
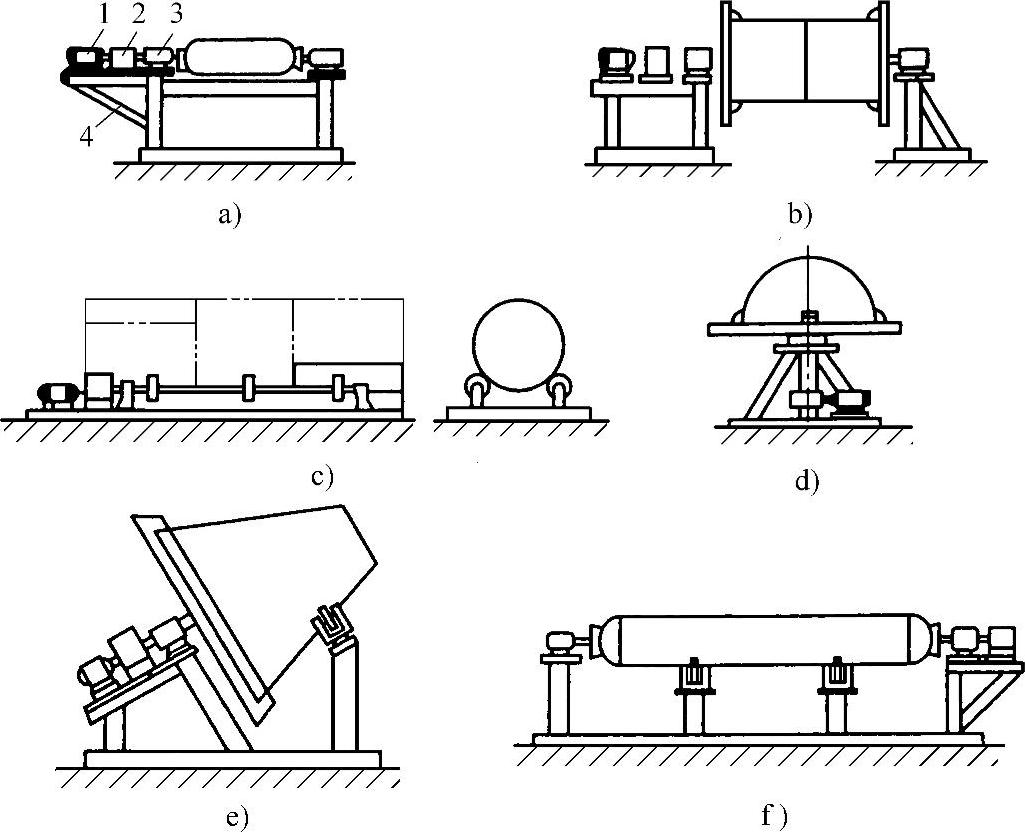
图3-68 焊接环形焊缝用的回转台
a)供焊接中小型圆筒容器的环缝用 b)适用焊接刚性大的焊件 c)滚轮转动台 d)适于焊接具有水平环形焊缝的焊件e)自动堆焊圆锥体的转动台 f)焊接长度较大而直径较小的圆筒体用的转动架
1—电动机 2—减速器 3—轴承 4—支座
图3-70是一台焊接汽车和拖拉机轮毂的专用回转台。其主要技术参数如下:
1)额定载重量:500kg。
2)工件直径:700mm。
3)工作台回转速度:0.27~0.34r/min。
4)回转台自重:150kg。
此种回转台采用直流电动机5驱动,配换齿轮4调速,并通过蜗杆减速器减速。依靠定位锥6和压紧锥7对工件进行定位和夹紧。导电装置8是为保护回转台工作面不被电弧灼伤而设置的。
3.滚轮架
焊接滚轮架是借助主动滚轮与工件之间的摩擦力带动筒形工件旋转的焊接变位设备。主要应用于筒形工件的装配和焊接。根据产品需要,适当调整主、从动轮的高度,还可进行锥体、分段不等径回转体的装配和焊接。焊接滚轮架按结构形式不同有以下几种类型:
图3-69 中空式回转台(https://www.xing528.com)
1—工件 2—回转台 3—支架
(1)整体滚轮架 整体滚架又称长轴式滚轮架,其结构如图3-71所示,是一长轴式滚轮架的结构。驱动滚轮布置在一侧,用轴和联轴器相连,由电动机经减速后驱动。为保证所需要的焊接速度,电动机常选用直流或电磁调速电动机。为适应不同直径筒体的焊接,从动轮与驱动轮之间的距离可以调节。由于支承的滚轮较多,适用于长度大的薄壁筒体,而巨筒体在回转时不易打滑,能较方便地对准两节筒体的环形焊缝。此种滚轮架的不足之处是设备位置固定、占地面积大。
(2)组合式滚轮架 这是一种由电动机传动的主动轮对与一个或几个从动轮对组合而成的滚轮架结构,每对滚轮都是独立地固定在各自的底座上。生产中,选用滚轮对的多少可根据焊件的重量和长度确定。焊件上的孔洞和凸起部位可通过调整滚轮位置避开。此滚轮架使用方便灵活,对焊件的适应性强,是目前焊接生产中应用最广泛的一种结构形式。
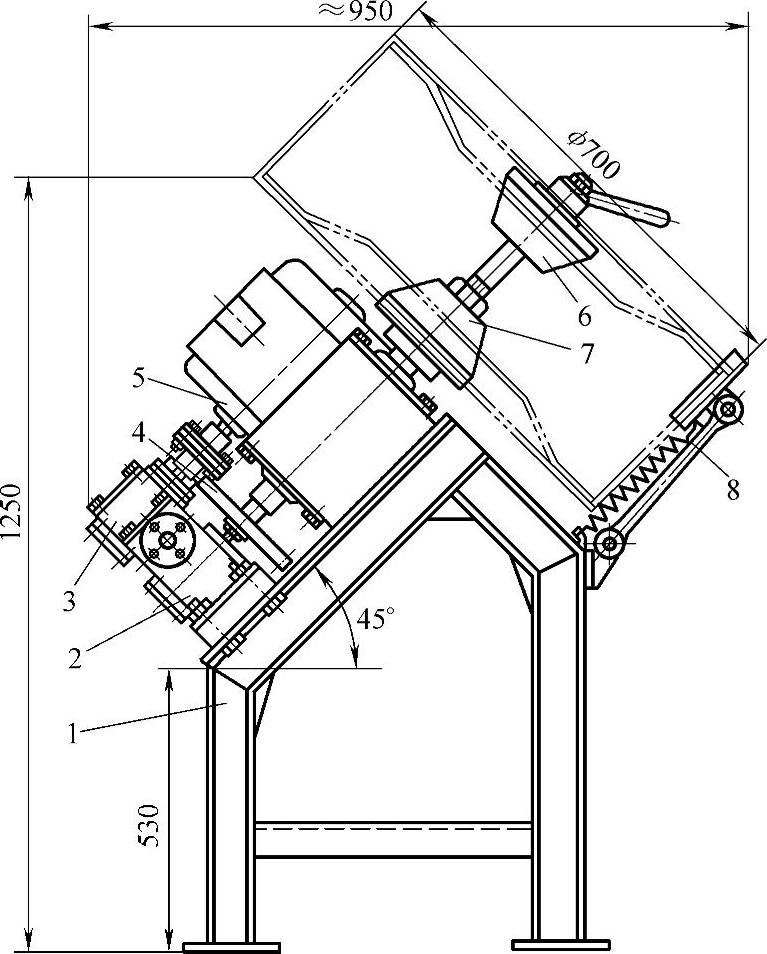
图3-70 倾斜式焊接回转台
1—机架 2、3—蜗杆减速器 4—配换齿轮 5—电动机 6—定位锥 7—压紧锥 8—导电装置
图3-72所示的组合滚轮架承载能力可达50t,由一对主动和一对从动滚轮组成的组合式焊接滚轮架。每对滚轮的轮距是可调的,当滚轮中心距调为1000mm时,适用于直径为1000~1200mm筒体的焊接;当滚轮中心距为1500mm时,适用于直径为2000~3000mm筒体的焊接。
(3)自调式滚轮架 自调式滚轮架从结构形式上看,仍属于组合式滚轮架一类。其主要特点是可根据工件的直径自动调节滚轮的中心距,适合在一个工作地点装配和焊接不同直径筒体的情况。图3-73是自调式焊接滚轮架的结构形式。表3-13是自调式焊接滚轮架的技术性能。
此类滚轮架的滚轮对数多,对工件产生的轮压小,可避免工件表面产生冷作硬化现象或压出印痕。在滚轮架上设有定位装置,并可绕其固定心轴自由摆动,左右两组滚轮可以通过摆架的摆动固定在同一位置上。从动滚轮架是台车式结构,可在轨道上移行,根据工件长度方便地调节与主动滚轮架的距离,扩大其使用范围。
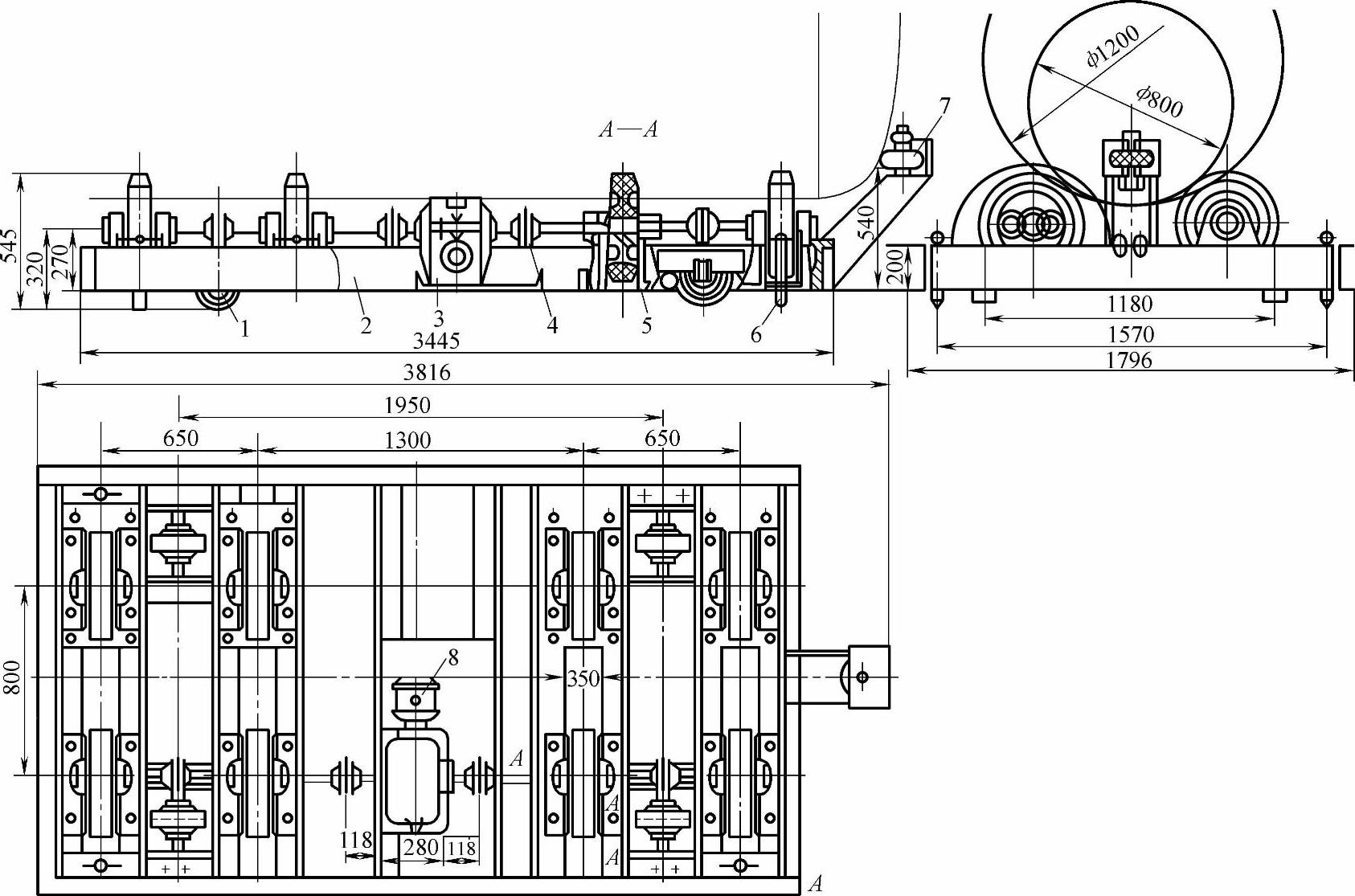
图3-71 整体式滚轮架
1—行走轮 2—底架 3—蜗杆减速器 4—弹性联轴节B2 5—滚轮架 6—支承脚 7—限位滚轮 8—电动机Z2-32
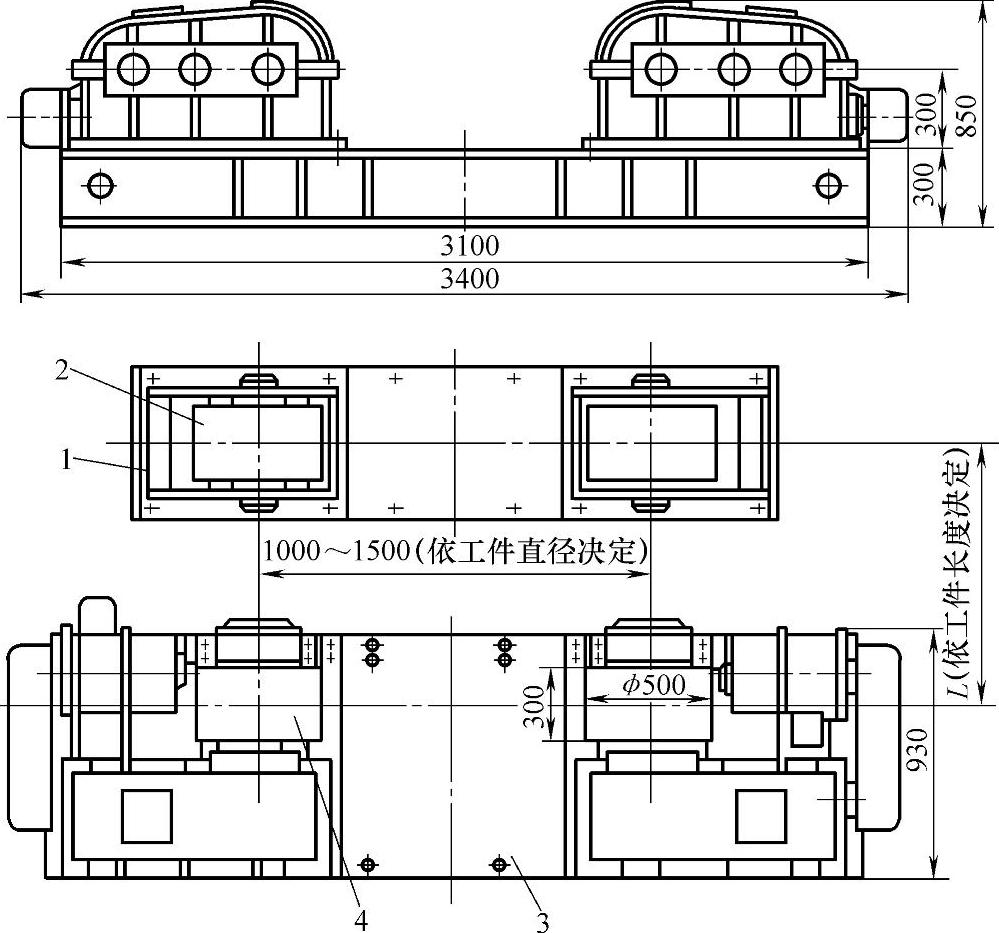
图3-72 组合式滚轮架
1—从动轮底座 2—从动滚轮 3—主动轮底座 4—主动滚轮
表3-13 自调式焊接滚轮架的技术性能
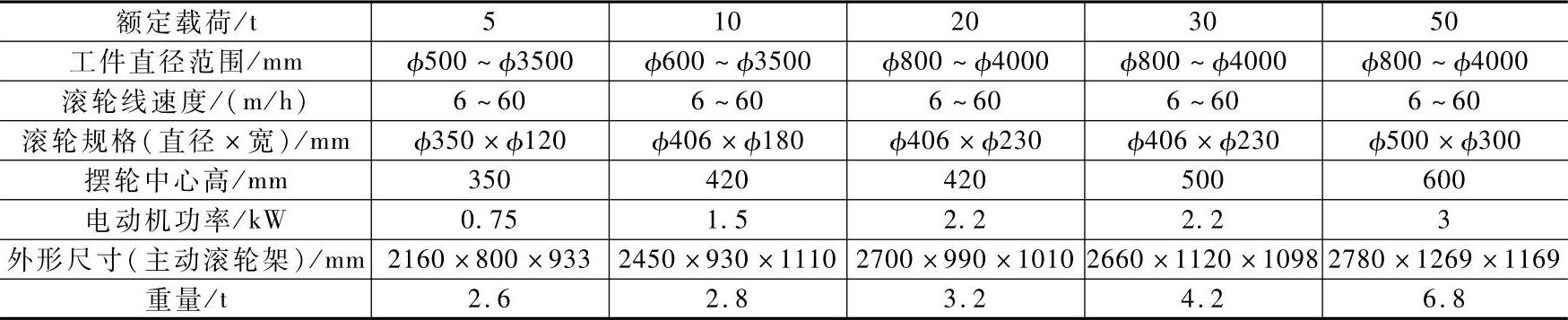
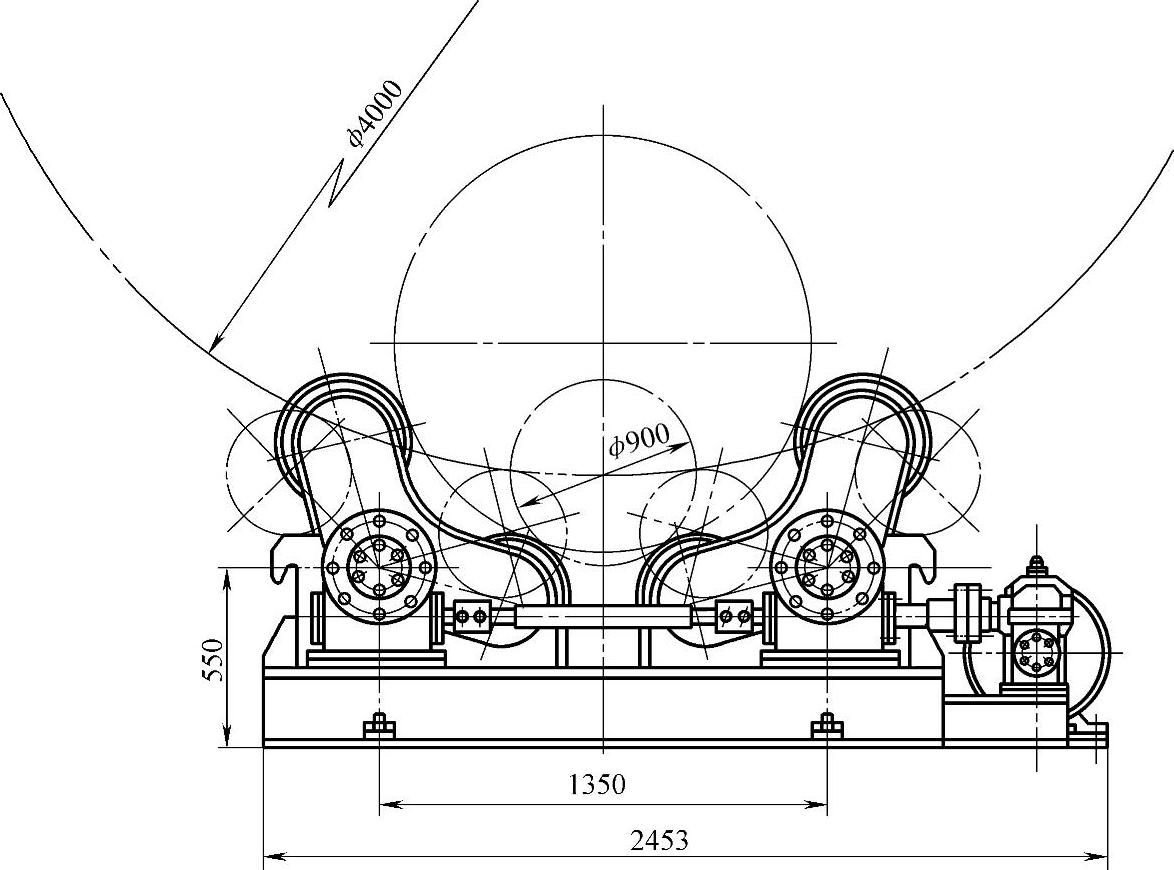
图3-73 自调式滚轮架
(4)履带式滚轮架 图3-74是一种履带式滚轮架的结构形式。工作时,大面积的履带与焊件相接触,接触长度可达到工件圆周长度的1/6~1/3,有利于防止薄工件的变形,巨传动平稳。适用于轻型、薄壁大直径的焊件及有色金属容器。此种滚轮架的不足之处是工件容易产生螺旋形轴向窜动。
焊接滚轮架的滚轮结构特点见表3-14。其中,金属材料的滚轮多用铸钢和球墨铸铁制作,表面热处理硬度约为50HRC,滚轮直径一般为200~700mm。使用时,可根据滚轮的特点以及适用范围进行选择。
图3-74 履带式滚轮架
表3-14 滚轮结构特点

4.变位机
变位机是综合了上述翻转(或倾斜)和回转功能于一身的变位机械。翻转和回转分别由两根轴驱动,夹持工件的工作台除能绕自身轴线回转外,还能绕另一根轴做倾斜或翻转。因此,可将焊件上各种位置的焊缝调整到水平或“船形”易施焊位置。根据结构形式和承载能力的不同,组成不同的焊件变位机。
(1)伸臂式焊件变位机 此种变位机主要用于筒形工件的环缝自动焊。为防止变位机的侧向倾覆以及不使整机结构尺寸过大,其载重量一般设计为1t,最大不超过3t。图3-75是一台0.5t伸臂式焊件变位机的结构形式。其主要技术数据如下:
1)载重量:500kg。
2)允许工件直径尺寸:300~1500mm。
3)工作台面最大高度:1297mm。
4)工作台回转速度:0.05~1r/min。
5)伸臂旋转速度:0.72r/min。
6)工作台最大回转力矩:750N·m。
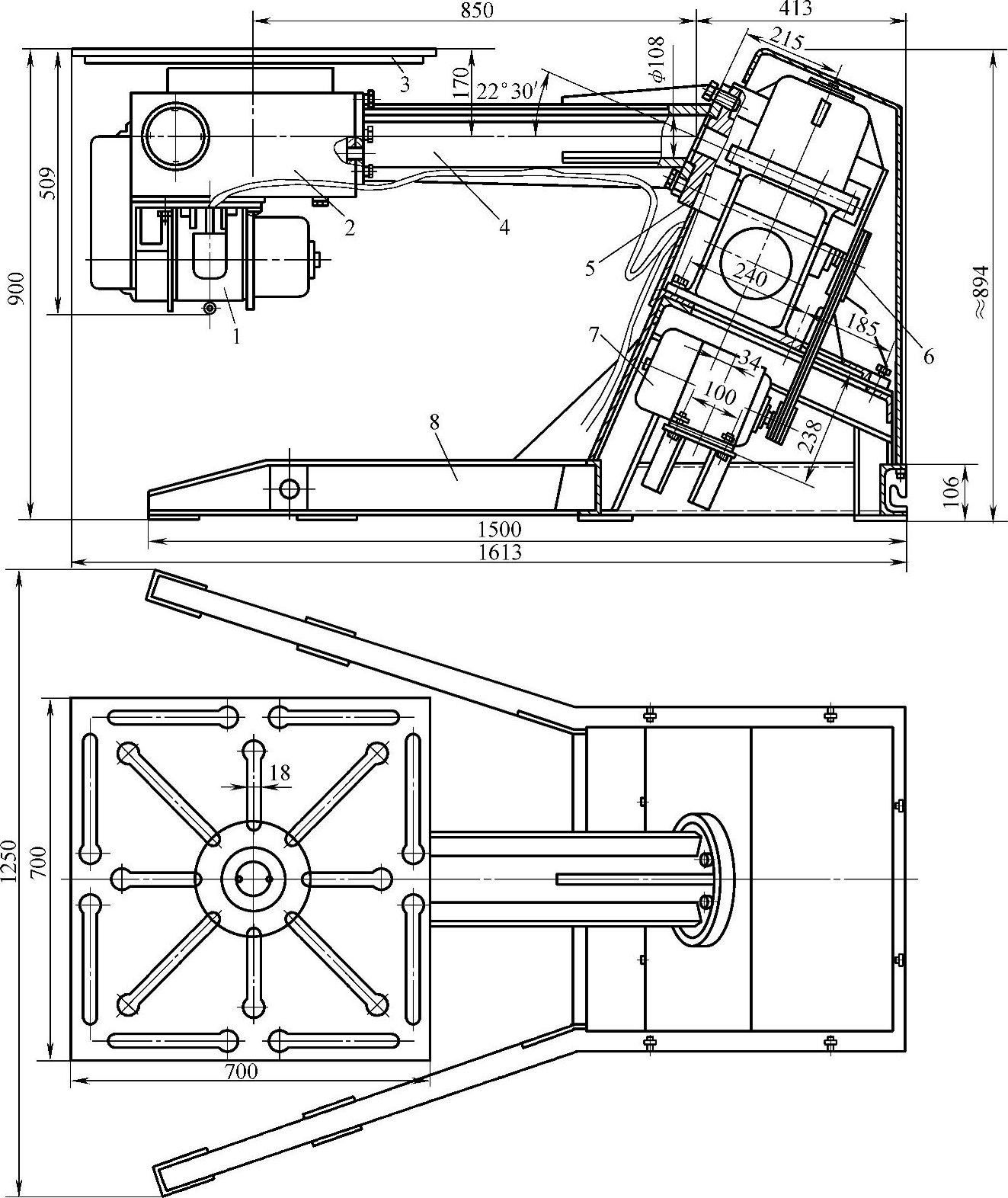
图3-75 伸臂式焊件变位机
1、7—电动机 2—工作台回转机构 3—工作台 4—旋转伸臂 5—伸臂旋转减速器 6—带传动机构 8—底座
7)伸臂旋转锥角:45°。
8)伸臂最大旋转力矩:1100N·m。
9)机重:563kg。
伸臂式焊件变位机的工作特点是,带有T形沟槽的工作台3,由电动机1经过回转机构2带动回转,并按照工作台的回转速度规范调整,以充分满足不同焊接速度的需求。在工作台回转机构中安装了测速发电机和导电装置,测速发电机可以进行回转速度反馈,使工作台能以稳定的焊接速度回转,以便获得优良的焊缝成形。导电装置的作用是防止焊接电流通过轴承、齿轮等各级机构传动装置时造成电弧灼伤,影响设备的精度和寿命。旋转伸臂4通过电动机7、带传动机构6以及伸臂旋转减速器5传动旋转。伸臂旋转时,其空间轨迹为圆锥面,因此,在改变工件的倾斜位置的同时伸臂随着工件升高或下降,以满足获得最佳施焊位置的需求。
(2)座式焊件变位机 图3-76是一种常用的座式焊件变位机的结构形式。工作台1的回转轴与翻转轴互相垂直,工作台回转的传动装置由位于两侧的翻转轴2支承,通过扇形齿轮传动装置3使翻转轴在0°~140°倾斜或翻转,整机稳定性好。在变位机上焊接环形焊缝时,应根据工件直径与焊接速度计算出工作台的回转速度。当变位机仅考虑工件变位而无焊速要求时,工作台的回转及倾翻速度可根据工件几何尺寸及其重量加以确定。此变位机主要用于1~50t的工件在焊接时的变位,在焊接结构生产中应用广泛,最适于与焊接操作机或机器人配合使用。
图3-77是一种新颖的全液压可调高度座式焊件变位机。采用一套液压泵通过转换阀带动两套液压缸及一台液压马达,使工作台能在大范围内升降、倾翻180°和无级变速回转。由于采用全液压传动系统,使整个装置重量轻、结构紧凑、传动平稳,巨有较好的抗过载能力。
(3)双座式焊件变位机 图3-78是双座式焊件变位机,其结构特点是工作台1及回转装置2安装在一个元宝梁3上,元宝梁两端装有翻转轴,由两个支座4支承,用翻转传动机构5实现翻转。若元宝梁和工件的合成重心与翻转轴线重合,则可减少翻转时的偏心距,降低驱动功率,使工作平稳。适于50t以上大型或大尺寸工件的翻转变位和焊接,可与大型操作机或机器人配合使用。
应用焊接变位机进行焊接生产时,应根据工件的重量、固定在工作台上工件的重心距离台面的高度、重心偏心距等因素选择适当吨位的变位机。
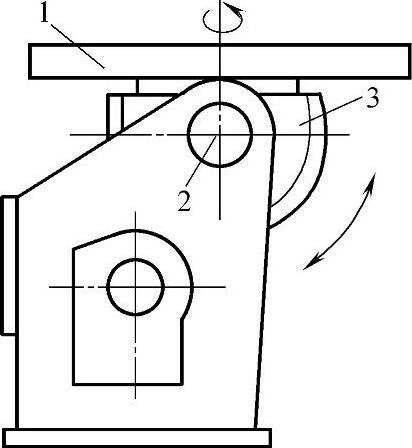
图3-76 座式焊件变位机
1—工作台 2—翻转轴 3—扇形齿轮传动装置
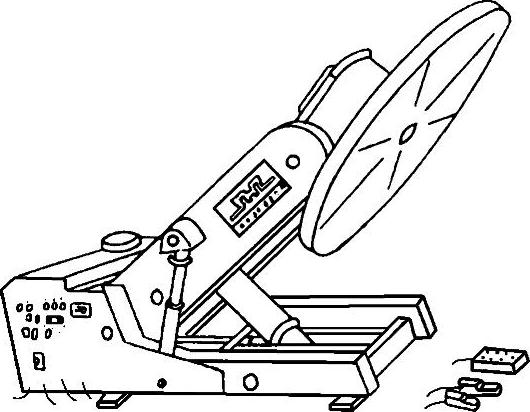
图3-77 全液压可调高度座式焊件变位机
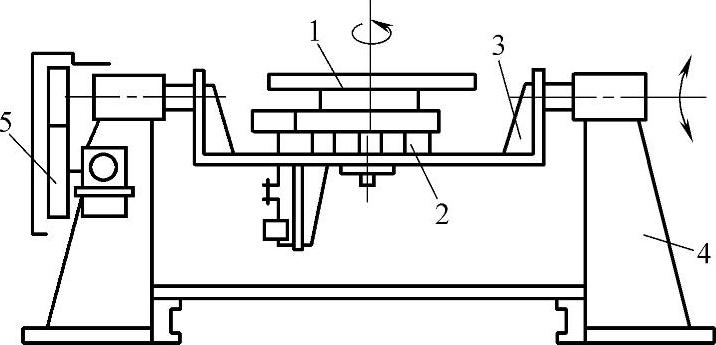
图3-78 双座式焊件变位机
1—工作台 2—回转装置 3—元宝梁 4—支座 5—翻转传动机构
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。