



夹具体是夹具上安装定位器和夹紧机构的以及承受焊件重量的部分,各种焊接变位机以及各种固定的平台,就是通用的夹具体。在夹具体上开有安装槽、孔,用来安放和固定各种定位器和夹紧机构。
1.对夹具体的基本要求
1)具有足够强度和刚度,保证夹具体在装配或焊接过程中正常工作,在夹紧力、焊接变形拘束力、重力和惯性力等作用下不致产生不允许的变形和振动。
2)结构简单、轻便,在保证强度和刚度前提下结构尽可能简单紧凑,体积小、质量轻和便于工件装卸;在不影响强度和刚度的部位可开窗口、凹槽等,以减轻结构质量,特别是手动或移动式夹具,其质量一般不超过10kg。
3)安装稳定牢靠。夹具体可安放在车间的地基上或安装在变位机械的工作台(架)上。为了稳固,其重心尽可能低。若重心高,则支承面积相应加大,在底面中部一般挖空,让周边凸出。
4)结构的工艺性好,应便于制造、装配焊接作业和检验。有利于定位器和夹紧机构的调节。满足必要的导电、导热、通水、通气等条件。必要时还应具有反变形功能。
夹具体上各定位基面和安装各种元件的基面均应加工。若是铸件应铸出3~5mm的凸台,以减少加工面积。不加工的毛面与工件表面之间应保持有一定空隙,常取8~15mm,以免与工件发生干涉;若是光面,则取4~10mm。
5)尺寸要稳定巨具有一定精度。对铸造的夹具体要进行时效处理,对焊接的夹具体要进行去应力退火处理。各定位面、安装面要适当的尺寸和形状精度。
6)清理方便。在装配和焊接过程不可避免有飞溅、烟尘、焊渣、焊条头、焊剂等杂物掉进夹具体内,应便于清扫。(https://www.xing528.com)
2.夹具体毛坯的制造方法
夹具体毛坯的制造方法应以结构合理性、工艺性、经济性和工厂具体条件综合考虑后确定,表3-8列出了常用几种毛坯制造方法。
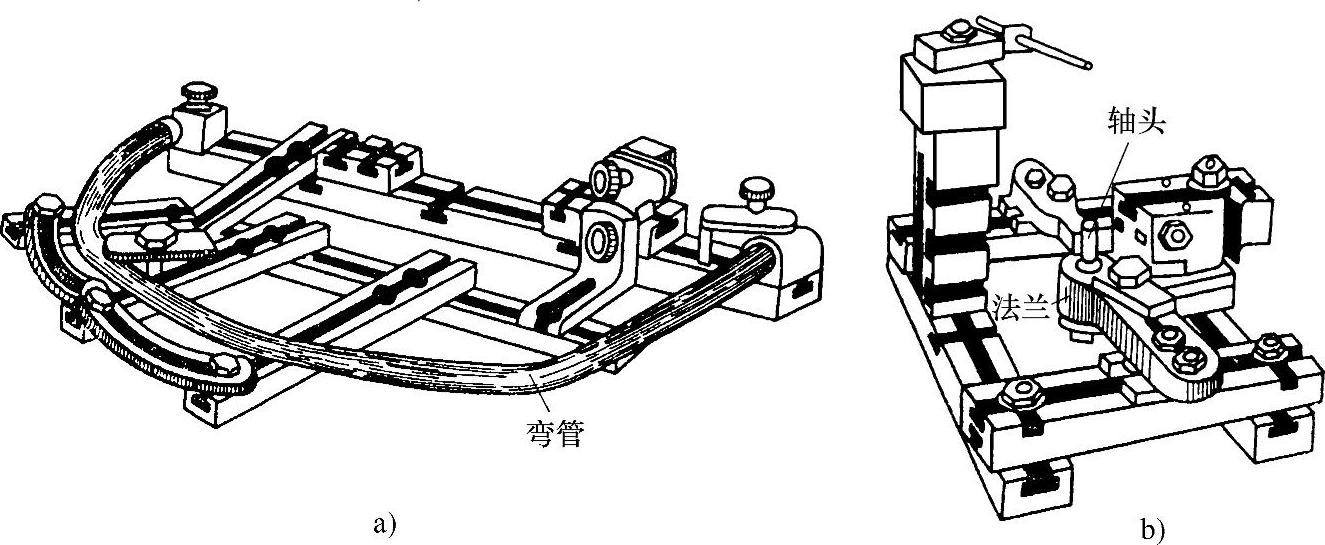
图3-43 组合夹具应用示例
表3-8 夹具体毛坯制造方法

3.夹具体设计
夹具体的形状与尺寸在绘制夹具总图时,根据工件、定位元件、夹紧装置及其他辅助机构等在夹具体上的配置大体上可以确定,一般不作复杂计算,常参照类似夹具结构按经验类比法估计。然后根据强度和刚度要求选择断面的结构形状和壁厚尺寸。受到集中力的部位可以用肋板加强。按经验,铸造夹具体的壁厚一般取8~25mm,焊接夹具体取6~10mm,加强肋的厚度一般取壁厚的0.7~0.9偌,加强肋高度,铸造的一般不大于壁厚的5偌。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。