



1.对装配用设备的一般要求
为了保证装配后产品的尺寸精度,平台或胎架表面应光滑平整,要求水平放置;对于尺寸较大的装配胎架应安置在相当坚固的基础上,以免基础下沉导致胎具变形;胎架应便于对工件进行装、卸、定位焊等装配操作;所选用的设备应构造简单、使用方便、维修容易、成本低。

图3-1 常用的几种简易撬杠

图3-2 常用的装配工具

图3-3 常用的装配量具
2.装配用平台
(1)铸铁平台 这种平台是由许多块铸铁组成的,结构坚固,工件表面平面度比较高,面上设有许多孔洞,便于安装夹具。常用于进行装配以及用于钢板和型钢的热加工弯曲(见图3-4)。
(2)钢结构平台 这种平台是由型钢和厚钢板焊制而成的。它的上表面一般不经过切削加工,所以平面度差些。常用于大型钢结构的焊接或制作桁架结构。
(3)导轨平台 这种平台是由安装在水泥基础上的许多导轨组成的。每条导轨的上表面都经过切削加工,并有紧固工件用的螺栓沟槽(见图3-5)。这种平台用于制作大型结构件。

图3-4 铸造工作台及各种工艺装备

图3-5 型钢工作平台
(4)水泥平台 水泥平台是由水泥浇注而成的一种简易而又适合于大面积工作的平台。浇注前在一定的部位预埋拉桩、拉环,以便装配时用来固定工件。在水泥平台面上还放置交叉形扁钢(扁钢面与水泥面对齐),作为导电板或用于固定工件。这种水泥平台可以拼接钢板、框架和构件,也可以在上面安置胎架进行较大部件的装配。(https://www.xing528.com)
(5)电磁平台 电磁平台是由平台(型钢和钢板焊接而成)和电磁铁组成的。电磁平台的电磁铁能将钢板或型钢吸紧固定在平台上,焊接时可以固定工件减少变形。充气软管和焊剂的作用是组成焊剂垫,用于埋弧焊,可防止漏渣和铁液下淌。
图3-6是电磁平台与焊剂垫装置联合使用的情况。台车中部为帆布焊剂槽6,两根直径50~65mm的压缩空气软管2、4可分别充气升起焊剂垫贴紧焊件背面,以保证单面焊双面成形时焊缝反面成形良好,两侧的电磁衔铁8用于吸紧钢板,防止板条错边、移动及减小角变形。支撑滚轮5在压缩空气软管3充气后升起,以便装卸板条和对准接缝。

图3-6 移动式拼板电磁平台
1—移动台车 2、3、4—压缩空气软管 5—支撑滚轮 6—帆布焊剂槽 7—焊剂垫支柱 8—电磁衔铁
3.胎架
胎架又称为模架,当工件结构不适于以装配平台作为支撑(如船舶、机车车辆底架、飞机和各种容器结构等)时,就需要制造装配胎架来支撑工件进行装配。所以,胎架经常用于某些形状比较复杂、要求精度较高的结构件。它的主要优点是利用夹具对各个零件进行方便而精确的定位。有些胎架还可以设计成可翻转的,把工件翻转到适合于焊接的位置。利用胎架进行装配,既可以提高装配精度,又可以提高装配速度,但由于胎架制作费用较高,故常为某种专用产品设计制造的,适用于流水线或批量生产(见图3-7)。
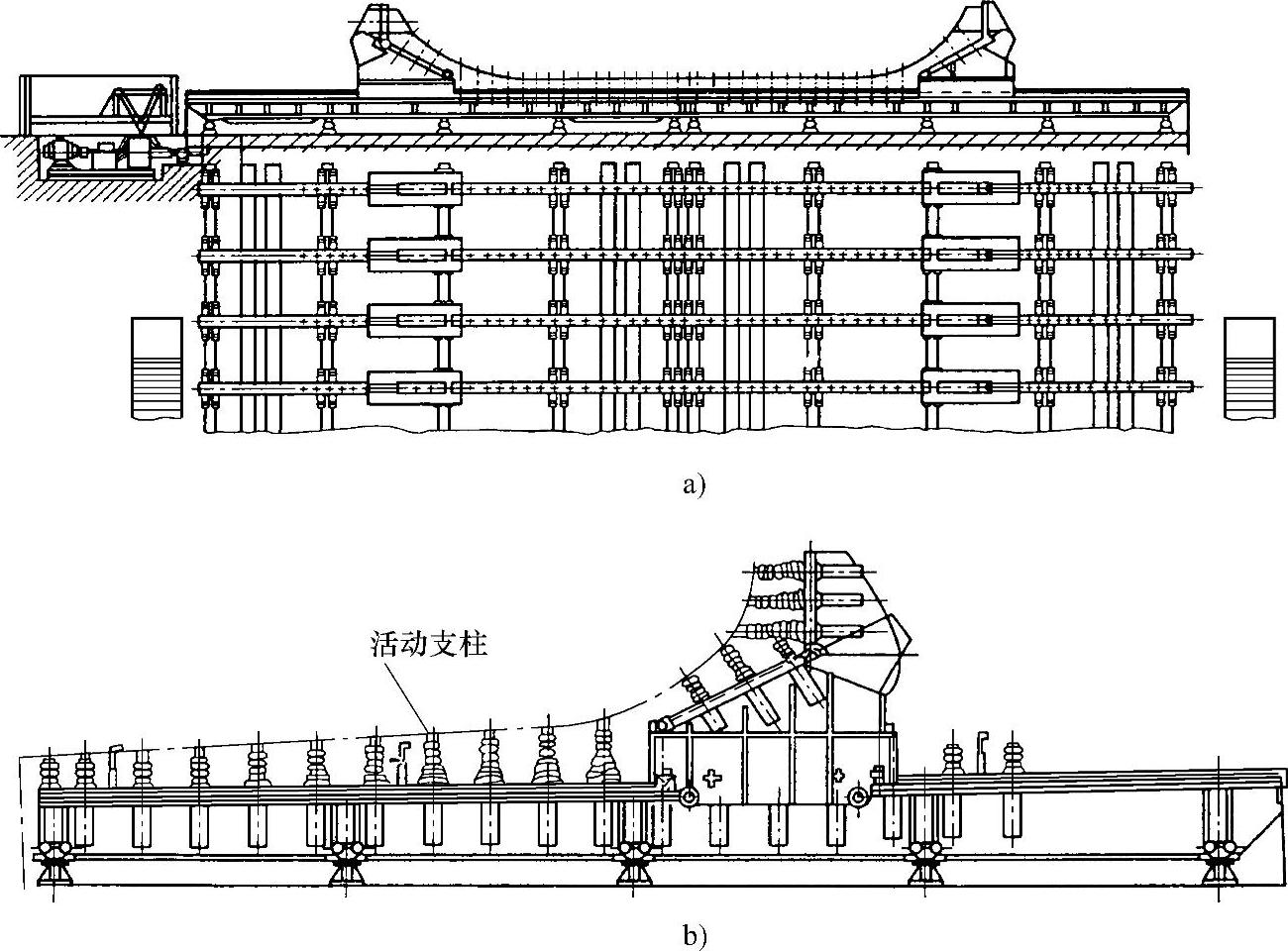
图3-7 船壳板装配-焊接胎架
a)胎架 b)局部放大
另外,转胎也属于装配胎架,主要用于装配各种不同直径的圆筒形工件。制作胎架时应注意以下几点:
1)胎架工作面的形状应与工件被支承部位的形状相适应。
2)胎架结构应便于在装配中对工件施行装、卸、定位、夹紧和焊接等操作。
3)胎架上应划出中心线、位置线、水平线和检查线等,以便于装配中对工件随时进行校正和检验。
4)胎架上的夹具应尽量采用快速夹紧装置,并有足够的夹紧力;定位元件需尺寸准确并耐磨,以保证零件准确定位。
5)胎架必须有足够的强度和刚度,并安置在坚固的基础上,以避免在装配过程中基础下沉或胎架变形而影响产品的形状和尺寸。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。