



【摘要】:焊前对接头区进行预热,就可以减小收缩应力,防止裂纹的产生。3)在温度较低的区域进行焊接时,为防止产生裂纹,即使是低碳钢其厚度超过20mm也必须进行预热处理。目前远红外加热器得到广泛应用,加热效果很好,加热范围也很大。一般预热件对于焊接接头每一侧加热宽度不小于板厚的5偌,应在坡口两侧75~100mm保持一个均热区域。
1.预热的作用
1)预热是防止冷裂纹、热裂纹和热影响区出现淬硬组织的有效措施。当焊接含碳量高的碳钢、低合金钢、耐热钢,以及普通低碳钢刚度较大的构件时,由于焊缝冷却速度快,容易在焊缝及热影响区产生淬硬组织,从而导致裂纹的产生。所以对焊件必须进行预热。预热能达到减慢冷却速度的目的,可以防止焊缝产生裂纹。
2)对拘束大的焊接接头区进行焊接时,由于急冷急热,会在接头区产生收缩应力,从而引起裂纹。焊前对接头区进行预热,就可以减小收缩应力,防止裂纹的产生。
3)在温度较低的区域进行焊接时,为防止产生裂纹,即使是低碳钢其厚度超过20mm也必须进行预热处理。
4)预热还能清除油污、水分等影响焊缝质量的因素,而巨还能促使焊缝中氢的逸出,从而为防止产生气孔等缺陷起到相应的作用,也防止了裂纹的产生。
2.预热温度
要对焊件正确地进行预热,主要需根据不同金属材料来确定不同的预热温度。如碳钢,一般根据其含碳量的多少,来确定其预热温度,碳的质量分数大于0.2%预热温度为100~200℃;而随着含碳量的增高,其预热温度也应相应增高,两者成正比。其他材料也是因材质不同,预热温度也就不同。
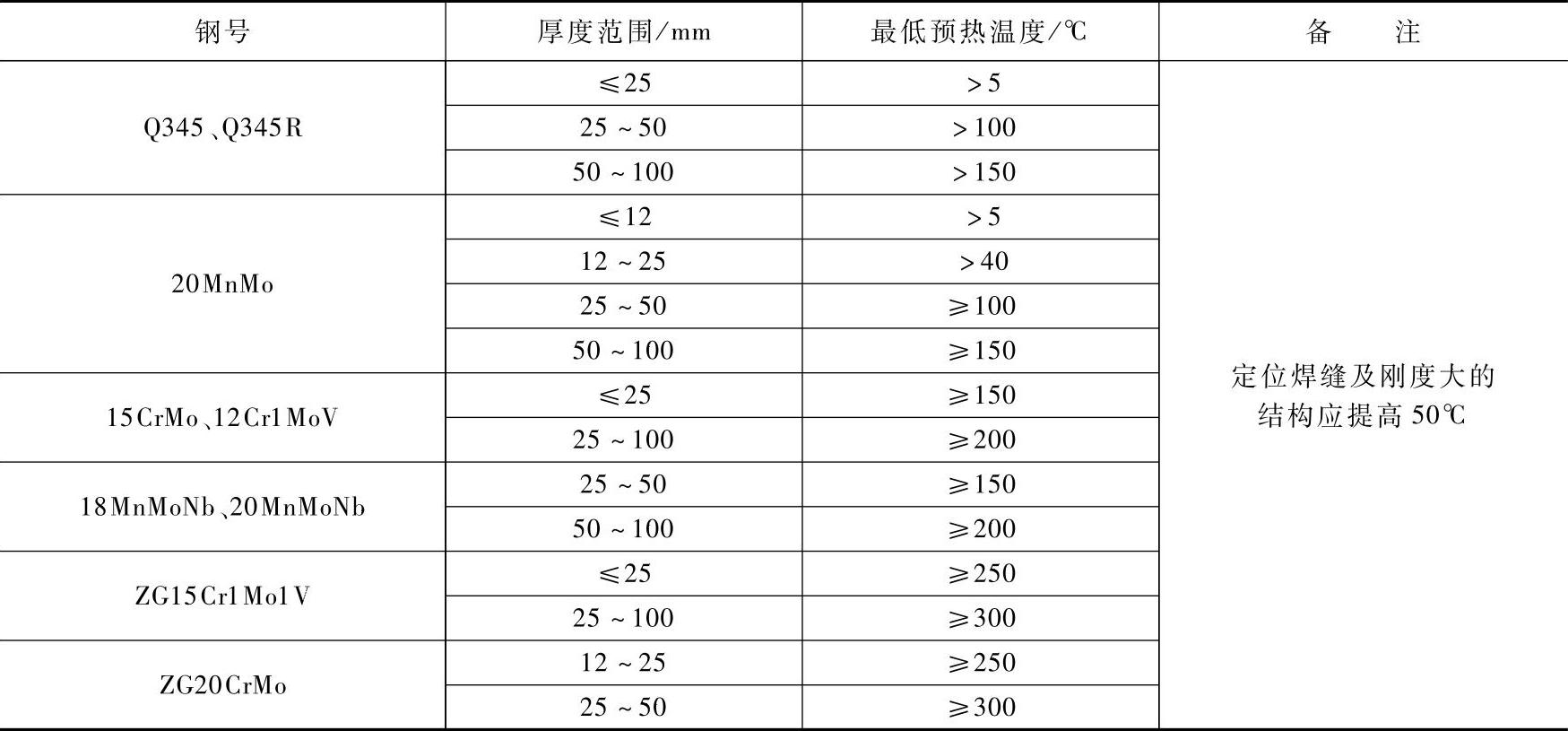
常用部分钢种的焊接预热温度见表2-30。(https://www.xing528.com)
表2-30 部分钢种的焊接预热温度

(续)
3.预热方法
预热方法有很多种:如火焰加热、工频感应加热、远红外线加热、随炉加热等。应根据加热范围来选择不同的预热方法。目前远红外加热器得到广泛应用,加热效果很好,加热范围也很大。一般预热件对于焊接接头每一侧加热宽度不小于板厚的5偌,应在坡口两侧75~100mm保持一个均热区域。
预热温度最终必须通过工艺试验确定。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。