



1.焊接电流的影响
当其他焊接参数不变,增加焊接电流时,则焊缝厚度和余高都会增加,而焊缝宽度则几乎保持不变(或略有增加),如图2-67所示。如果焊接电流过大,有可能出现焊漏或焊瘤缺陷。当焊接电流减小时,焊缝厚度会减小,焊接熔透变差。
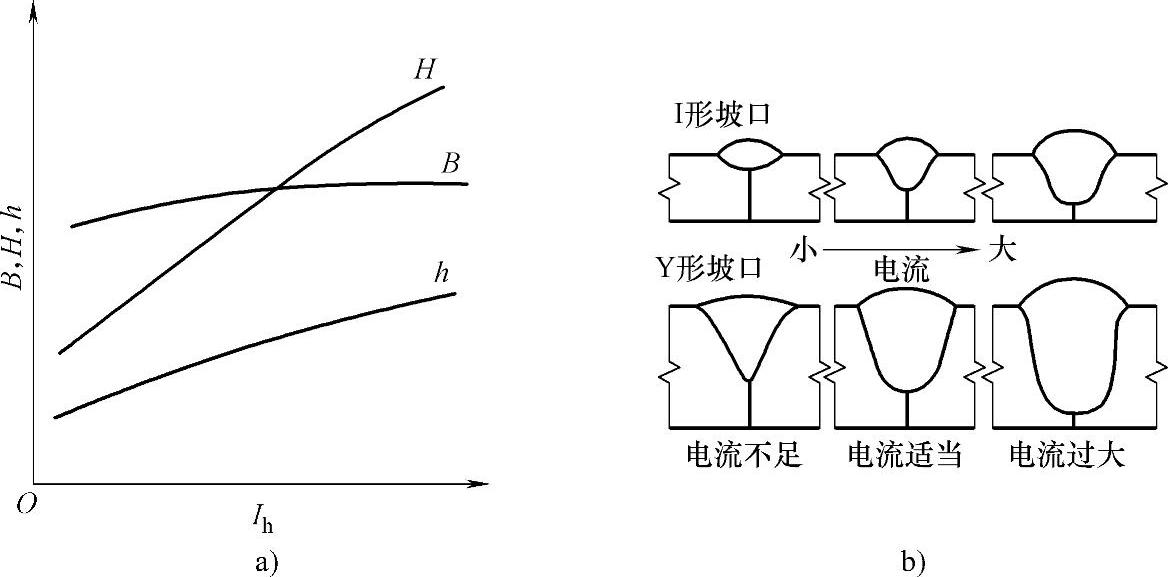
图2-67 焊接电流对焊缝形状的影响
a)影响规律 b)焊缝形状的变化
2.电弧电压的影响
当其他焊接参数不变时,电弧电压增大,焊缝宽度显著增加而焊缝厚度和余高将略有减少,如图2-68所示。
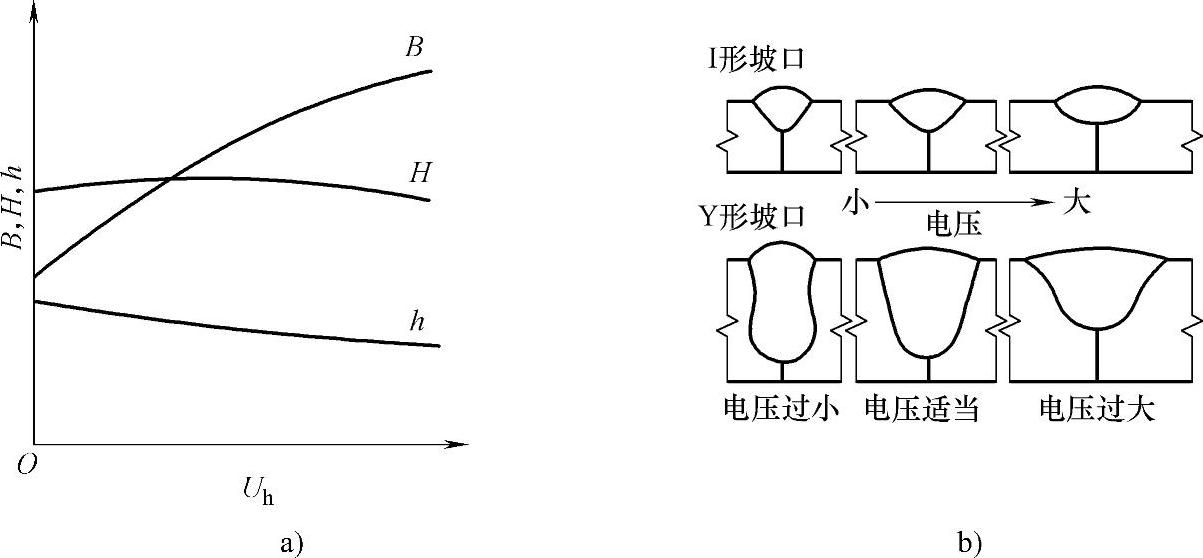
图2-68 电弧电压对焊缝成形的影响
由此可见,焊接电流是决定焊缝厚度的主要因素,而电弧电压则是影响焊缝宽度的主要因素。
3.焊接速度的影响
焊接速度对焊缝厚度和焊缝宽度有明显的影响,如图2-69所示。当焊接速度增加时,焊缝厚度和焊缝宽度都大为下降。
4.其他焊接参数对焊缝形状的影响
除以上三个主要的焊接参数外,其他一些焊接参数对焊缝形状也具有一定的影响。
(1)电极直径和焊丝伸出长度 减小电极直径焊缝厚度和焊缝宽度都将减小。
当焊丝伸出长度增加时,余高增加。焊丝直径越小或材料电阻率越大时,这种影响越明显。
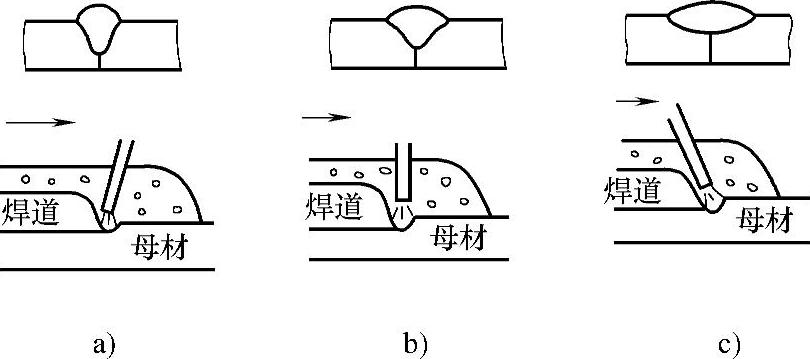
(2)电极倾角 焊接时电极(或焊丝)相对焊件倾斜,使电弧始终指向待焊部分,这种焊接方法叫前倾焊。前倾时,焊缝成形系数增加,熔深浅,焊缝宽度增加,余高减小,前倾角α越小,这一影响越明显,如图2-70所示。这种方法适于焊接薄板。
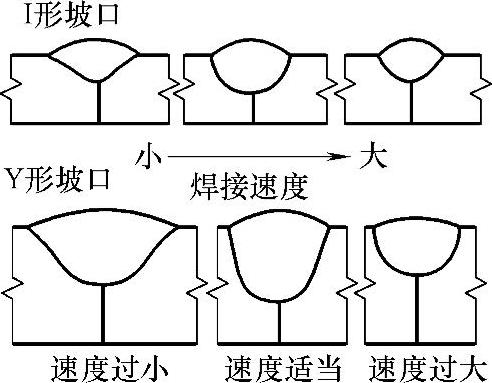
图2-69 焊接速度对焊缝成形的影响
 (https://www.xing528.com)
(https://www.xing528.com)
图2-70 焊丝倾角对焊缝形状的影响
a)焊丝后倾 b)焊丝垂直 c)焊丝前倾
电极(焊丝)后倾时,情况与上述相反。
(3)焊件倾角 当进行上坡焊时,焊缝厚度和余高增加,同时,焊缝宽度减小。上坡焊角度越大,影响也越明显。上坡角度α>6°时,成形会恶化。因此自动电弧焊时,实际上总是尽量避免采用上坡焊。
下坡焊的情况正好相反,即焊缝厚度和余高略有减小,而焊缝宽度略有增加。因此倾角α<6°的下坡焊可使表面焊缝成形得到改善,焊条电弧焊焊接薄板时,常采用下坡焊。如果倾角过大,则会导致未焊透和熔池液态金属溢流,使焊缝成形恶化,如图2-71所示。
(4)坡口形状 当其他焊接参数不变时,增加坡口深度和宽度时,焊缝厚度略有增加,焊缝宽度略有减小,而余高显著减小,如图2-72所示。
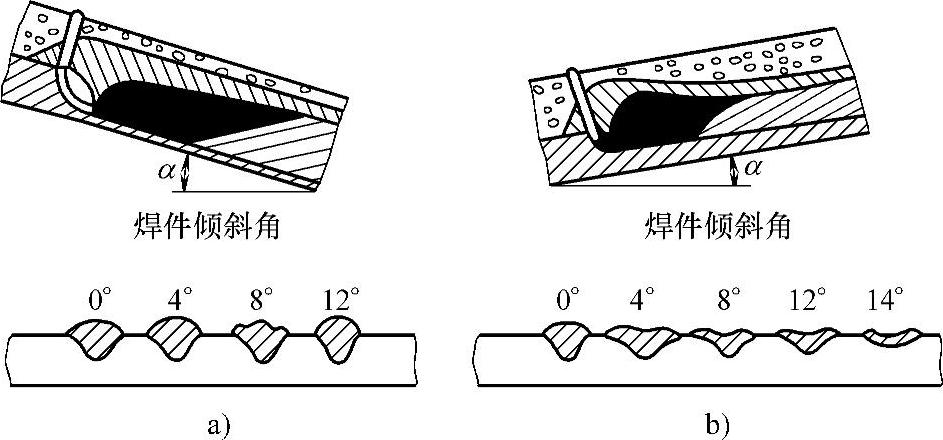
图2-71 焊件位置对焊缝成形的影响
a)上坡焊 b)下坡焊
(5)焊剂 埋弧焊时,焊剂的成分、密度、颗粒度及堆积高度均对焊缝形状有一定影响。当其他条件相同时,稳弧性较差的焊剂焊缝厚度较大,而焊缝宽度较小。焊剂密度小、颗粒度大或堆积高度减小时,电弧摆动范围扩大,因此焊缝厚度减小,焊缝宽度增加,余高略为减小。此外,熔渣黏度过大,使熔渣的透气性不良,熔池结晶时,气体排出困难,使焊缝表面形成许多凹坑,成形恶化。
(6)保护气体成分 气体保护焊时,保护气体的成分以及与此密切相关的熔滴过渡形式对焊缝形状有明显影响。采用不同保护气体进行熔化极气体保护焊直流反接时,焊缝形状的变化如图2-73所示。射流过渡氩弧焊总是形成明显蘑菇状焊缝,氩气中加入O2、CO2或H2时,可使根部成形变宽,焊缝厚度略有增加。颗粒状和短路过渡电弧焊形成的焊缝形状宽而浅。
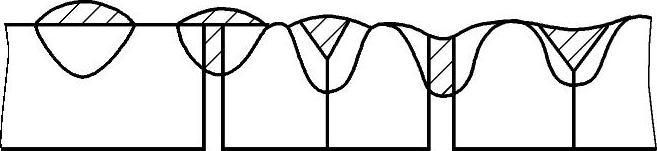
图2-72 装配间隙与坡口角度对焊缝成形的影响 (图中阴影部分为焊条熔敷金属占的面积)

图2-73 保护气体成分对焊缝形状的影响
(7)母材的化学成分 母材的化学成分不同,在其他工艺因素不变的情况下,焊缝形状不一样,这一点在氩弧焊时特别明显。如三种产地不同的06Cr19Ni10和06Cr17Ni12Mo2不锈钢,用钨极氩弧焊方法焊接,采用相同的焊接参数时,所得焊缝形状的变化见表2-24。
表2-24 母材化学成分对焊缝形状的影响
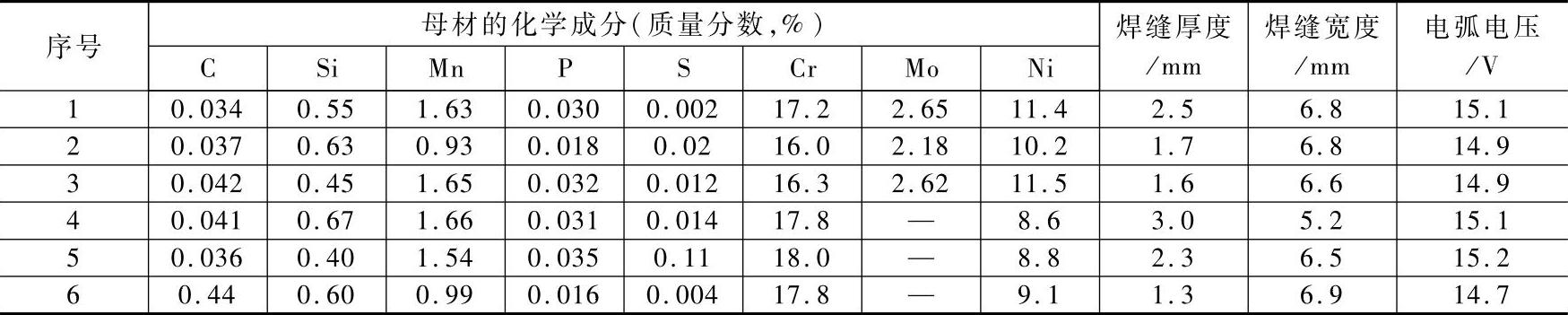
注:钨棒端部45°,弧长2mm,电流150A,焊接速度300mm/min
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。