



1.焊缝形式
(1)按焊缝结合形式不同 可分为对接焊缝、角焊缝、塞焊缝、槽焊缝和端接焊缝五种。
1)对接焊缝。在焊件的坡口面间或一零件的坡口面与另一零件表面间焊接的焊缝。
2)角焊缝。沿两直交或近直交零件的交线所焊接的焊缝。
3)端接焊缝。构成端接接头所形成的焊缝。
4)塞焊缝。两零件相叠,其中一块开圆孔,在圆孔中焊接两板所形成的焊缝,只在孔内焊角焊缝者不为塞焊。
5)槽焊缝。两板相叠,其中一块开长孔,在长孔中焊接两板的焊缝,只焊角焊缝者不为槽焊。
(2)按焊缝在空间位置的不同 可分为平焊缝、立焊缝、横焊缝及仰焊缝四种形式。
(3)按焊缝断续情况的不同 分为连续焊缝和断续焊缝两种形式。断续焊缝又分为交错式和并列式两种,如图2-50所示。焊缝尺寸除注明焊脚K外,还应注明断续焊缝中每一段焊缝的长度L和间距e,并以符号“Z”表示交错式焊缝。
(4)按焊缝的作用不同 分为用作承受载荷的承载焊缝,不直接承受载荷而只起连接作用的联系焊缝,主要用于防止流体渗漏的密封焊缝,以及在正式施焊前为装配和固定焊件上接头的位置而焊接的长度较短的定位焊缝。
(5)按焊缝的形状及在接头处的位置不同 分为构成端接接头的端接焊缝;在工件卷边处施焊的卷边焊缝;两板件相叠,其中一块开有圆孔,然后在圆孔中焊接所形成的塞焊焊缝;沿球形或圆筒形工件环向分布头尾相接的环形焊缝;以及焊缝表面打磨后与母材表面齐平的削平焊缝等。
2.焊缝的形状尺寸
(1)焊缝宽度 焊缝表面与母材的交界处叫焊趾。单道焊缝横断面中,两焊趾之间的距离叫焊缝宽度,如图2-51所示。
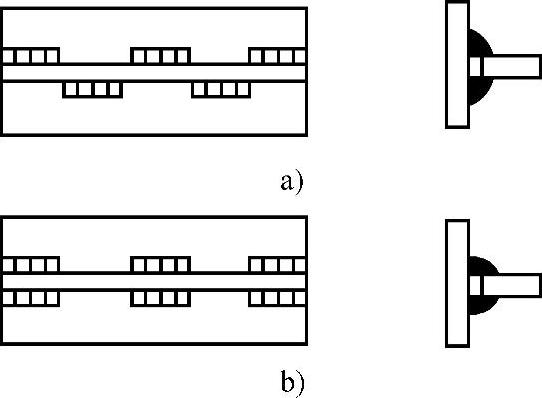
图2-50 断续角焊缝
a)交错式 b)并列式
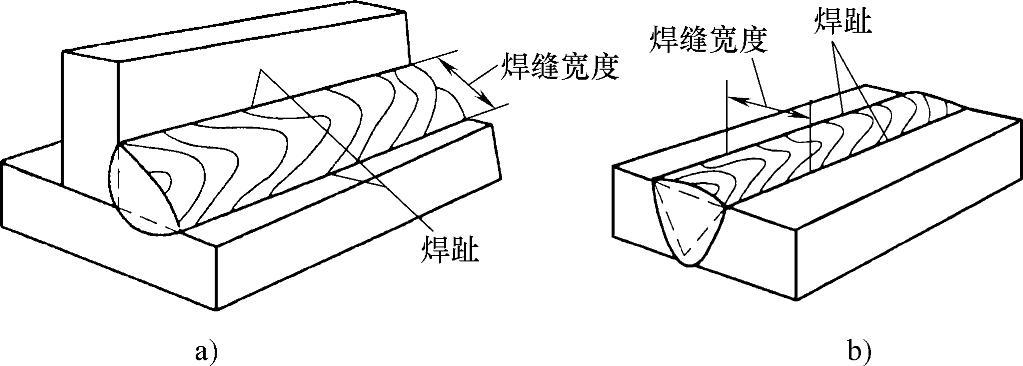
图2-51 焊缝宽度
a)T形接头 b)对接接头
(2)余高 对接焊缝中,超出表面焊趾连线上面的那部分焊缝金属的高度叫余高,如图2-52所示。余高使焊缝的断面面积增加,强度提高,并能增加X射线摄片的灵敏度,但易使焊趾处产生应力集中。所以余高既不能低于母材,但也不能太高。国家标准规定焊条电弧焊的余高值为0~3mm,埋弧焊余高值取0~4mm。
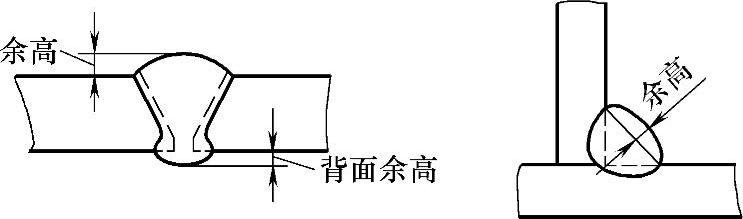
图2-52 余高
(3)熔深 在焊接接头横断面上,母材熔化的深度叫熔深,如图2-53所示。当填充金属材料(焊条或焊丝)一定时,熔深的大小决定于焊缝的化学成分。
(4)焊缝厚度 在焊缝横断面中,从焊缝正面到焊缝背面的距离叫焊缝厚度,如图2-54所示。(https://www.xing528.com)
(5)角焊缝的形状和尺寸 根据角焊缝的外表形状,可将角焊缝分成两类:焊缝表面凸起的角焊缝称为凸形角焊缝;焊缝表面下凹的角焊缝称为凹形角焊缝,如图2-55所示。在其他条件一定时,凹形角焊缝要比凸形角焊缝应力集中小得多。
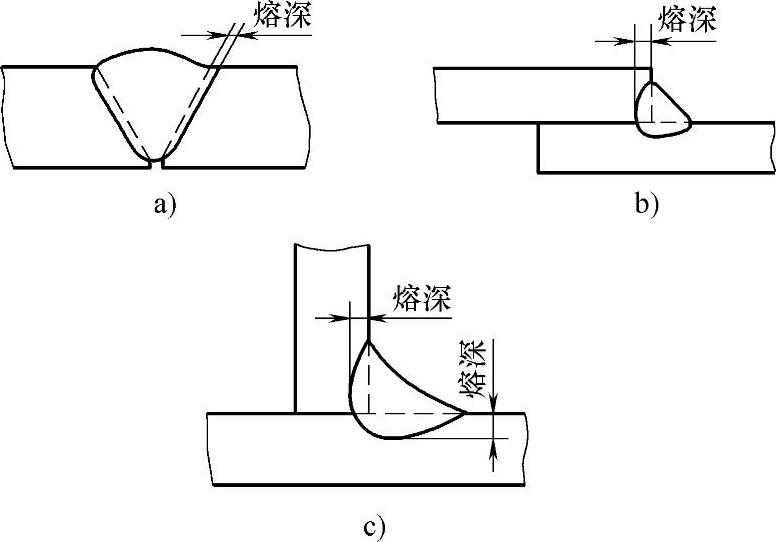
图2-53 熔深
a)对接接头熔深 b)搭接接头熔深 c)T形熔头熔深
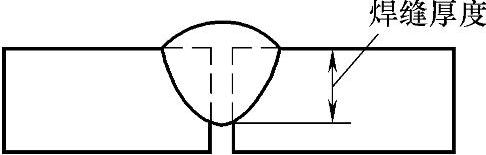
图2-54 对接焊缝的焊缝厚度
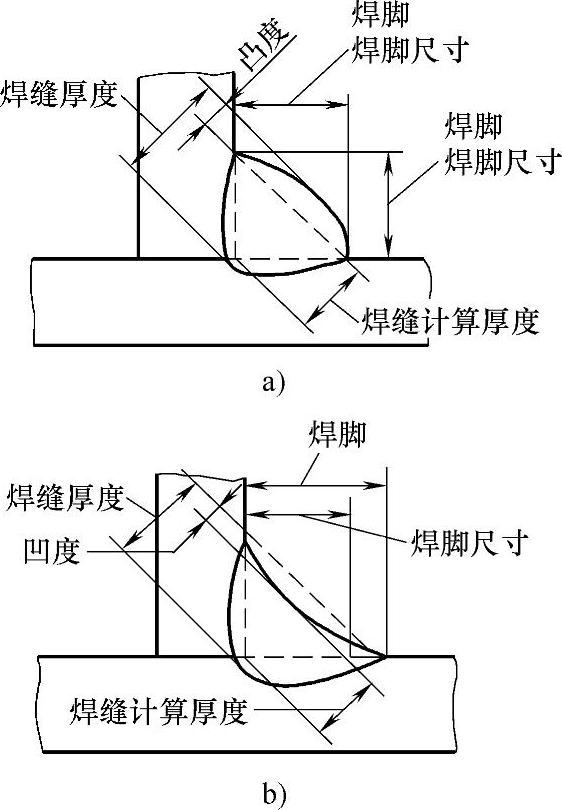
图2-55 角焊缝的形状
a)凸形角焊缝 b)凹形角焊缝
1)焊缝计算厚度。在角焊缝断面内画出最大直角等腰三角形,从直角的顶点到斜边的垂线长度为焊缝计算厚度。如果角焊缝的断面是标准的等腰直角三角形,则焊缝计算厚度等于焊缝厚度,在凸形或凹形角焊缝中,焊缝计算厚度均小于焊缝厚度。
2)焊缝凸度。凸形角焊缝横断面中,焊趾连线与焊缝表面之间的最大距离,如图2-55a所示。
3)焊缝凹度。凹形角焊缝横断面中,焊趾连线与焊缝表面之间的最大距离,如图2-55b所示。
4)焊脚。角焊缝的横断面中,从一个焊件上的焊趾到另一个焊件表面的最小距离;焊脚尺寸是在横断面中画出的最大等腰直角三角形中直角边的长度,对于凸形角焊缝,焊脚尺寸等于焊脚;对于凹形角焊缝焊脚尺寸小于焊脚。
(6)焊缝成形系数 熔焊时,在单道焊缝横断面上焊缝宽度(B)与焊缝计算厚度(H)之比值(ψ=B/H)叫焊缝成形系数,如图2-56所示。焊缝成形系数越小,则表示焊缝窄而深,这样的焊缝容易产生气孔、夹渣和裂纹。所以焊缝成形系数应保持一定的数值,例如埋弧焊的焊缝成形系数ψ要大于1.3。
(7)熔合比 指焊接时,被熔化的母材在焊道金属中所占的百分比。即
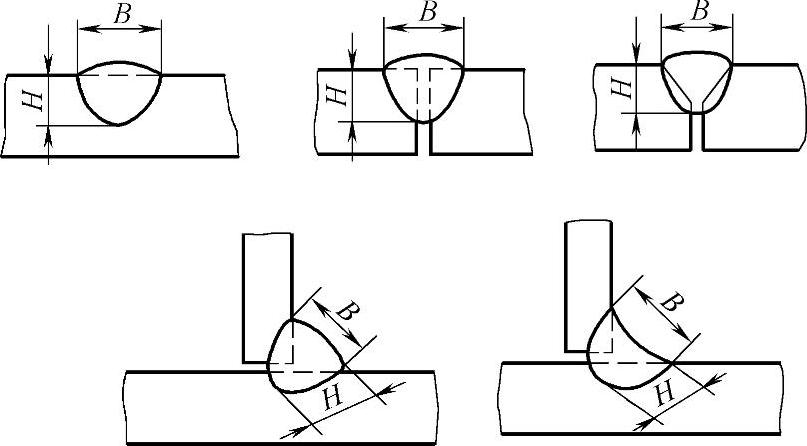
图2-56 焊缝成形系数的计算

式中 γ——熔合比,%;
Fm——母材熔化横断面面积,mm2;
FH——填充金属熔化后的横断面面积,mm2。
焊接高合金钢和有色金属时应控制熔合比,防止产生焊接缺陷。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。