



通用型双组分聚氨酯胶粘剂以聚己二酸乙二醇酯为原料,以溶剂、聚氨酯树脂为主成分(甲组分),以三羟甲基丙烷—TDI加成物为固化剂(乙组分)。
1.主要技术指标
通用型双组分聚氨酯胶粘剂产品的规格见表41。
表4-1 通用型双组分聚氨酯胶粘剂产品的规格
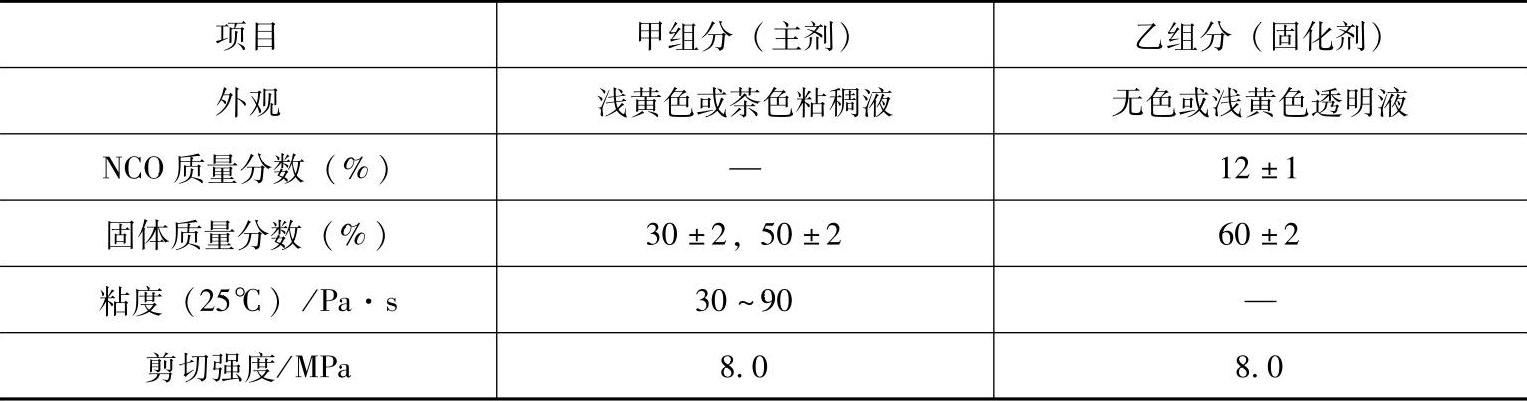
注:用4#涂料杯,测定30%胶粘剂的粘度;测剪切强度时,被粘材料为LYCZ12铝合金,甲组分∶乙
组分=5∶1(质量比)。(https://www.xing528.com)
2.应用
通用型双组分聚氨酯胶粘剂可用于粘接金属(如铝、铁、钢等)、非金属(如陶瓷、木材、皮革、塑料等)以及不同材料之间的粘接。通用型双组分聚氨酯胶粘剂大量用于制造电动机上应用的绝缘纸(聚酯薄膜—青壳纸复合)、纸塑复合(彩印纸—聚丙烯薄膜)、铁板—聚氨酯泡沫体复合以及鬃刷的制造等,并已渗透到国民经济各个领域。
(1)机床导轨的维修 采用镶嵌粘接塑料板法,将塑料薄板粘在铸铁导轨上,制成塑料导轨,可解决机床导轨的磨损。用铁锚—101聚氨酯胶,按甲组分∶乙组分=100∶50(质量比)配制胶液,在胶液中拌入直径为φ0.1mm、长为20mm的细铜丝,使导轨与塑料板之间保持足够空隙,不致使胶液全部挤出。塑料板和铸铁导轨的两个粘接面都需分别涂刷胶液两次,第一次涂刷5min后再涂第二次,待15~20min后,其胶层发粘有拉丝现象,再将塑料板与导轨叠合,靠其自身的重量加压。因冬、夏温差大,会引起塑料膨胀或收缩,产生内应力而裂开,因此,固化温度最好保持在20~25℃之间,固化时间为1~2d。
(2)扬声器的粘接 扬声器振动系统即纸盒、音圈和定位支架三者需粘在一起,特别是大功率扬声器振动时振幅较大,故必须粘接牢固。φ100mm以上的扬声器都用聚氨酯胶粘剂粘接。采用铁锚—101聚氨酯胶粘剂按甲组分∶乙组分=100∶(30~35)(质量比)配胶,使用后可达到预期效果。扬声器音圈的粘接,胶液是用甲组分∶乙组分=100∶25(质量比)配制。
(3)在鬃刷产品上的应用 通用型双组分聚氨酯胶粘剂是理想的鬃刷用胶粘剂。鬃刷的粘接是将鬃毛(猪鬃或尼龙鬃等)、木片(木材)及刷壳(可锻铸铁)三者粘接起来,要求表面封闭1~2mm,又要求渗透6~9mm。常用胶液的配方(质量份)为:甲组分100份、乙组分35份、滑石粉[粒度≤90μm(≥160目)]30份。将配制好的胶粘剂倒入刷壳内或使用鬃刷灌胶机进行灌封,灌封后晃动刷头使胶粘剂均匀,放置至干凝(转入打毛不少于24h)。用该胶粘剂灌封后的刷鬃粘接强度大于130N,达到猪鬃漆刷相关标准规定(98N)。若在丙酮中浸泡24h后不脱鬃、不松动,则说明该胶符合要求。
(4)高压强塑料风管的粘接修复 钢丝绑扎机是引进设备,高压强塑料风管的断裂常导致设备瘫痪,影响生产。采用尼龙套管设计的对接、套接复合接头,既能满足08MPa压力的要求,又能避免尼龙套管的膨胀问题。先将长100mm、内径φ2mm的尼龙套管及内壁φ12mm(外径)的高压塑料风管两端头(长50mm的外壁)用砂布打磨粗糙,并用丙酮清洗干净,晾干后待粘。采用铁锚—101聚氨酯胶粘剂,胶液按甲组分∶乙组分=5∶1(质量比)配制。先将断裂的高压强塑料风管一端涂胶,胶层厚005~01mm,然后立即将尼龙套管插入高压塑料风管涂胶端,并左右旋转尼龙套管,使胶均匀地粘附并填满尼龙套管内壁与高压塑料风管的间隙处,插入深度为尼龙套管的一半(50mm)。按上述方法进行粘接,一定要使高压塑料风管两断面基本吻合,于常温下固化48h、100℃保持2h即可。修复的钢丝绑扎机运行半年未见粘接异常,证明粘接后能满足08MPa压力的工况要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。