



【摘要】:精车端面的加工余量表6-17 精车端面的加工余量 注:1.加工有台阶的轴时,每个台阶的加工余量应根据该台阶的直径d及零件的全长分别选用。当原公差大于该公差时,尺寸公差为原公差数值。
(1)粗车端面后,正火调质的加工余量(表6-16)
表6-16 粗车端面后,正火调质的加工余量 (单位:mm)
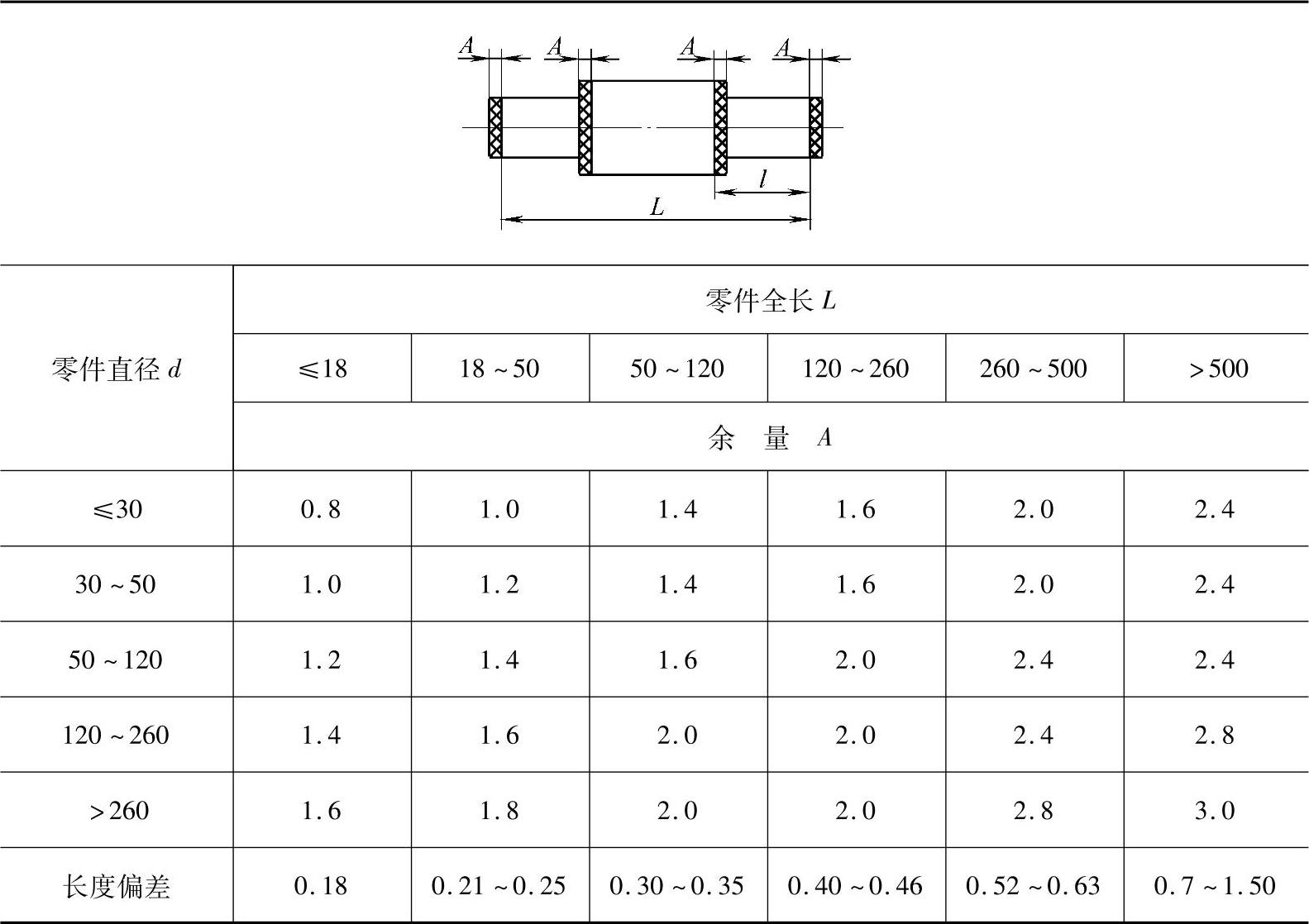
注:1.对粗车不需正火调质的零件,其端面余量按表中的1/2~1/3选用。
2.对薄形工件,如齿轮、垫圈等,按表中余量加50%~100%。
(2)精车端面的加工余量(表6-17)
表6-17 精车端面的加工余量 (单位:mm)
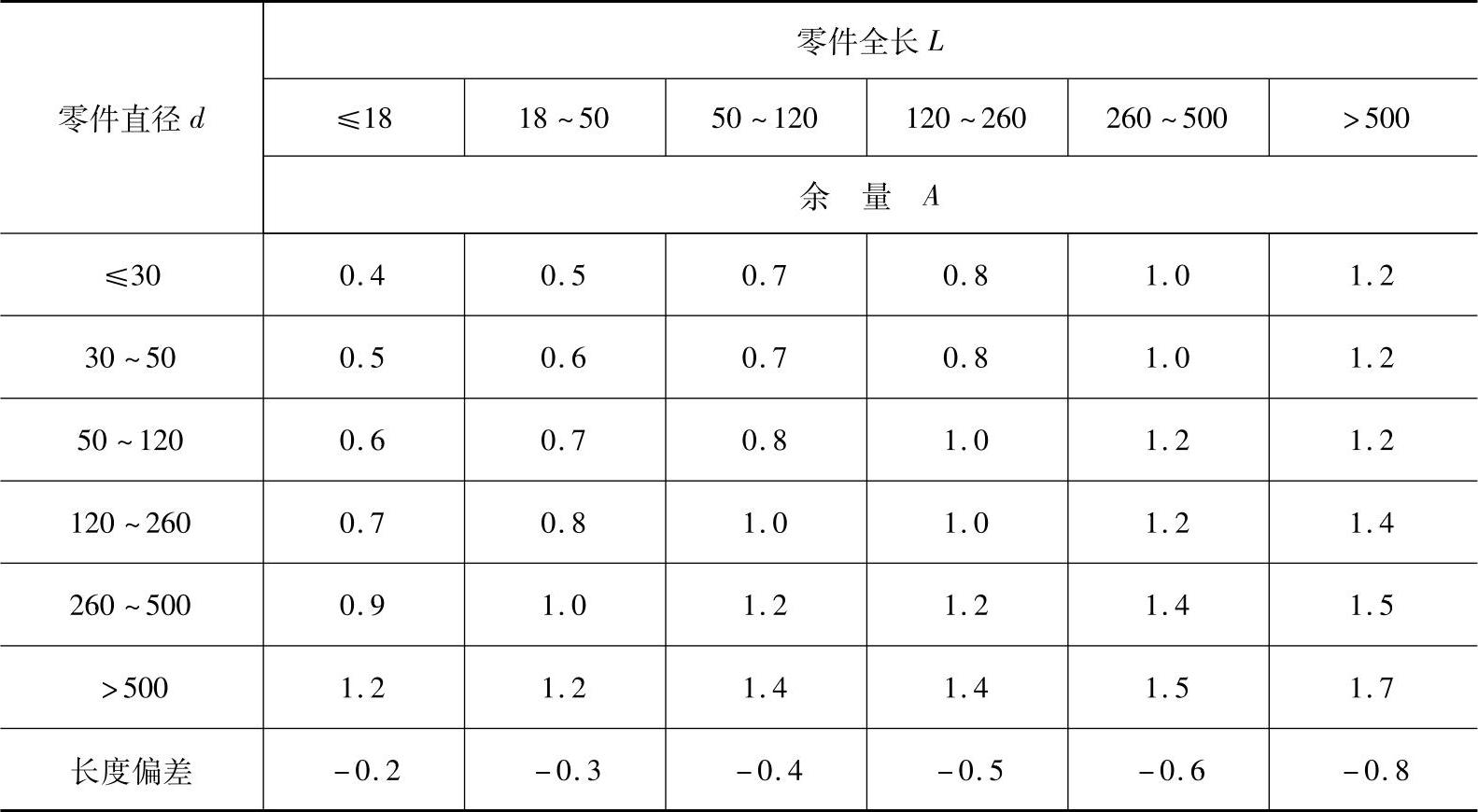
注:1.加工有台阶的轴时,每个台阶的加工余量应根据该台阶的直径d及零件的全长分别选用。
2.表中的公差系指尺寸L的公差。当原公差大于该公差时,尺寸公差为原公差数值。
(3)精车端面后,经淬火的端面磨削加工余量(表6-18)(https://www.xing528.com)
表6-18 精车端面后,经淬火的端面磨削加工余量 (单位:mm)
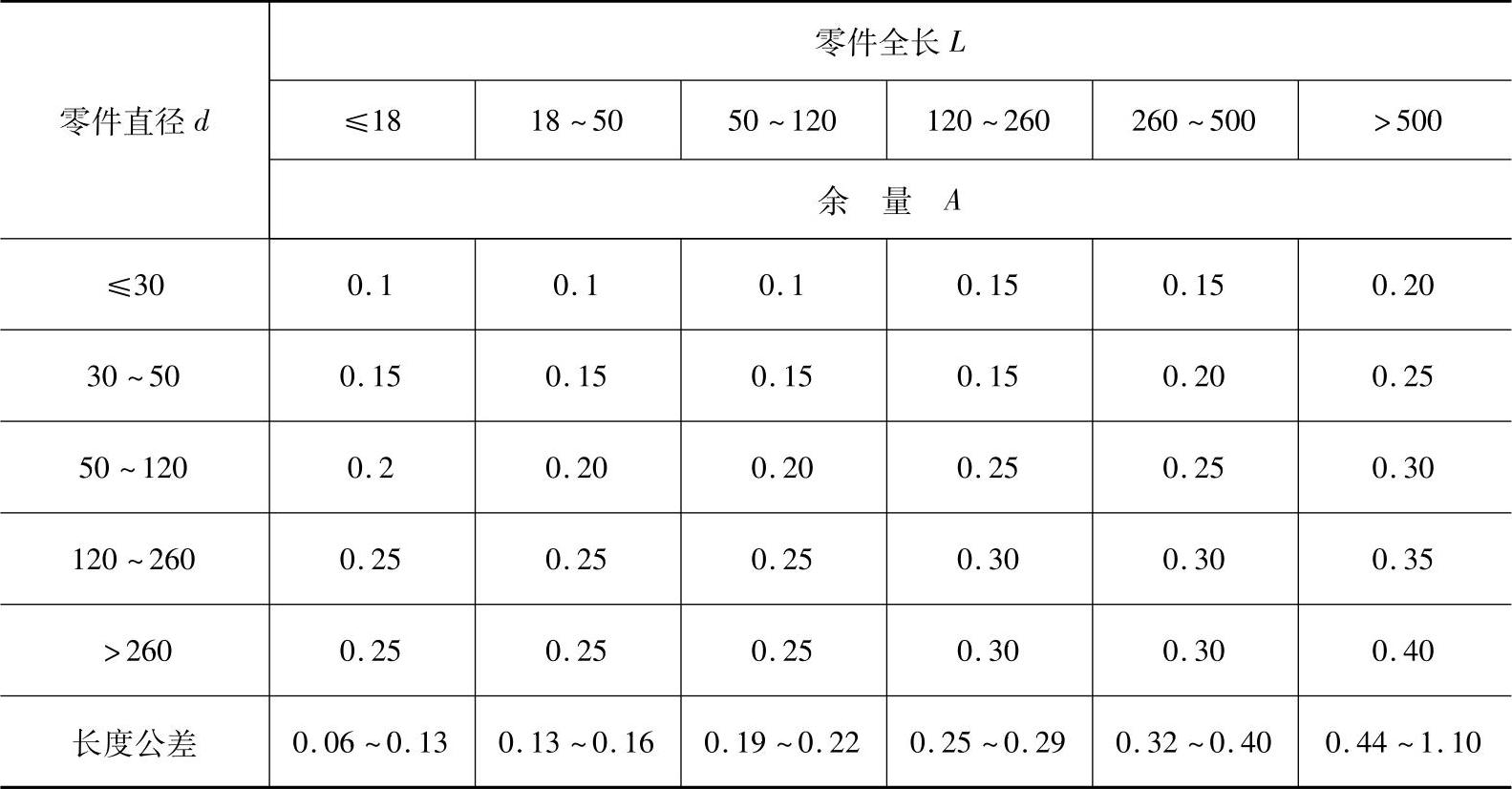
注:1.加工有台阶的轴时,每个台阶的加工余量应根据其直径d及零件台阶长l分别选用。
2.在加工过程中一次精磨至尺寸时,其余量按表中减半选用。
(4)磨端面的加工余量(表6-19)
表6-19 磨端面的加工余量 (单位:mm)
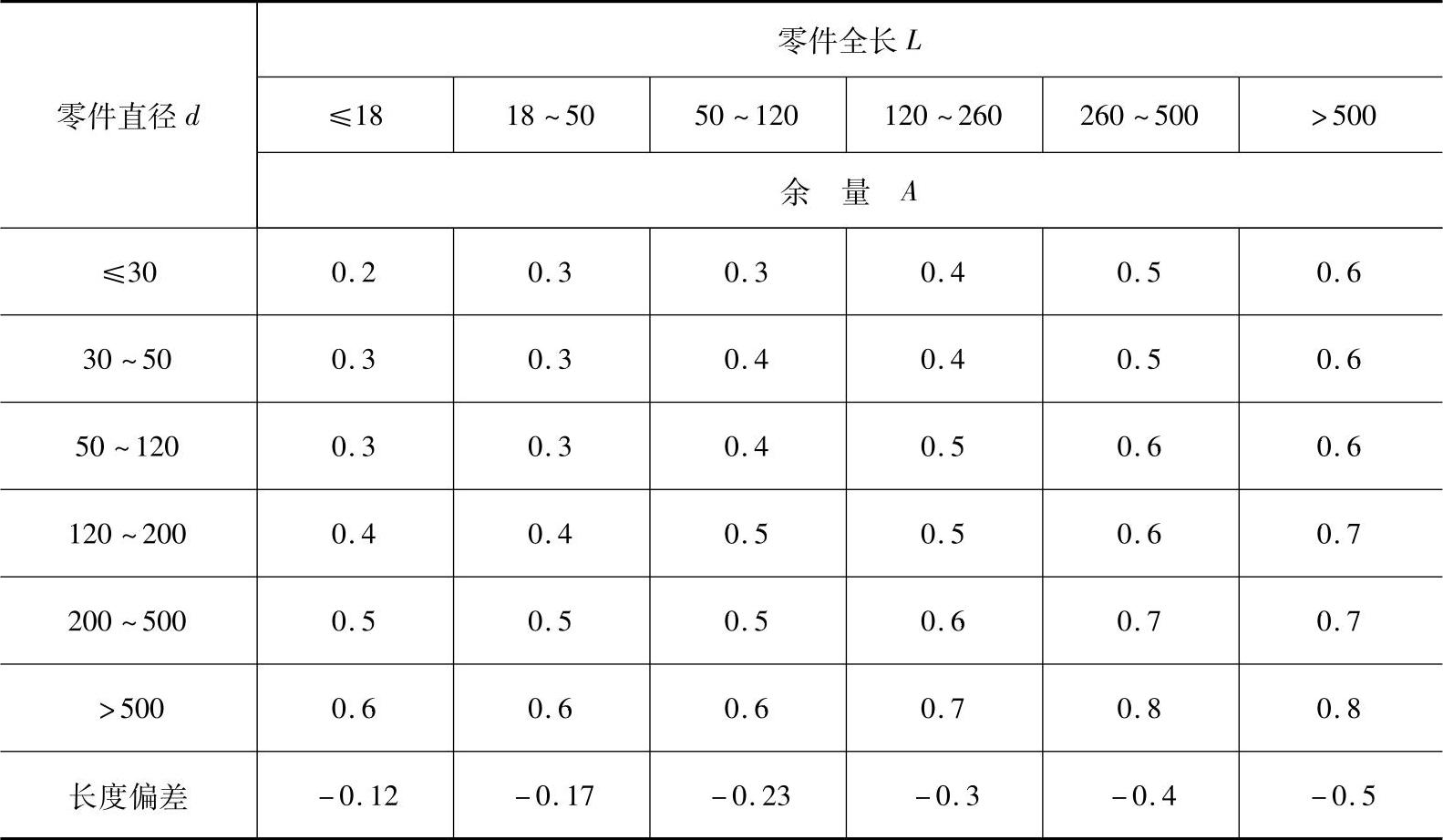
注:1.加工有台阶的轴时,每个台阶的加工余量应根据该台阶直径d及零件的全长L分别选用。
2.表中的公差系指尺寸L的公差。当原公差大于该公差时,尺寸公差为原公差值。
3.加工套类零件时,余量值可适当增加。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。