



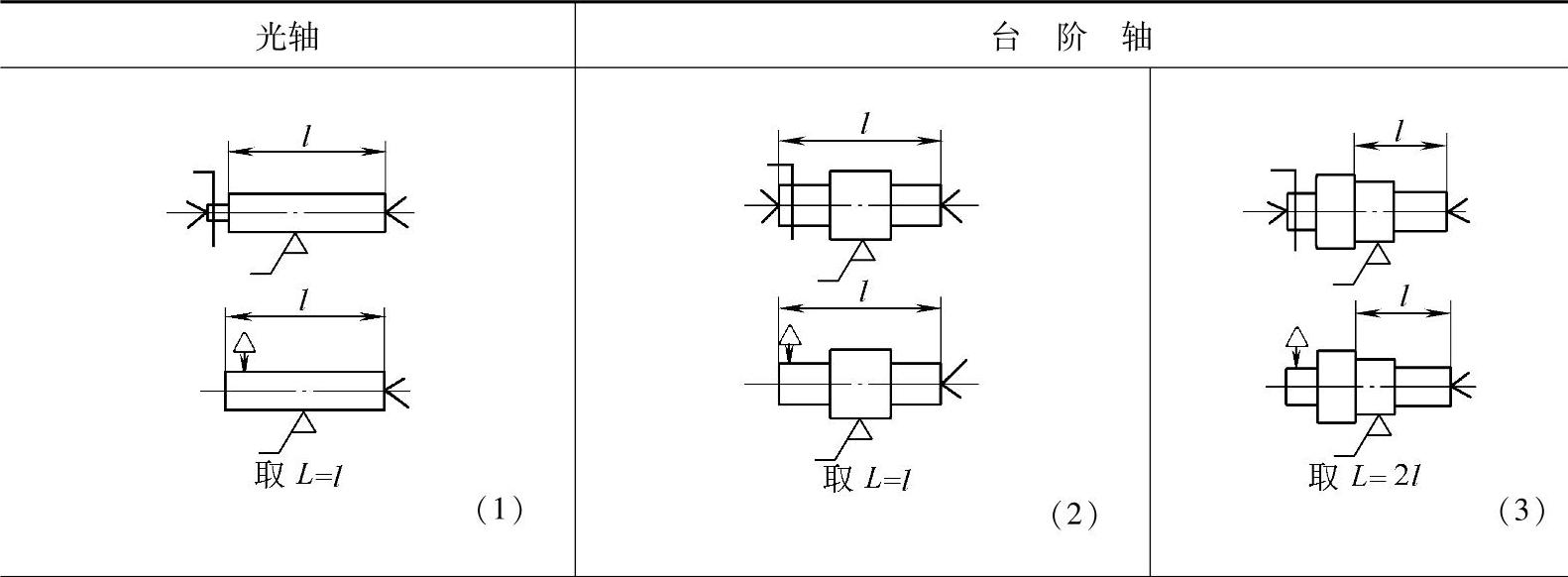
(1)轴的折算长度(表6-8)
表6-8 轴的折算长度(确定半精车及磨削加工余量用)
(续)
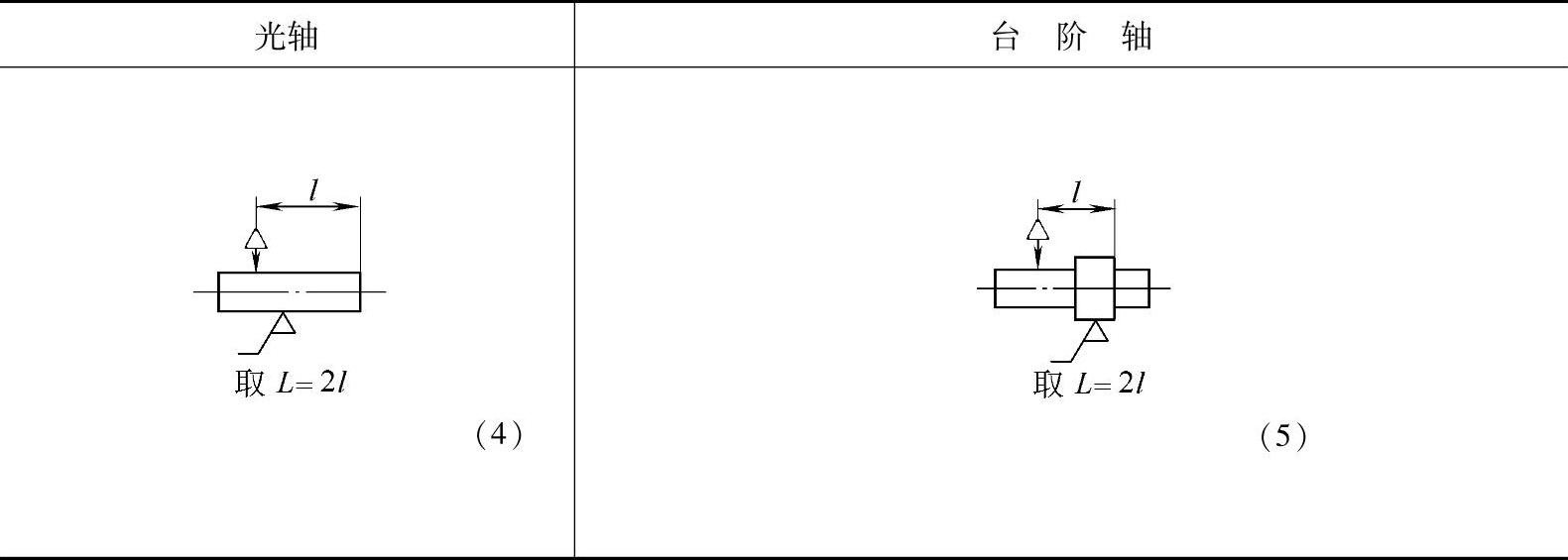
注:轴类零件的加工中,受力变形与其长度和装夹方式(顶尖或卡盘)有关。轴的折算长度可分为表中五种情形。(1)、(2)、(3)轴件装在顶尖间或装在卡盘与顶尖间,相当二支梁,其中(2)为加工轴的中段,(3)为加工轴的边缘(靠近端部的两段),轴的折算长度L是轴的端面到加工部分最远一端之间距离的2倍;(4)、(5)轴件仅一端夹紧在卡盘内,相当于悬臂梁,其折算长度是卡爪端面到加工部分最远一端之间距离的2倍。
(2)粗车及半精车外圆加工余量及偏差(表6-9)
表6-9 粗车及半精车外圆加工余量及偏差 (单位:mm)

注:加工带凸台的零件时,其加工余量要根据零件的最大直径来确定。
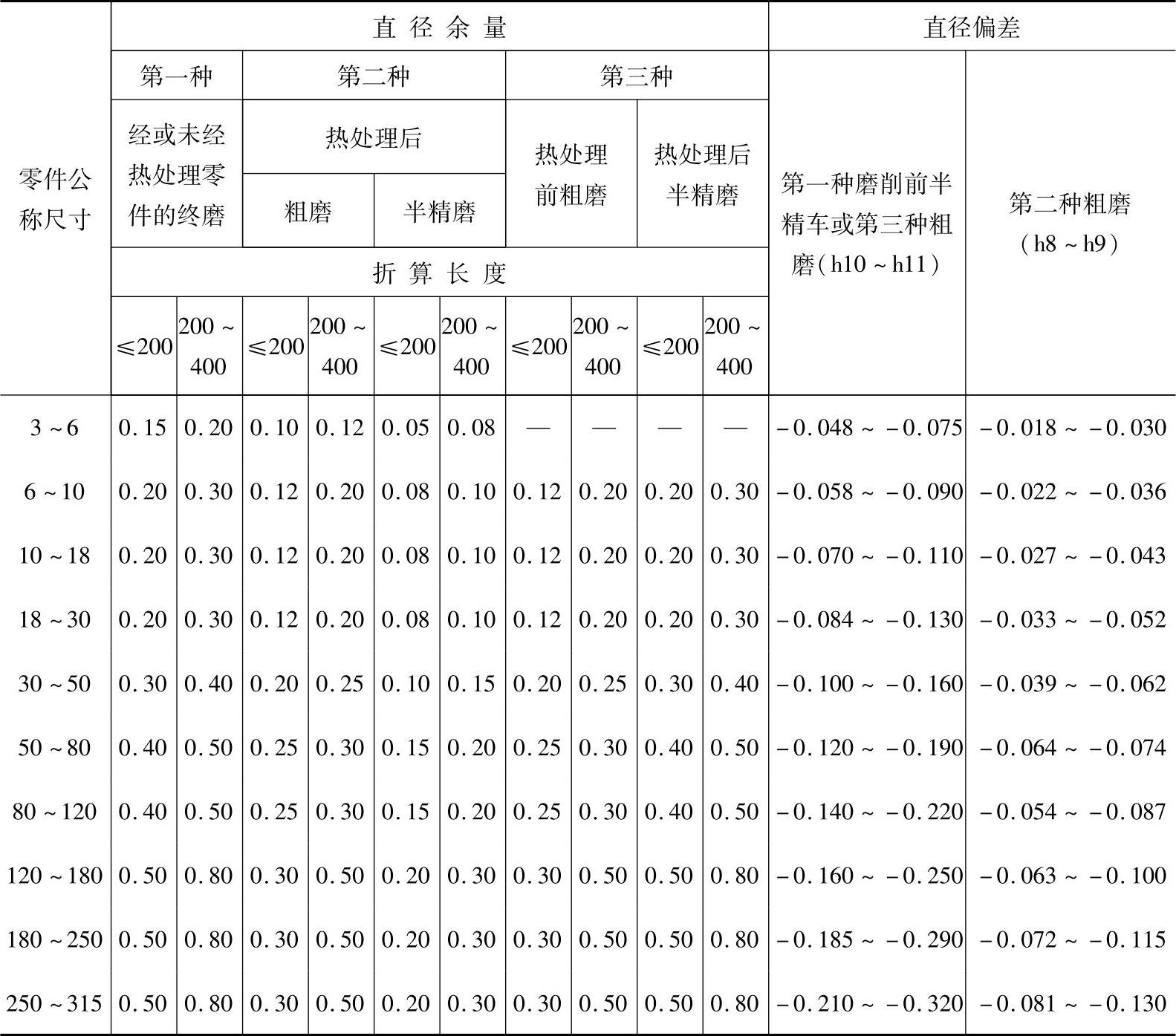
(3)半精车后磨外圆加工余量及偏差(表6-10)
表6-10 半精车后磨外圆加工余量及偏差 (单位:mm)
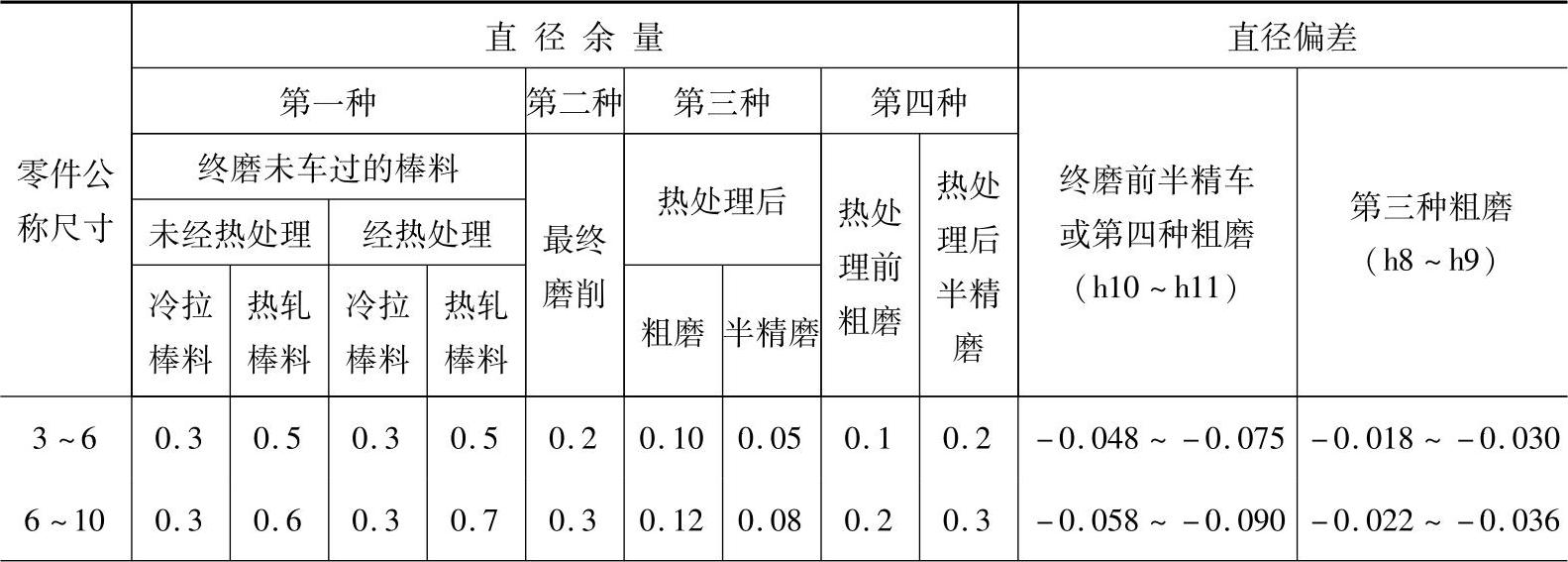
(4)无心磨外圆加工余量及偏差(表6-11)
表6-11 无心磨外圆加工余量及偏差 (单位:mm)
(续)
 (https://www.xing528.com)
(https://www.xing528.com)
(5)用金刚石刀精车外圆加工余量(表6-12)
表6-12 用金刚石刀精车外圆加工余量 (单位:mm)

注:1.如果采用两次车削(半精车及精车),则精车的加工余量为0.1mm。
2.精车前零件加工的公差按h9、h8决定。
3.本表所列的加工余量适用于零件长度为直径的3倍为限。超过此限时,加工余量应适当加大。
(6)研磨外圆加工余量(表6-13)
表6-13 研磨外圆加工余量 (单位:mm)
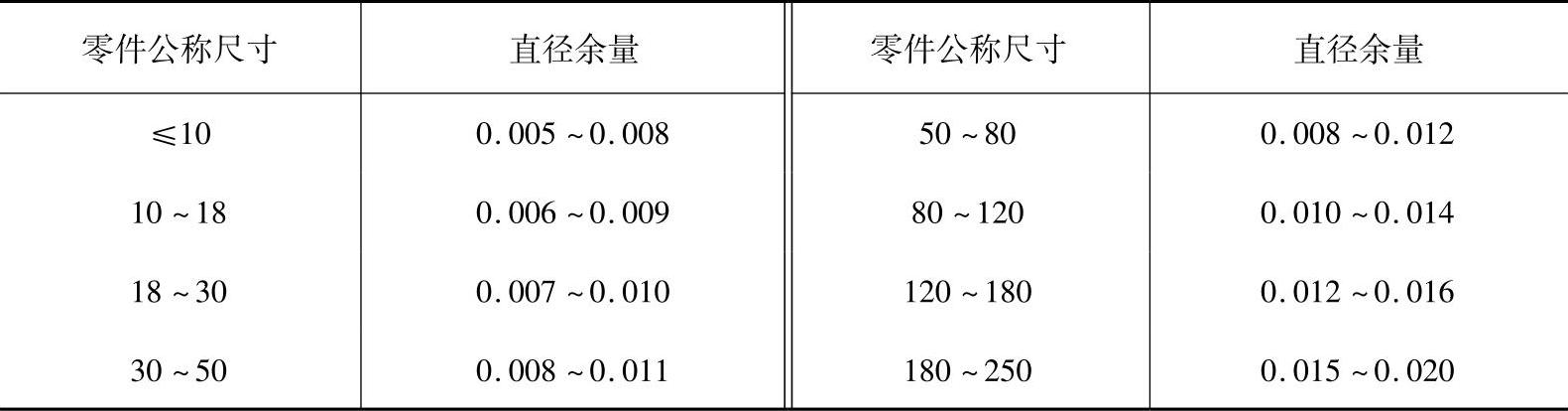
注:经过精磨的零件,其手工研磨余量为3~8μm,机械研磨余量为8~15μm。
(7)抛光外圆加工余量(表6-14)
表6-14 抛光外圆加工余量 (单位:mm)

注:抛光前的公差等级为IT7级。
(8)超精加工余量(表6-15)
表6-15 超精加工余量

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。