



5.4.3.1 钻夹具
(1)固定式钻夹具
图5-32所示夹具在圆柱轴上加工一径向孔。
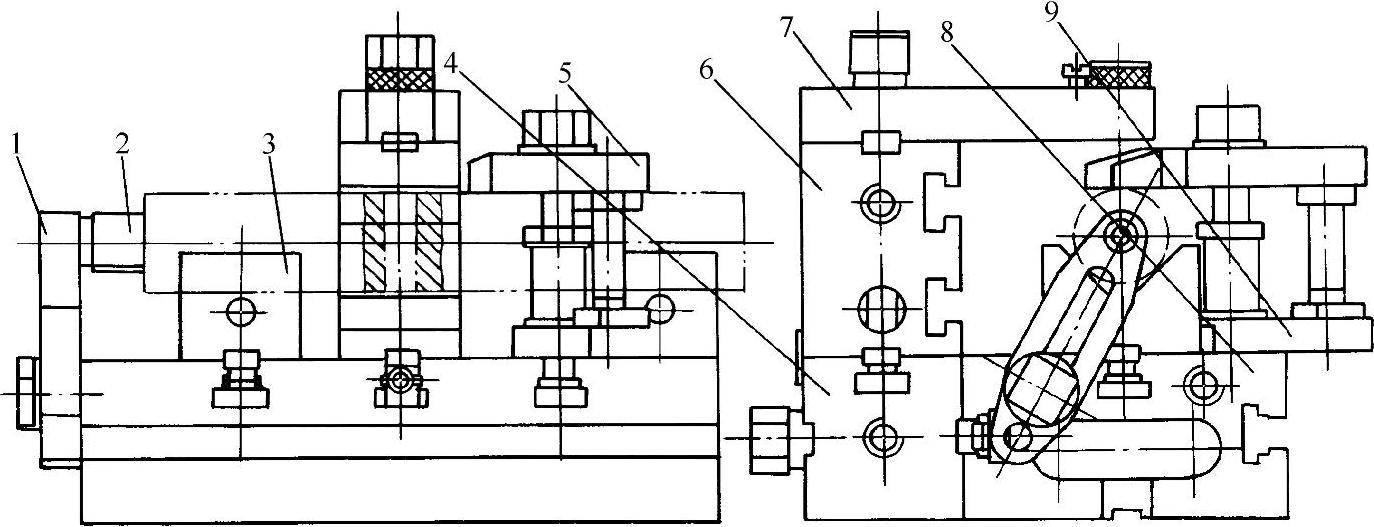
图5-32 固定式钻模
1—连接板 2—平面支钉帽 3—V形支承 4、6—长方支承 5—伸长压板 7—钻模板 8—基础板 9—平压板
(2)移动式钻夹具
如图5-33所示,钻模中的方形支承在基础板上可平行移动,将工件装夹在方支承上紧固,并利用方支承的槽距40mm,通过定位心轴进行尺寸控制,加工6×Φ9mm通孔。
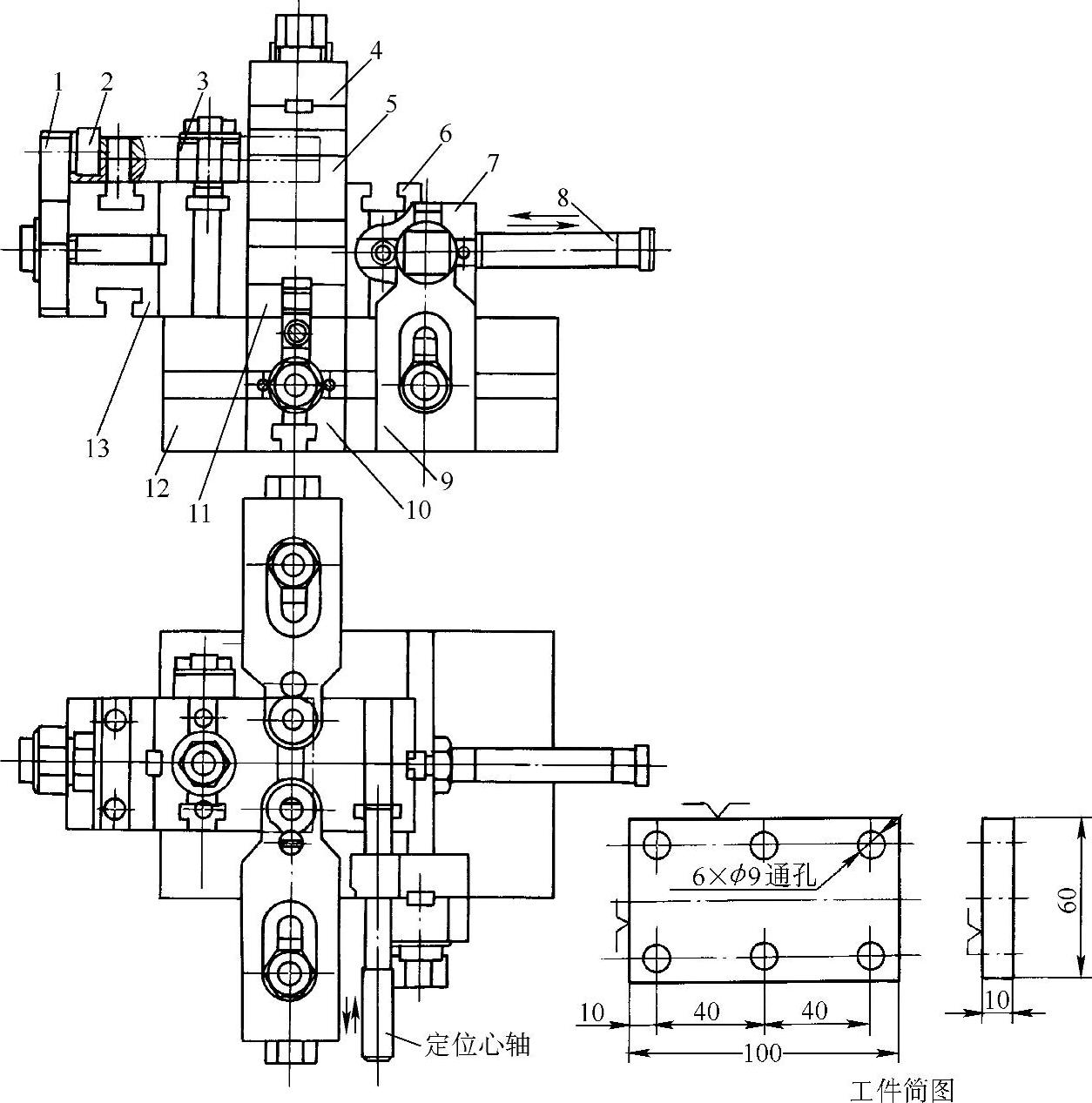
图5-33 移动式钻模
1—连接板 2—平面支钉帽 3—平压板 4、7、9—钻模板 5、10、11—长方支承 6、13—方支承 8—滚花手柄 12—基础板
(3)翻转式钻夹具
图5-34所示为180°翻转式钻模,用于加工支架上180°方向上相对的Φ12+0.050mm孔,当一个方向上的两孔钻削完成后,将钻模翻转180°就可钻另一方向上的两个孔。
(4)盖板式钻夹具
1)图5-35所示为用组合夹具元件组装的直线坐标盖板式钻模。
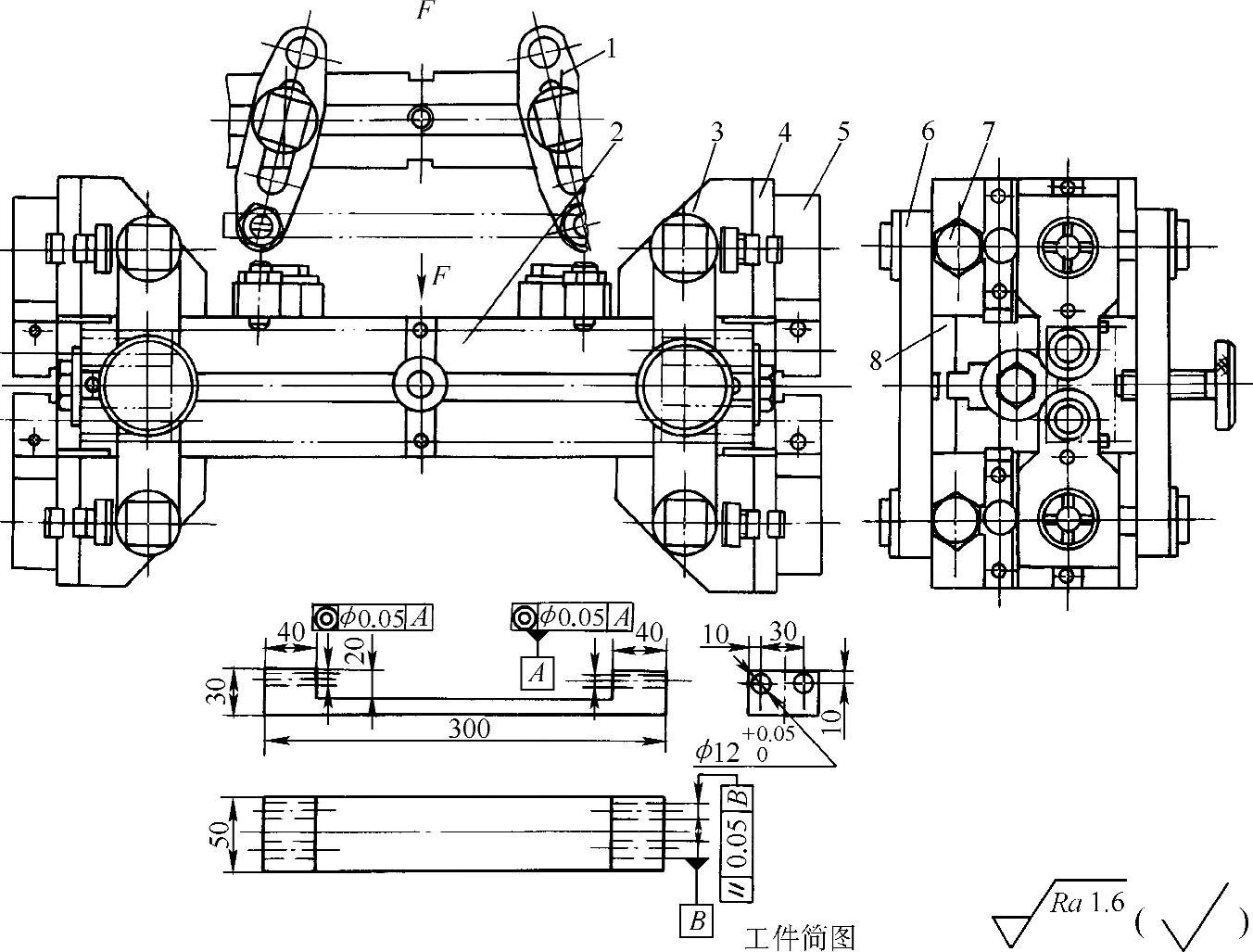
图5-34 翻转式钻模
1—连接板 2—伸长板 3—加肋角铁 4—长方支承 5—钻模板 6—回转压板 7—平面支钉帽 8—方支承
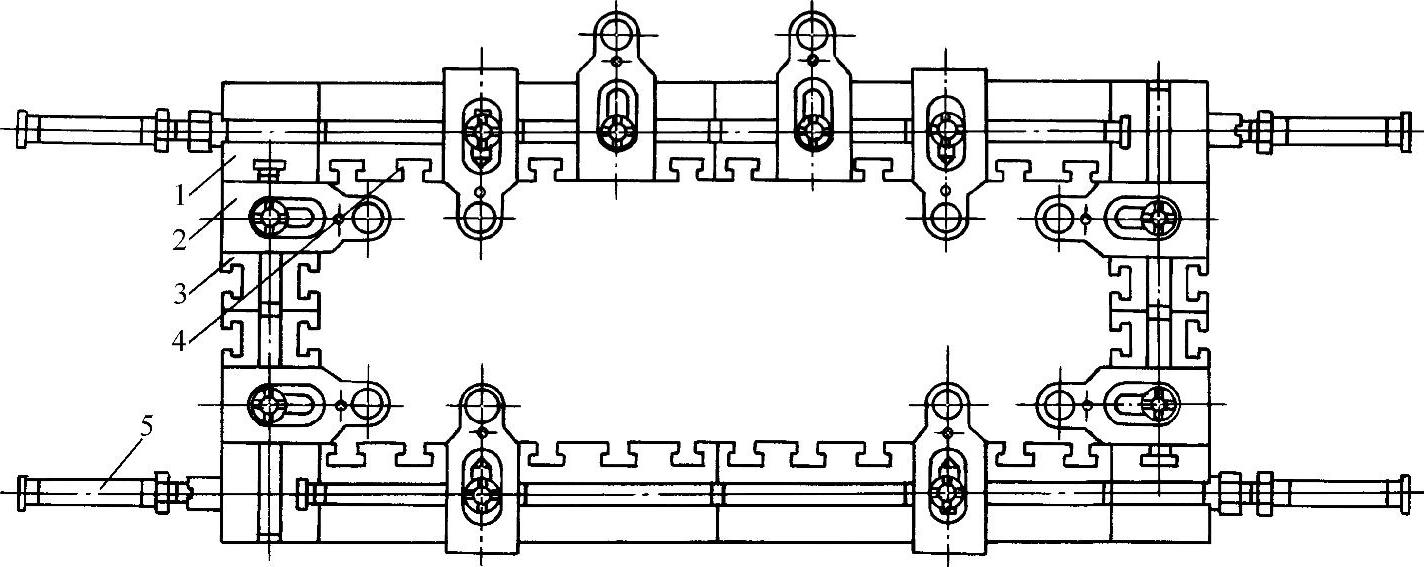
图5-35 直线坐标盖板式钻模
1、3、4—方支承 2—钻模板 5—滚花手柄
2)图5-36所示为用组合夹具元件组装的圆周等分盖板式钻模。
(5)回转式(分度式)钻夹具
1)图5-37是利用组合夹具元件中的圆形基础板的等分槽来实现分度,对工件端面圆周孔进行钻削加工的立轴回转式钻模。
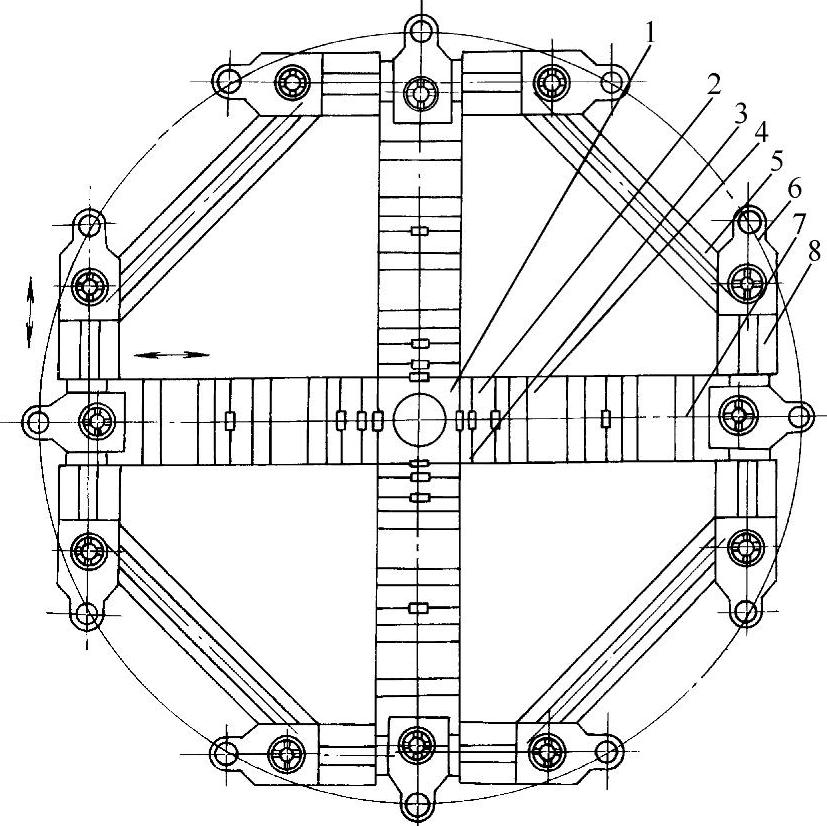
图5-36 圆周等分盖板式钻模
1—方支座 2、3、4、7—方支承 5—连接板 6—钻模板 8—长方支承
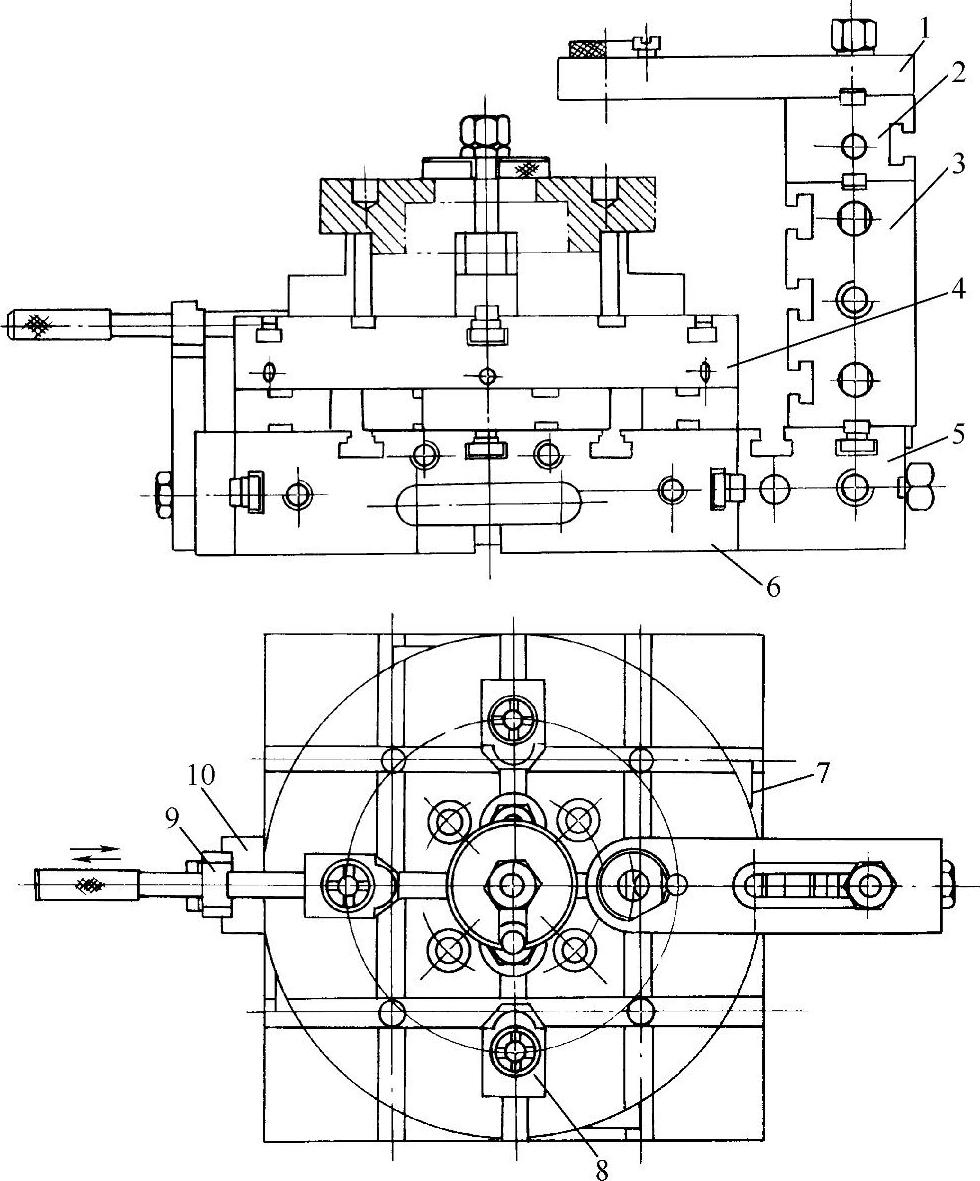
图5-37 立轴回转式钻模
1、9—钻模板 2、3、5—长方支承 4—圆基础板 6—基础板 7—紧固支承 8—可调定位支承 10—导向支承
2)图5-38是利用工件已加工的孔自行定位分度,钻削径向等分孔的钻模。
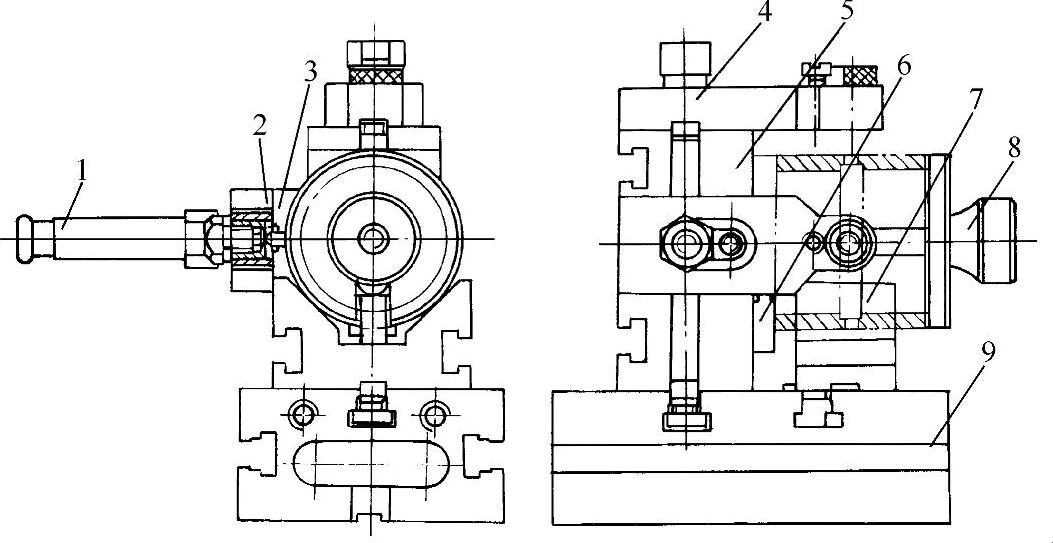
图5-38 分度式钻模
1、8—滚花手柄 2、4—钻模板 3—长方支承 5—方支承 6—紧固支承 7—V形支承 9—长方基础板
5.4.3.2 车夹具
(1)一般性车夹具
图5-39是一般性车夹具的结构形式,常用来加工工件的平面、凸台、螺纹及孔等。组装结构比较简单。
(2)弯板式车夹具
图5-40是车削活塞横孔的弯板式车夹具。组装时,一般用基础角铁,或用基础板与支承组成的弯板结构,但在组装中应注意弯板平面与圆形基础板平面之间的垂直度。
(3)移动式车夹具
图5-41是车削泵体两孔(孔距为30+0.020mm)移动式车夹具。工件以底面和外圆定位在长方基础板上并夹紧。车削一孔后,工件与长方基础板一同沿圆基础板中间槽移动距离30mm后(用长方基础板上的钻模板与固定在圆基础板上的钻模板和一偏心钻模板控制尺寸),再车另一孔。
(4)回转式车夹具(https://www.xing528.com)
图5-42是加工一泵体偏心孔(偏心距为45mm±0.01mm)的回转式夹具。工件以凸台和端面定位在小圆基础板上并夹紧,小圆基础板与大圆基础板有(22.5±0.01)mm的偏心组合,即形成距工件旋转中心为(22.5±0.01)mm的偏心距。这样加工完一孔后,将夹持工件的圆基础板回转180°后,定位夹紧后,即可加工另一孔。
(5)角度式车夹具
图5-43是角度式车夹具。当被加工工件的主基准面与凸台或孔成一夹角时,常采用这种组装结构。
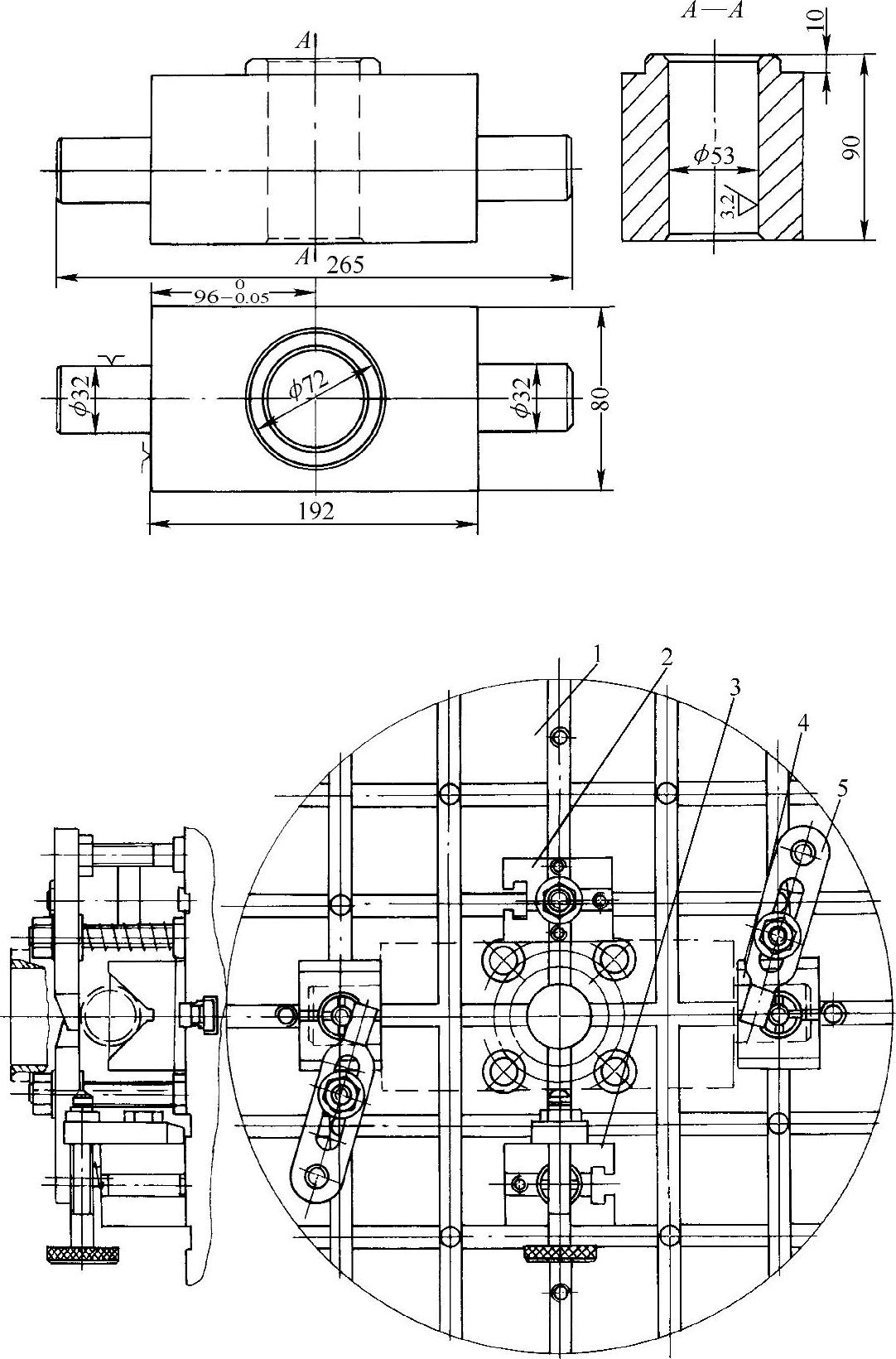
图5-39 一般性车夹具
1—圆基础板 2、3—长方支承 4—V形支承 5—伸长压板
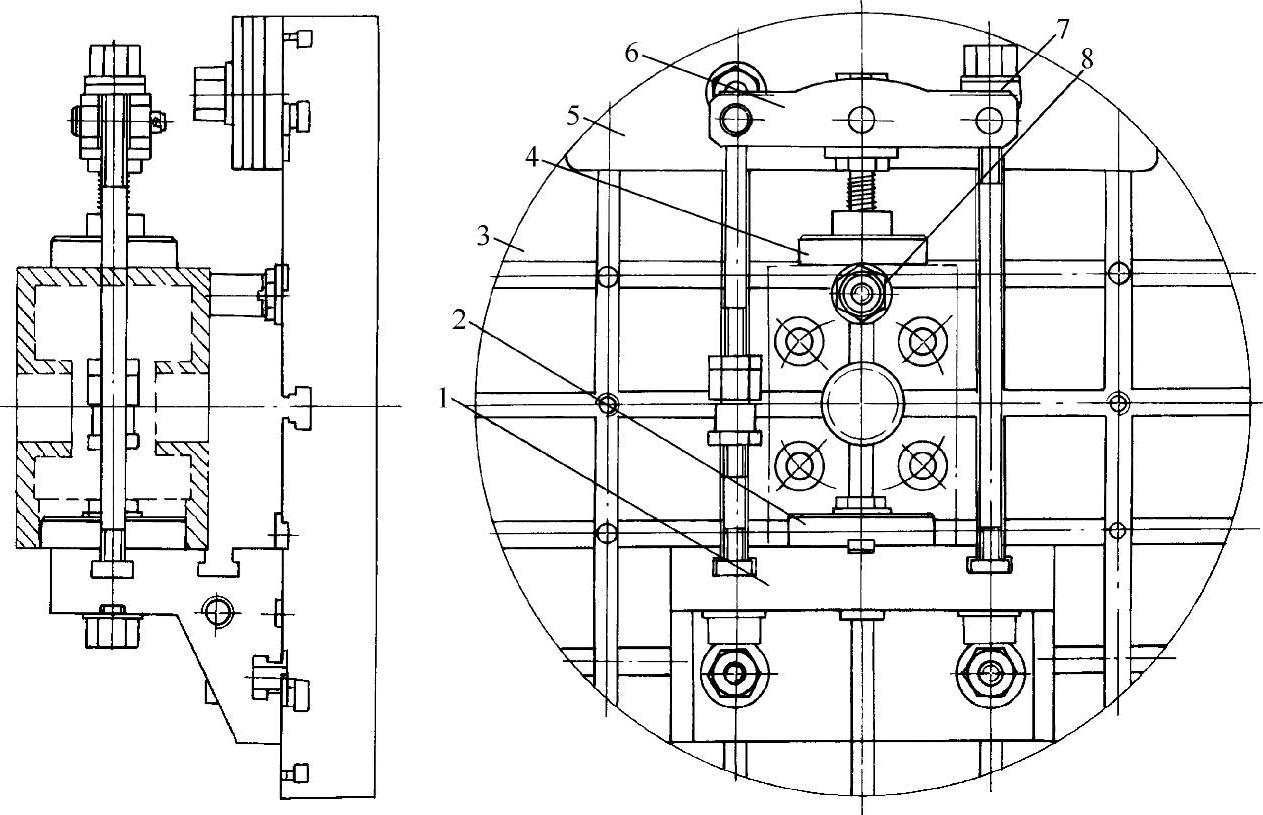
图5-40 弯板式车夹具
1—宽角铁 2—圆定位盘 3—圆基础板 4—摆动头 5—平衡铁 6—铰链压板 7—球面垫圈 8—厚圆螺母
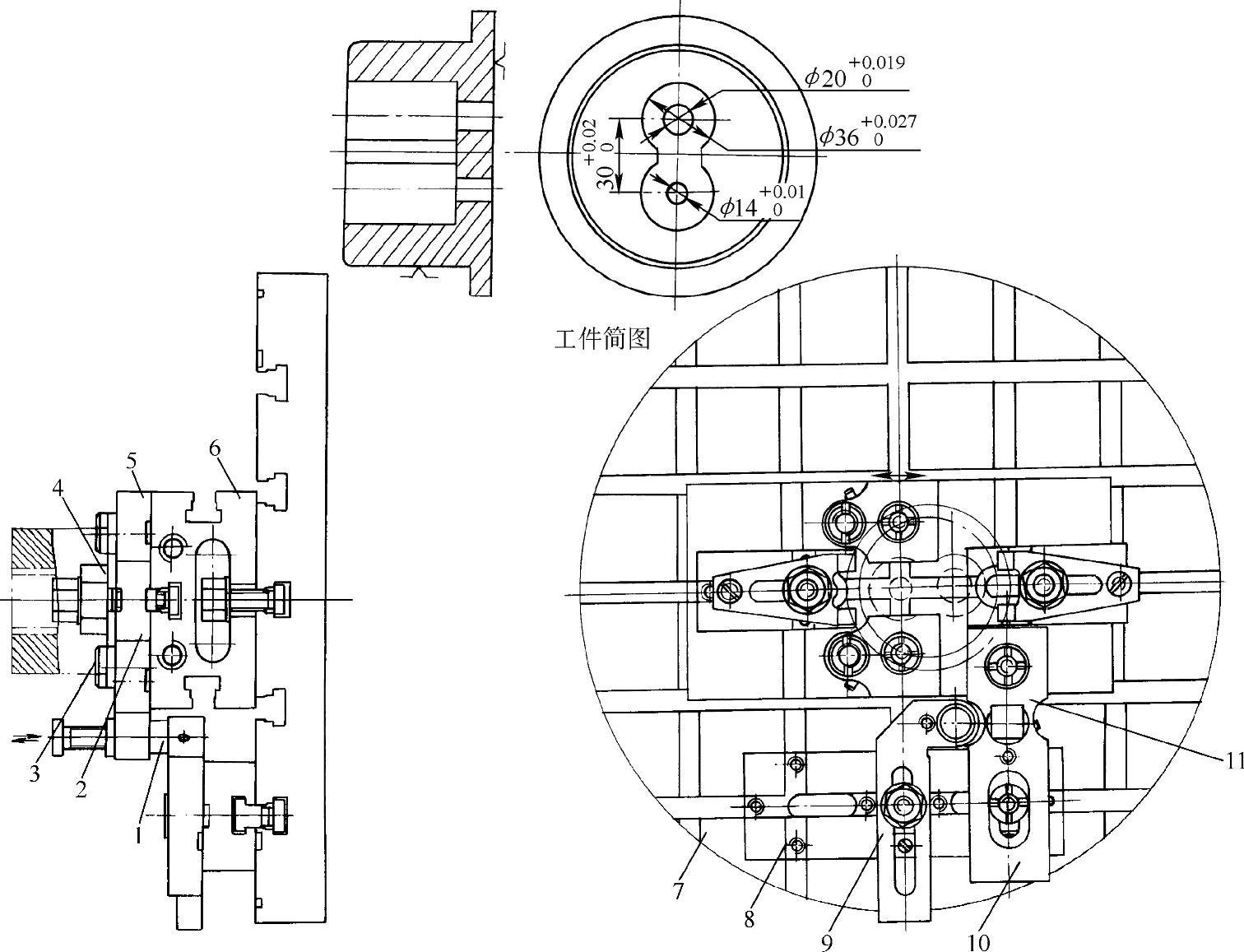
图5-41 移动式车夹具
1、3—圆定位销 2—紧固支承 4—叉压板 5、10、11—钻模板 6—长方基础板 7—圆基础板 8—伸长板 9—偏心钻模板
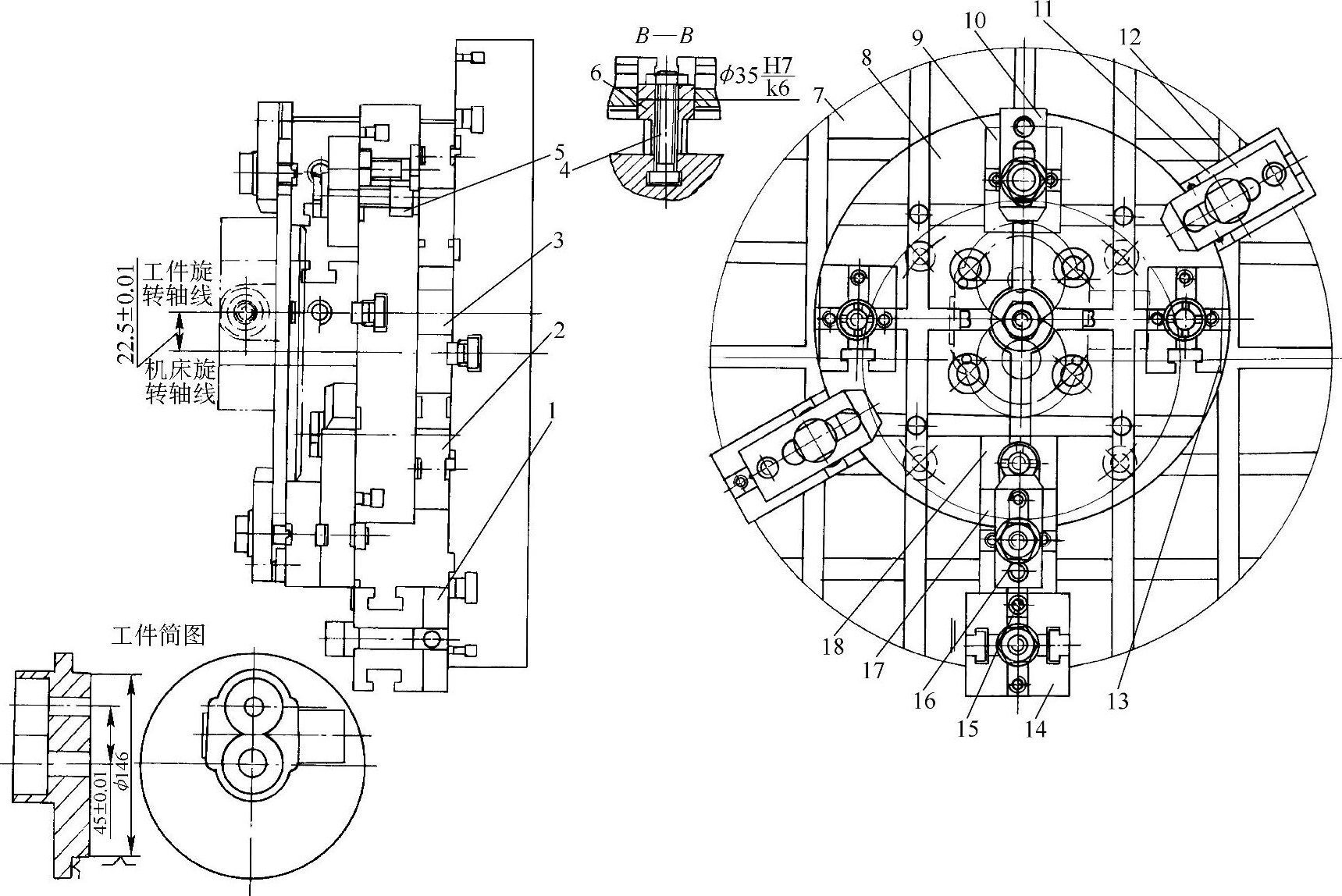
图5-42 回转式车夹具
1、14—方支承 2、3、11、18—紧固支承 4—螬用螺栓 5—特厚螺母 6—固定位销 7、8—圆基础板 9、13、17—长方支承 10、12、16—平压板 15—定位键
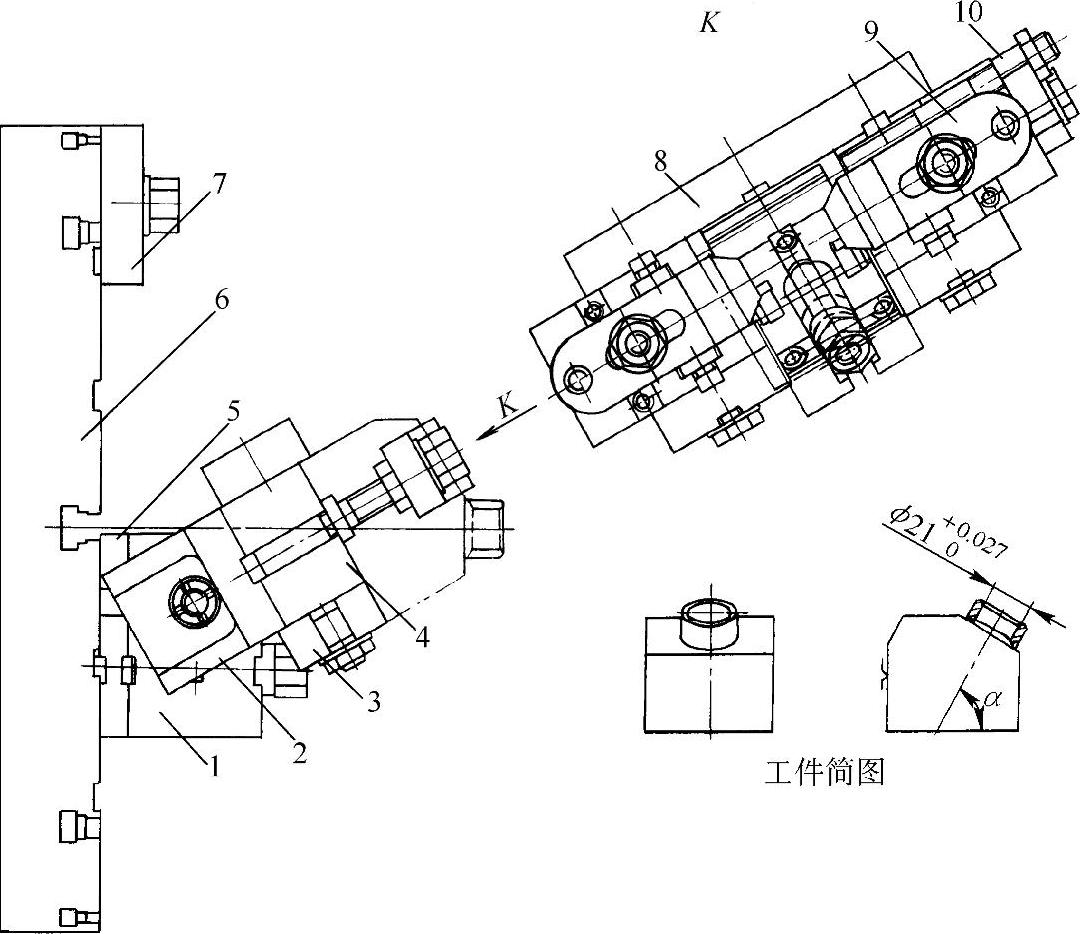
图5-43 角度式车夹具
1、3、4、5—长方支承 2—加肋角铁 6—圆基础板 7—平衡铁 8—中孔钻模板 9—弯压板 10—连接板
5.4.3.3 铣、刨夹具
1)杠杆类工件铣平面夹具(图5-44)工件以一平面和一圆柱销、一菱形销定位,开口垫圈或伸长压板夹紧,铣耳部平面。
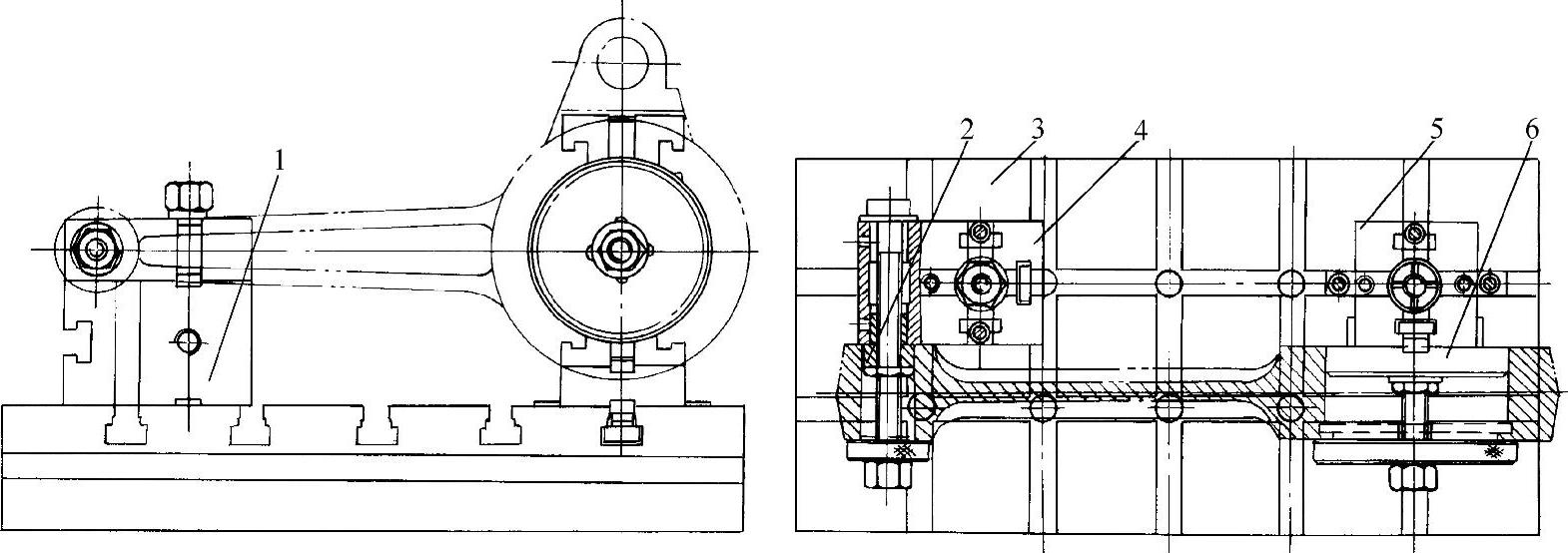
图5-44 铣平面夹具
1—长方支承 2—菱形定位销 3—长方基础板 4—定位支承 5—方支承 6—圆定位盘
2)杠杆类工件铣槽夹具(图5-45)定位方法与图5-44相同。
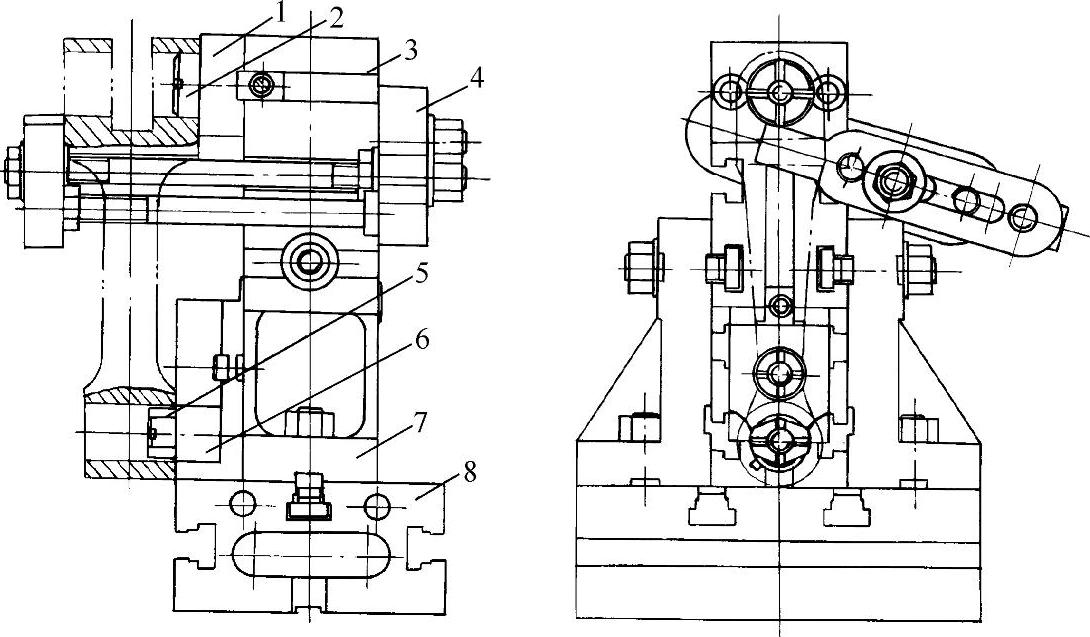
图5-45 铣槽夹具
1—中孔钻模板 2—圆定位销 3—方支承 4—伸长压板 5—菱形销 6—钻模板 7—支撑角铁 8—长方基础板
3)图5-46是加工斜平面铣、刨夹具。采用角度支承调整所需的倾斜角,以支承角铁,T形定位键和平压板定位夹紧。
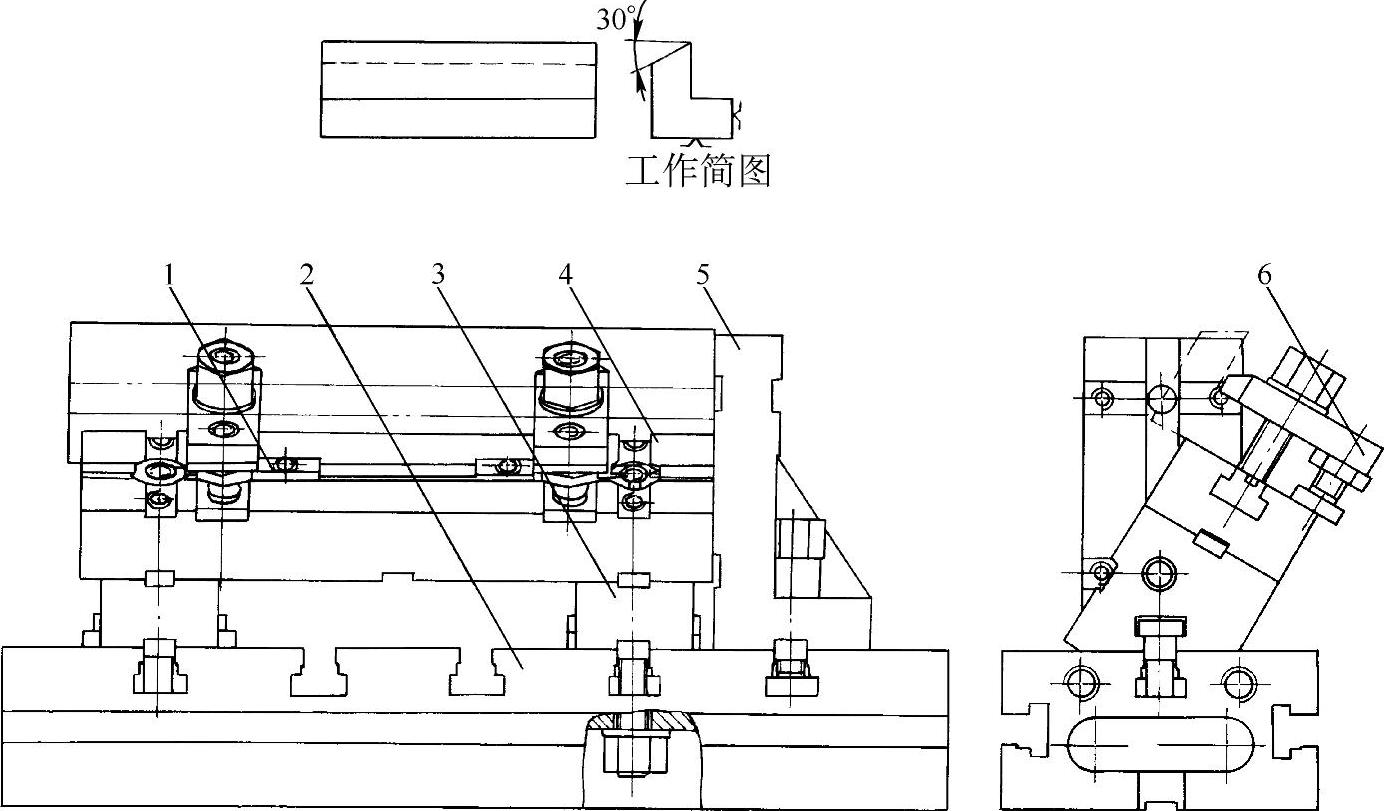
图5-46 铣、刨斜平面夹具
1—T形定位键 2—长方基础板 3—角度支承 4—伸长板 5—支撑角铁 6—平压板
5.4.3.4 磨夹具
1)图5-47是由角度支承组成的磨斜平面夹具。
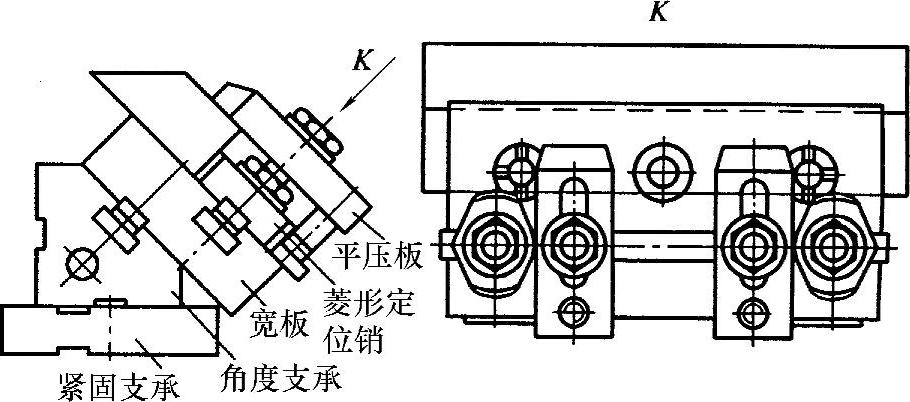
图5-47 用角度支承组成的磨斜平面夹具
2)图5-48是由角度支承和三菱支座组成的磨三等分平面的夹具。
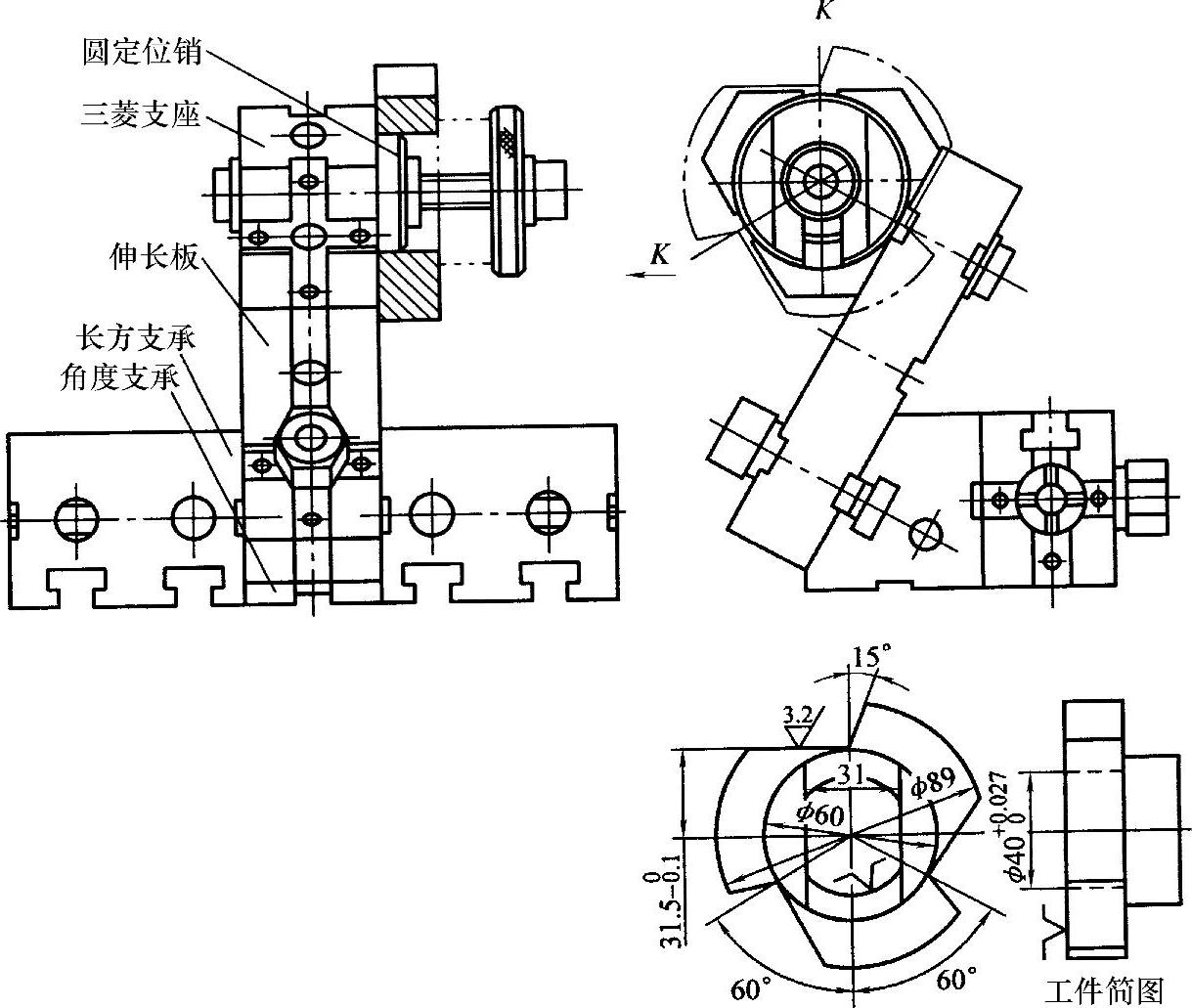
图5-48 用角度支承和三菱支座组成磨120°夹具
5.4.3.5 镗模
图5-49是用组合夹具元件组装的C618车床、床头箱镗模。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。