



5.2.3.1定位件(表5-42~表5-53)
表5-42 固定式定位销(JB/T 8014.1—1999) (单位:mm)

(续)
注:D的公差带按设计要求决定。
表5-43 可换定位销(JB/T 8014.3—1999) (单位:mm)
(续)

注:D的公差带按设计要求决定。
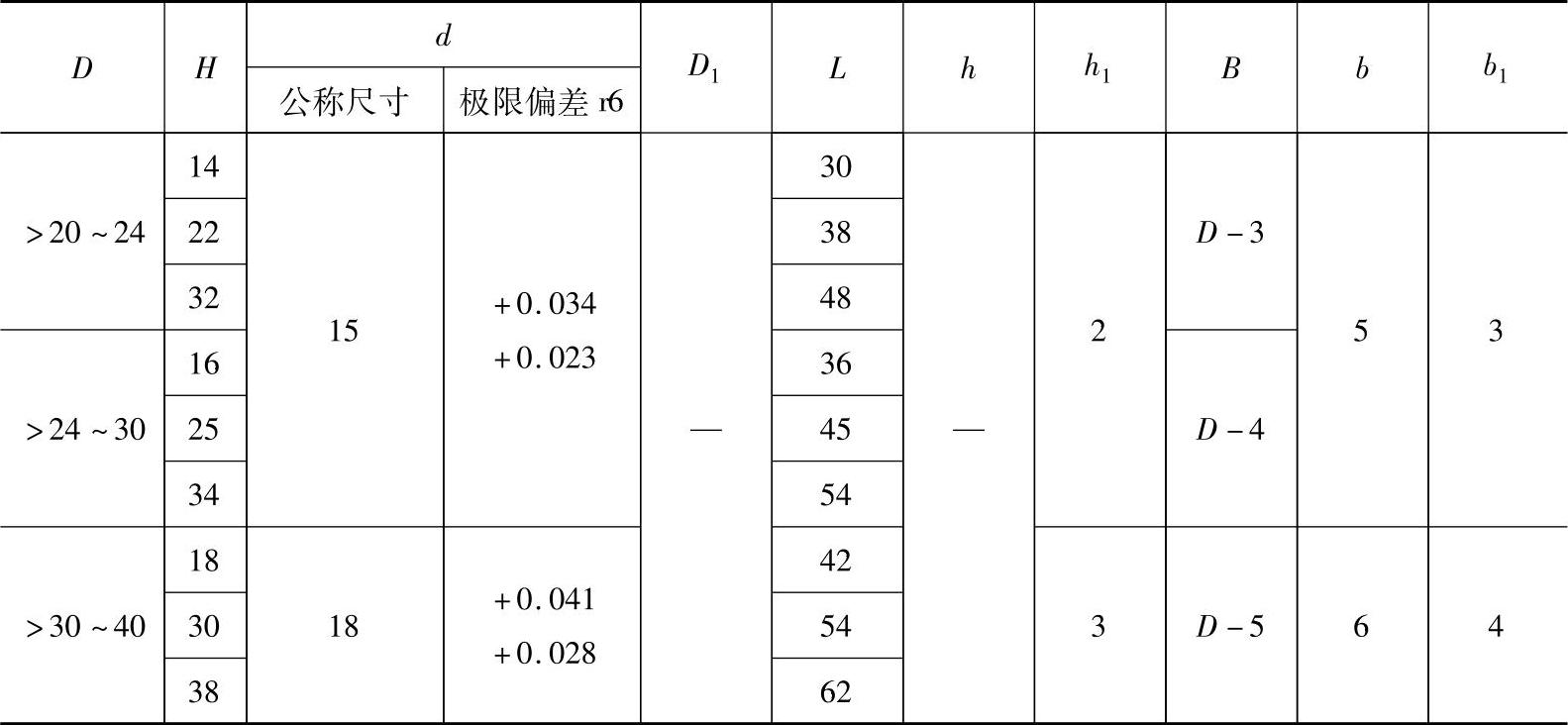
表5-44 小定位销(JB/T 8014.1—1999) (单位:mm)

(续)

注:D的公差按设计要求决定。
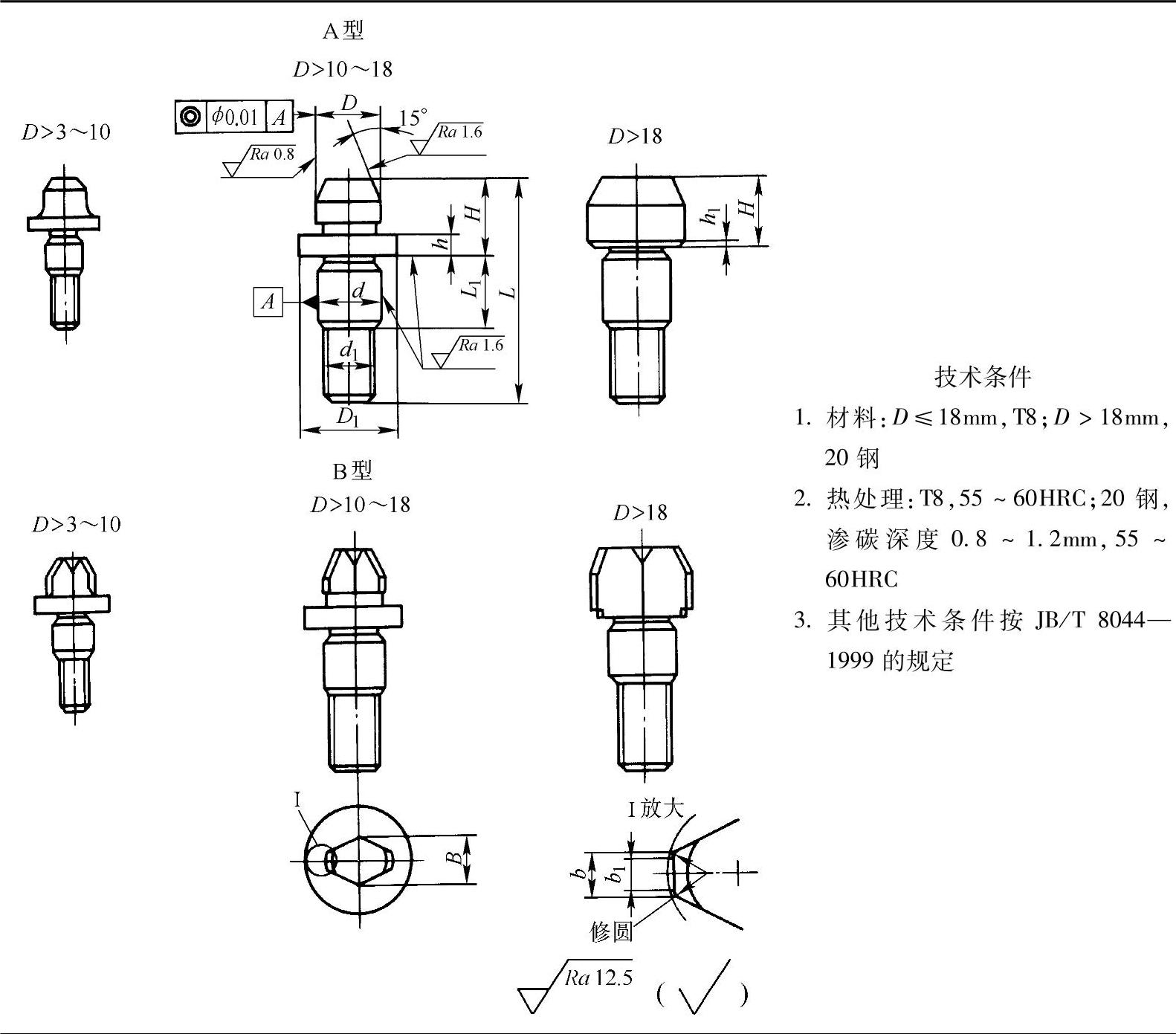
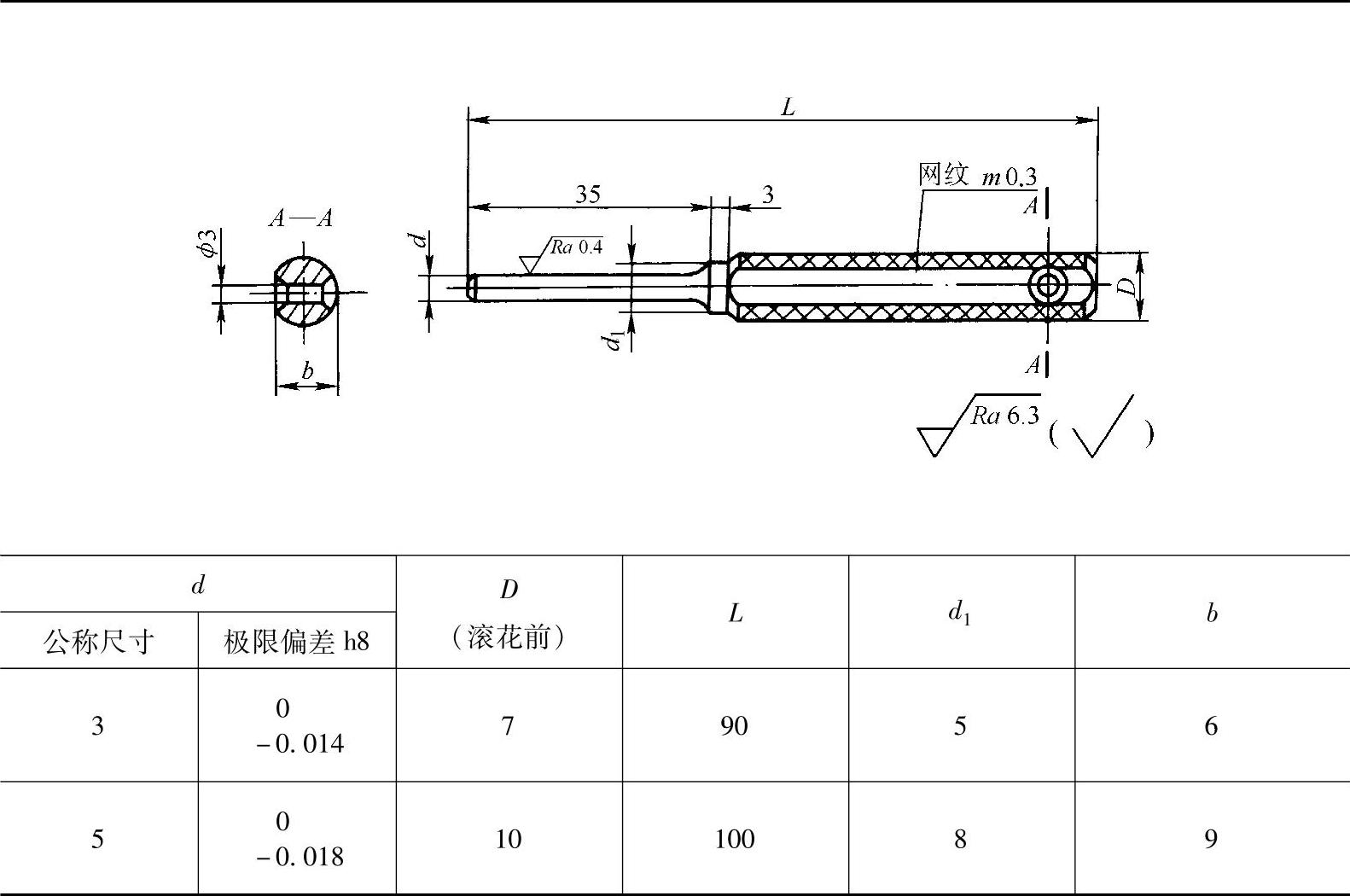
表5-45 定位插销(JB/T 8015—1999) (单位:mm)
(续)

注:d′的公差带按设计要求确定。
表5-46 定位键(JB/T 8016—1999) (单位:mm)

注:1.尺寸B1留磨量0.5mm按机床T形槽宽度配作,公差带为h6或h8。
2.括弧内尺寸尽量不采用。
表5-47 定向键(JB/T 8017—1999) (单位:mm)

注:1.尺寸B1留磨量0.5mm按机床T形槽宽度配作,公差带为h6或h8。
2.括弧内尺寸尽量不采用。
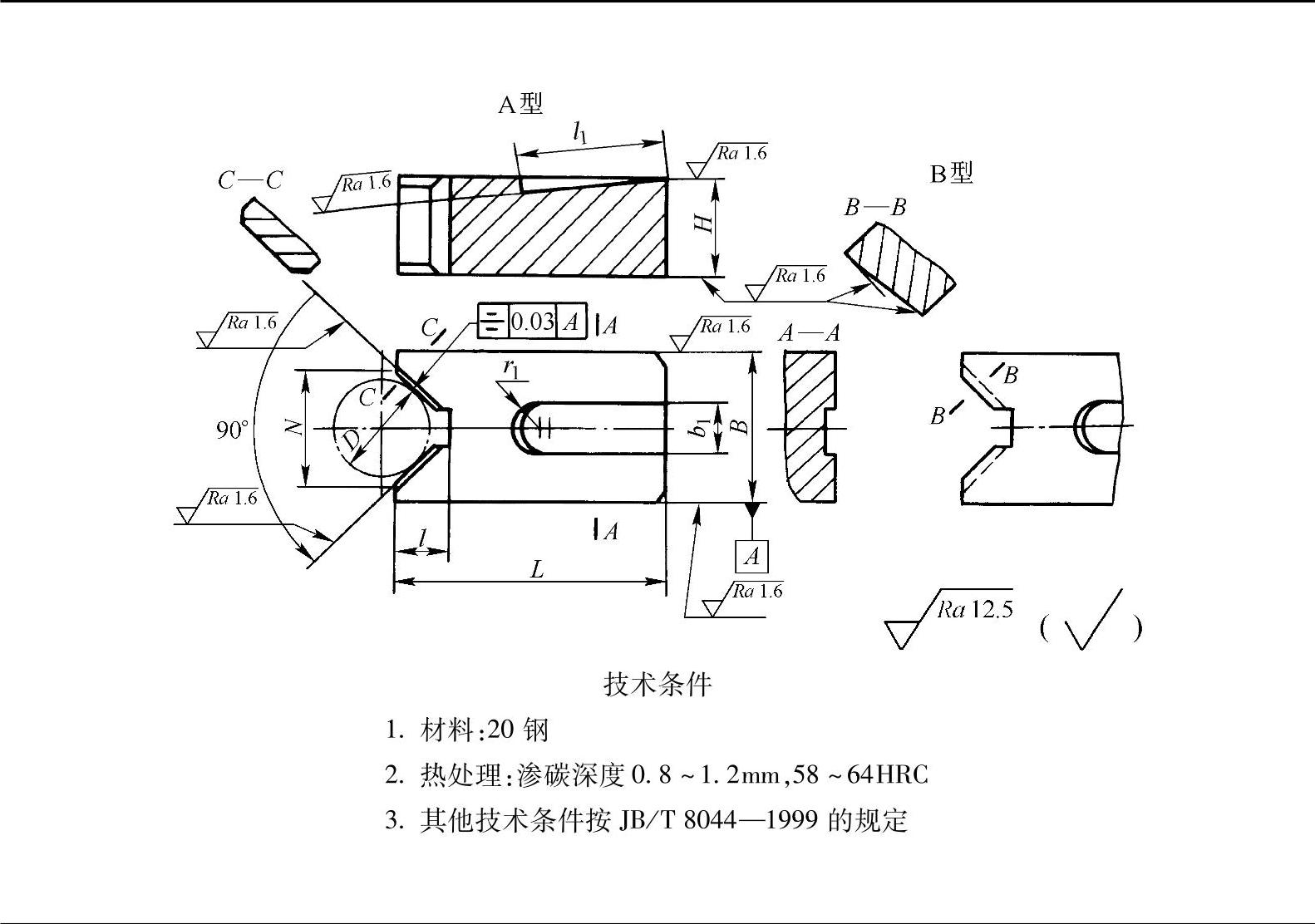
表5-48 V形块(JB/T 8018.1—1999) (单位:mm)
注:尺寸T按公式计算:T=H+0.707D-0.5N。
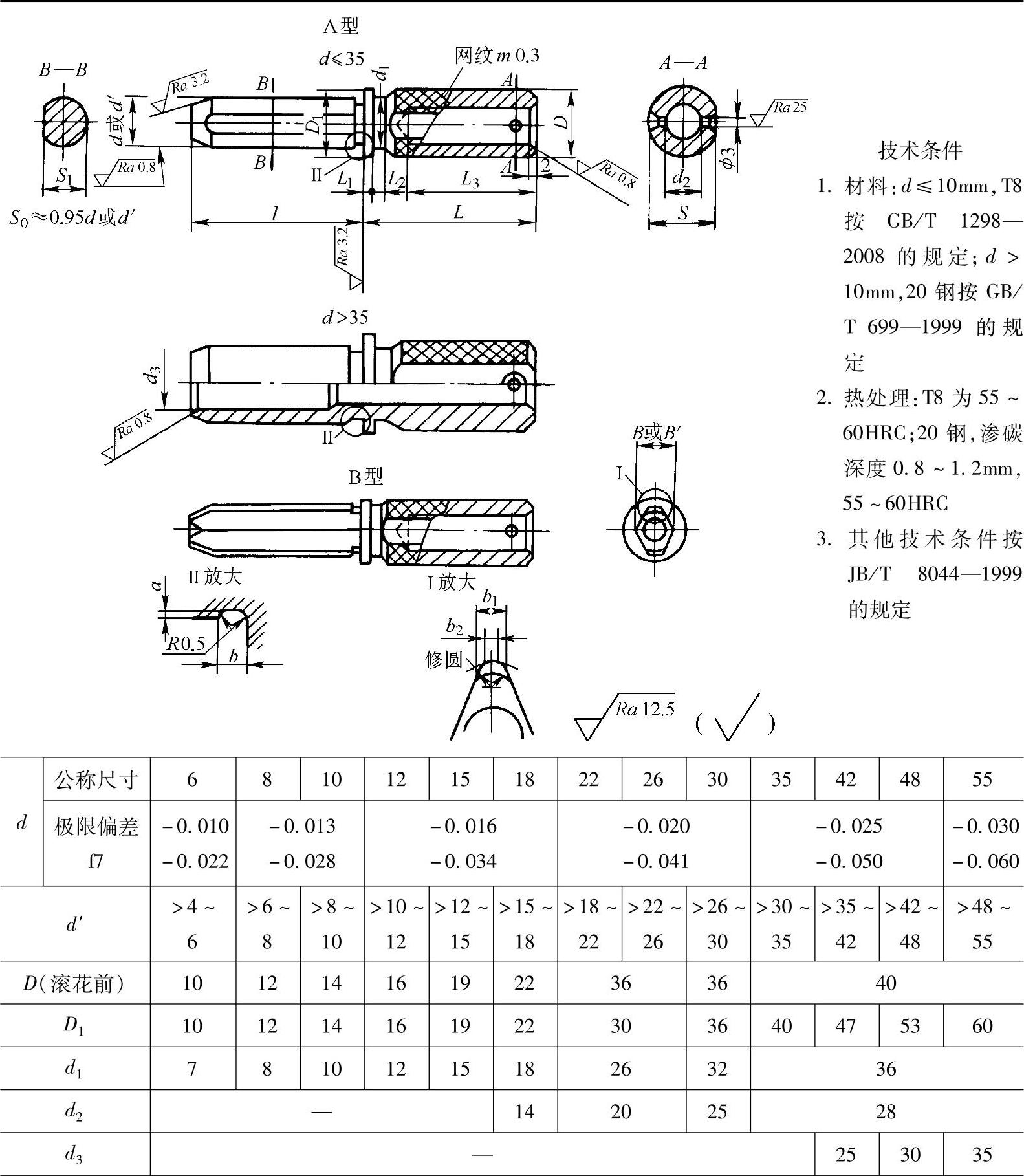
表5-49 固定V形块(JB/T 8018.2—1999) (单位:mm)

(续)

注:尺寸T按公式计算:T=L+0.707D-0.5N。
表5-50 调整V形块(JB/T 8018.3—1999) (单位:mm)
(续)
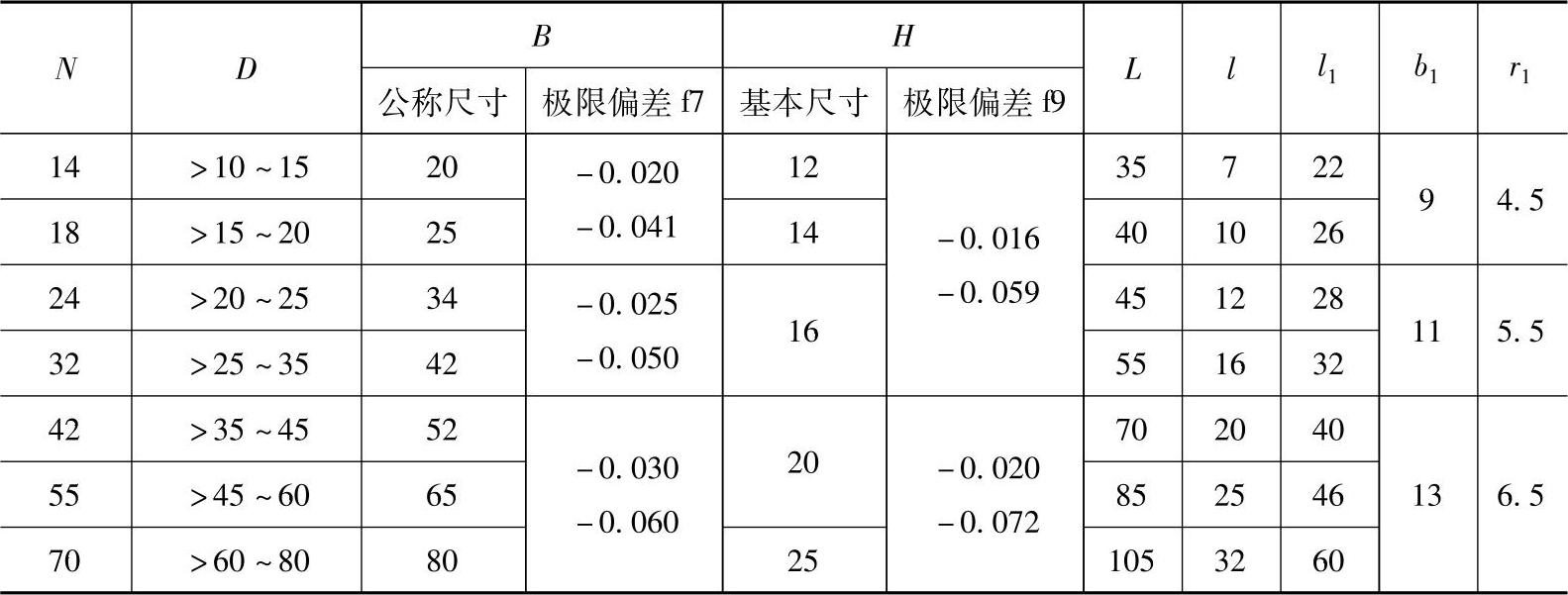
表5-51 活动V形块(JB/T 8018.4—1999) (单位:mm)
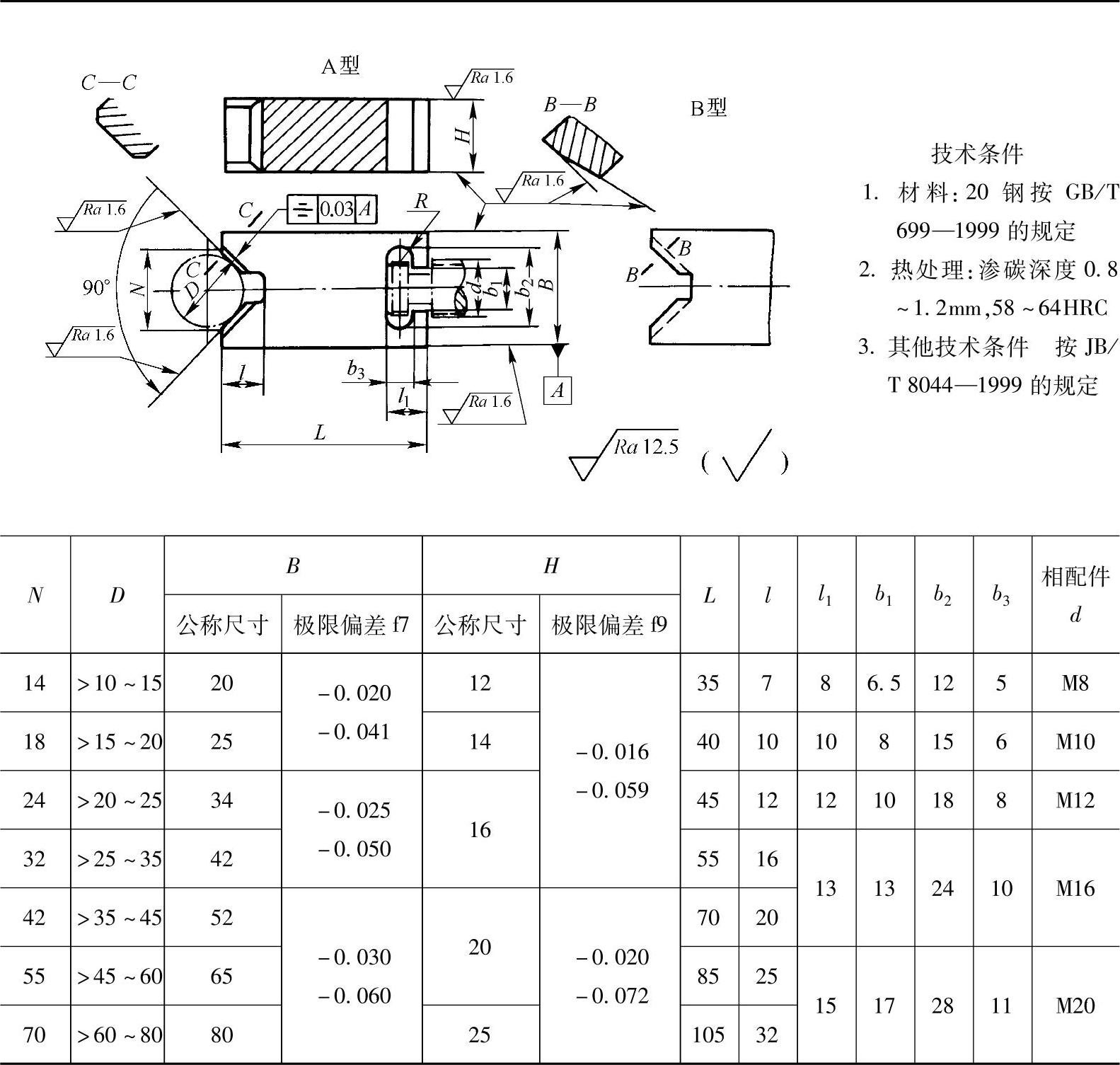
表5-52 导板(JB/T 8019—1999) (单位:mm)

表5-53 定位衬套(JB/T 8013—1999) (单位:mm)
(续)

5.2.3.2导向件[2](表5-54~表5-59)
表5-54 固定钻套(JB/T 8045.1—1999) (单位:mm)
(续)

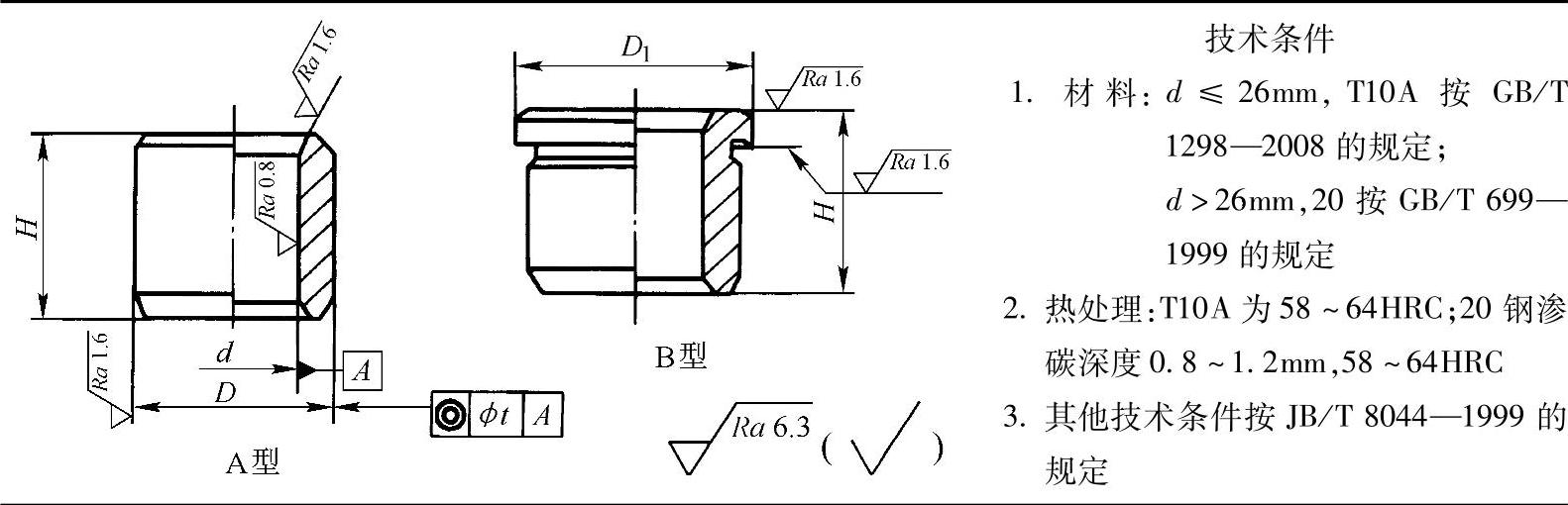
表5-55 钻套用衬套(JB/T 8045.4—1999) (单位:mm)

注:因F7为装配后公差带,零件加工尺寸需由工艺决定(需要预留收缩量时,推荐为0.006~0.012mm)。
表5-56 可换钻套(JB/T 8045.2—1999) (单位:mm)
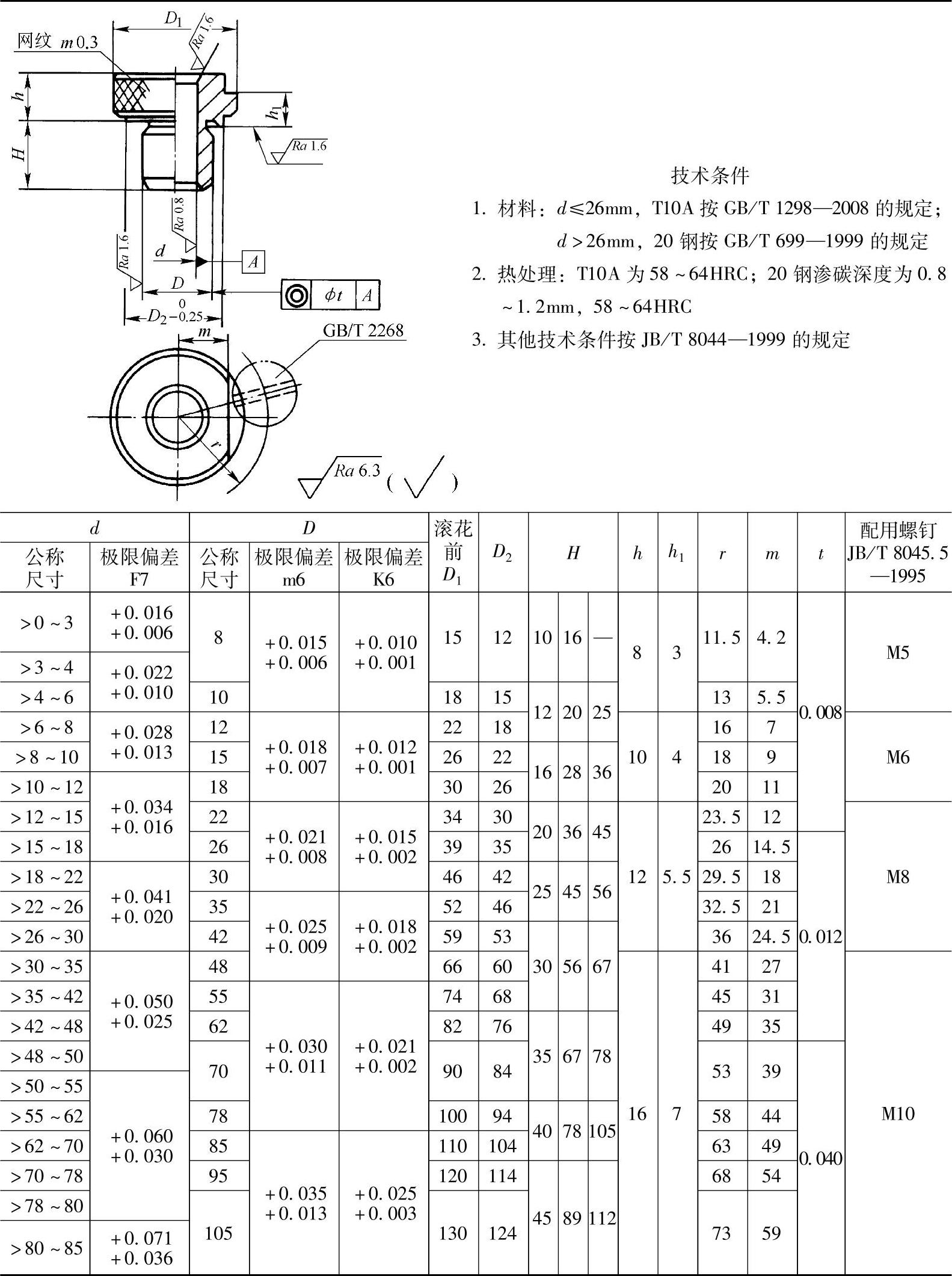
注:当作铰(扩)套使用时,d的公差带推荐如下:
采用GB/T 1132—2004铰刀,铰H7孔时,取F7;铰H9孔时,取E7。
铰(扩)其他精度孔时,公差带由设计选定。
表5-57 快换钻套(JB/T 8045.3—1999)( 单位:mm)

注:当作铰(扩)套使用时,d的公差带推荐如下:
采用GB/T 1132—2004铰刀,铰H7孔时取F7;铰H9孔时取E7。
铰(扩)其他精度孔时,公差带由设计选定。
表5-58 钻套螺钉(JB/T 8045.5—1999) (单位:mm)
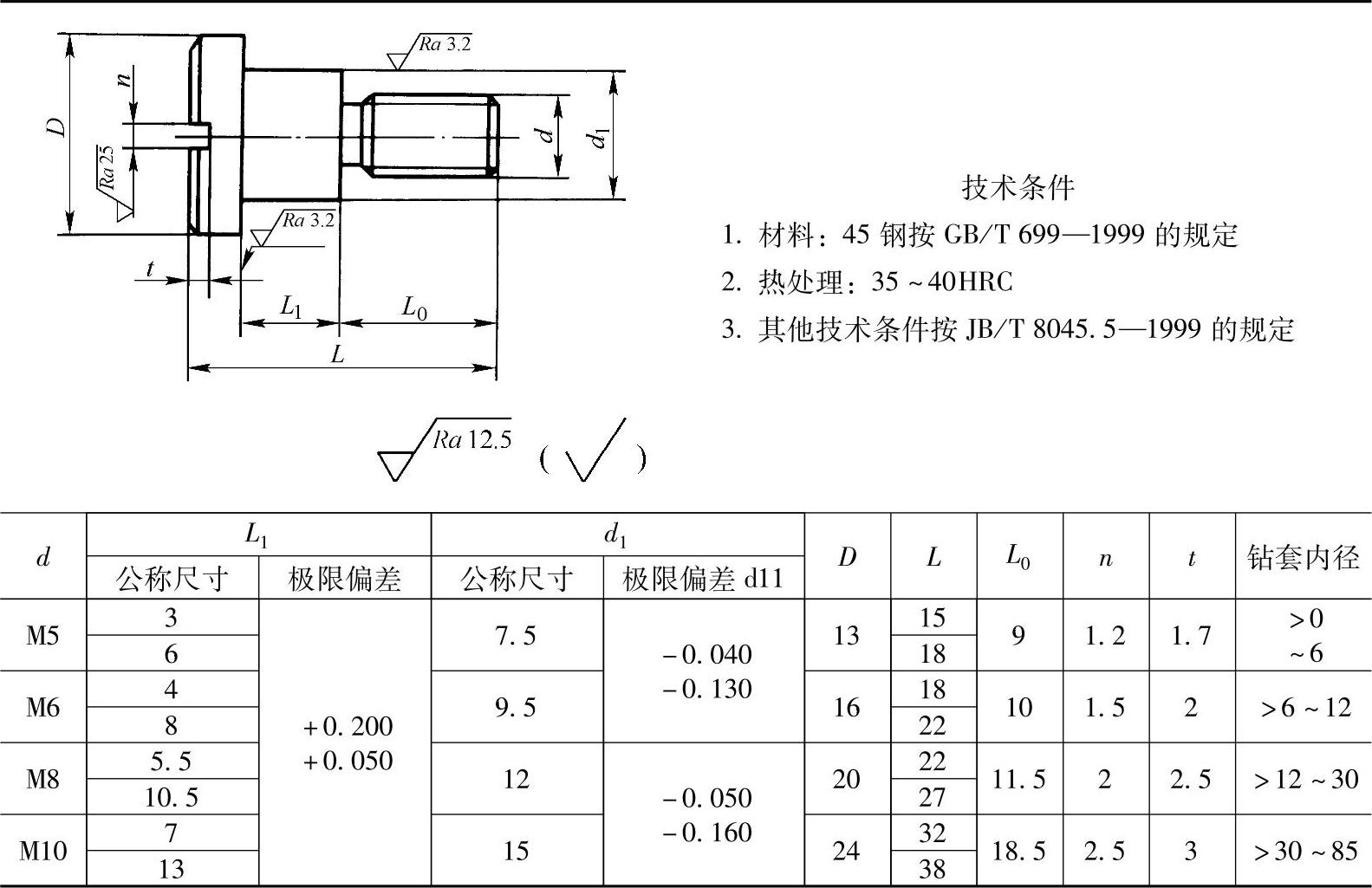
表5-59 薄壁钻套(JB/T 8013.2—1999) (单位:mm)

注:D的公差带按设计要求决定。
5.2.3.3 支承件(表5-60~表5-69)
表5-60 支承钉(JB/T 8029.2—1999) (单位:mm)

表5-61 六角头支承(JB/T 8026.1—1999) (单位:mm)

表5-62 顶压支承(JB/T 8026.2—1999) (单位:mm)
(续)

表5-63 圆柱头调节支承(JB/T 8026.3—1999) (单位:mm)
(续)

表5-64 调节支承(JB/T 8026.4—1999) (单位:mm)

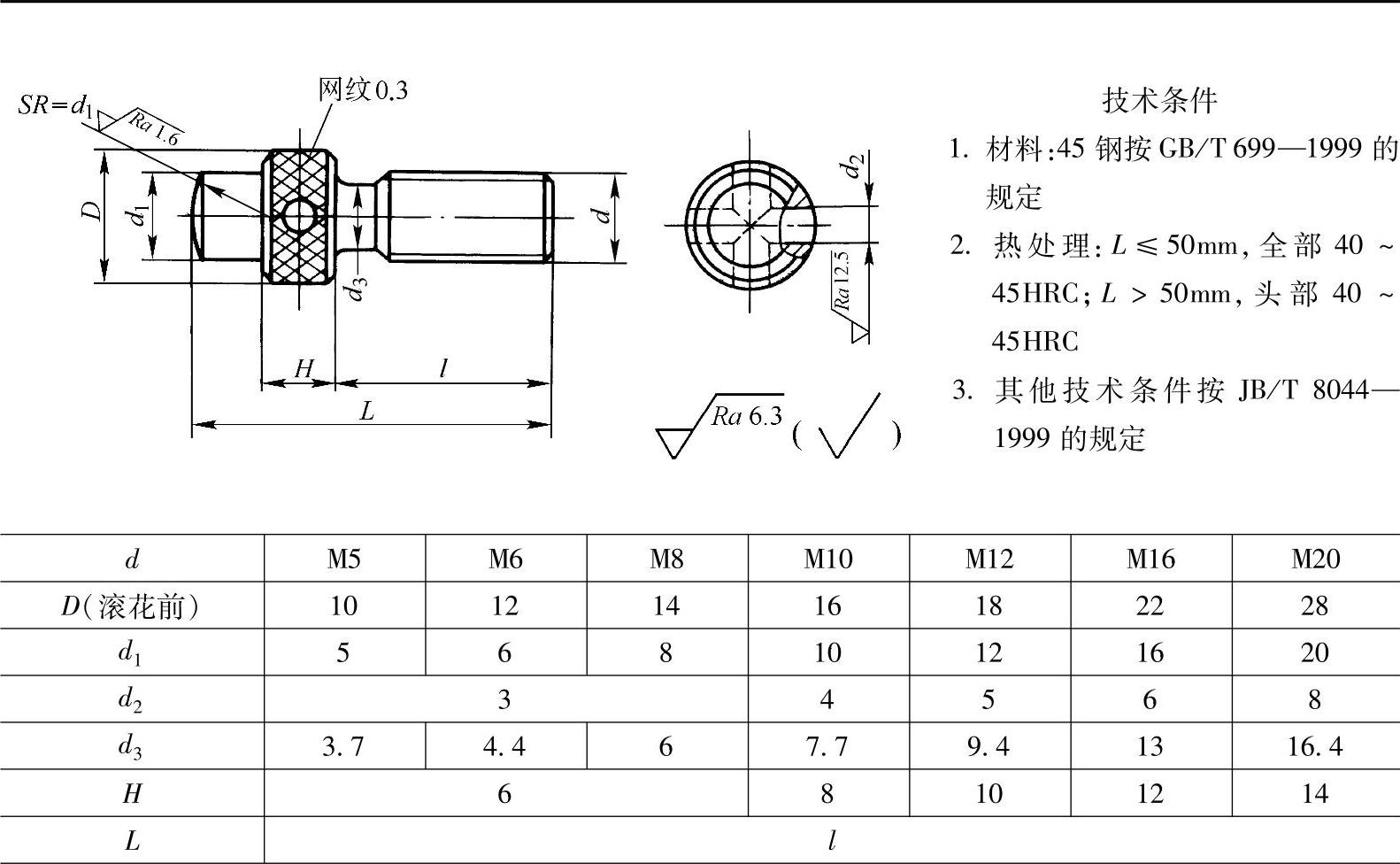
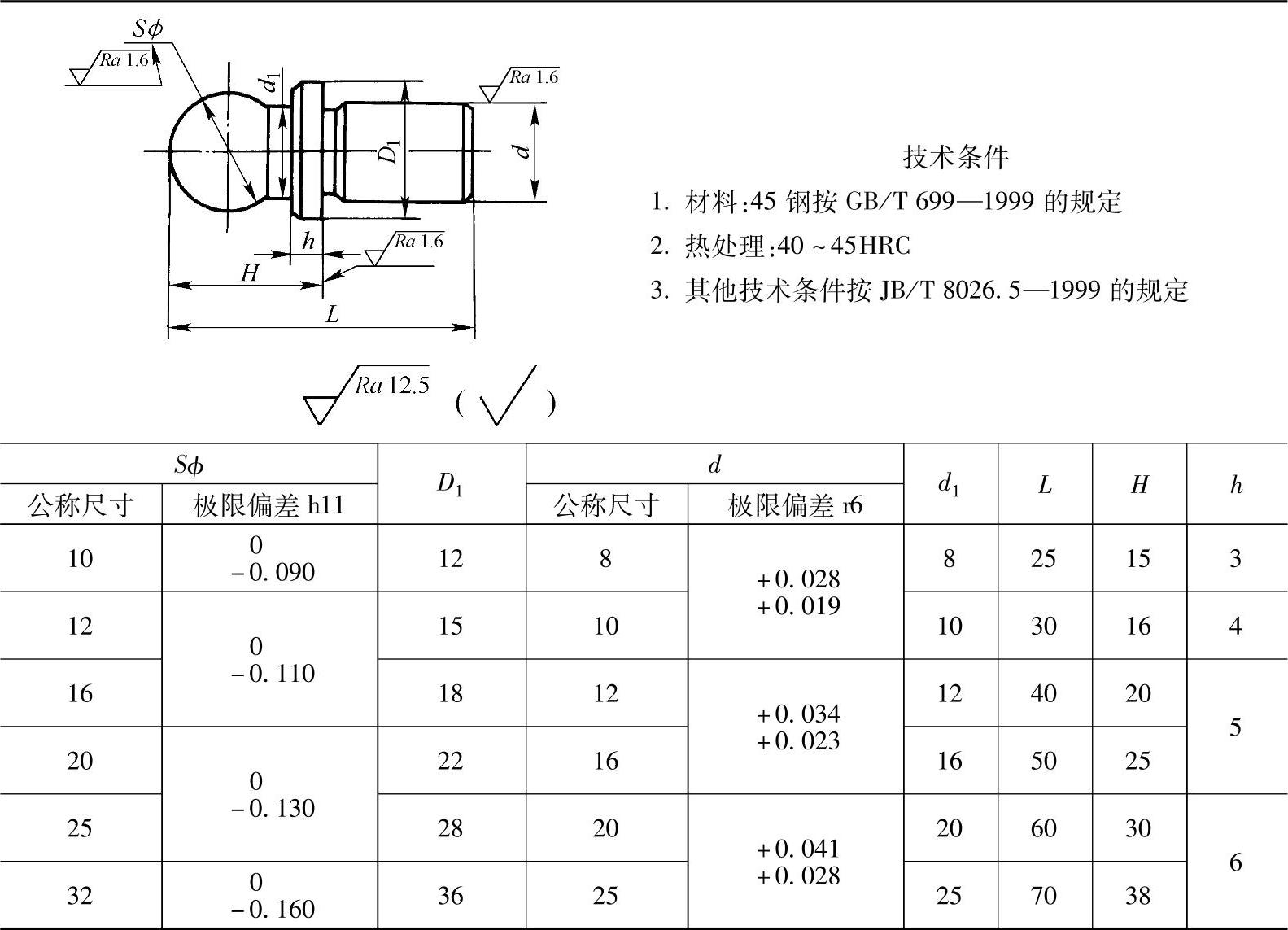
表5-65 球头支承(JB/T 8026.5—1999) (单位:mm)
 (https://www.xing528.com)
(https://www.xing528.com)
注:螺钉支承见JB/T 8026.6—1995,自动调节支承见JB/T 8026.7—1995。
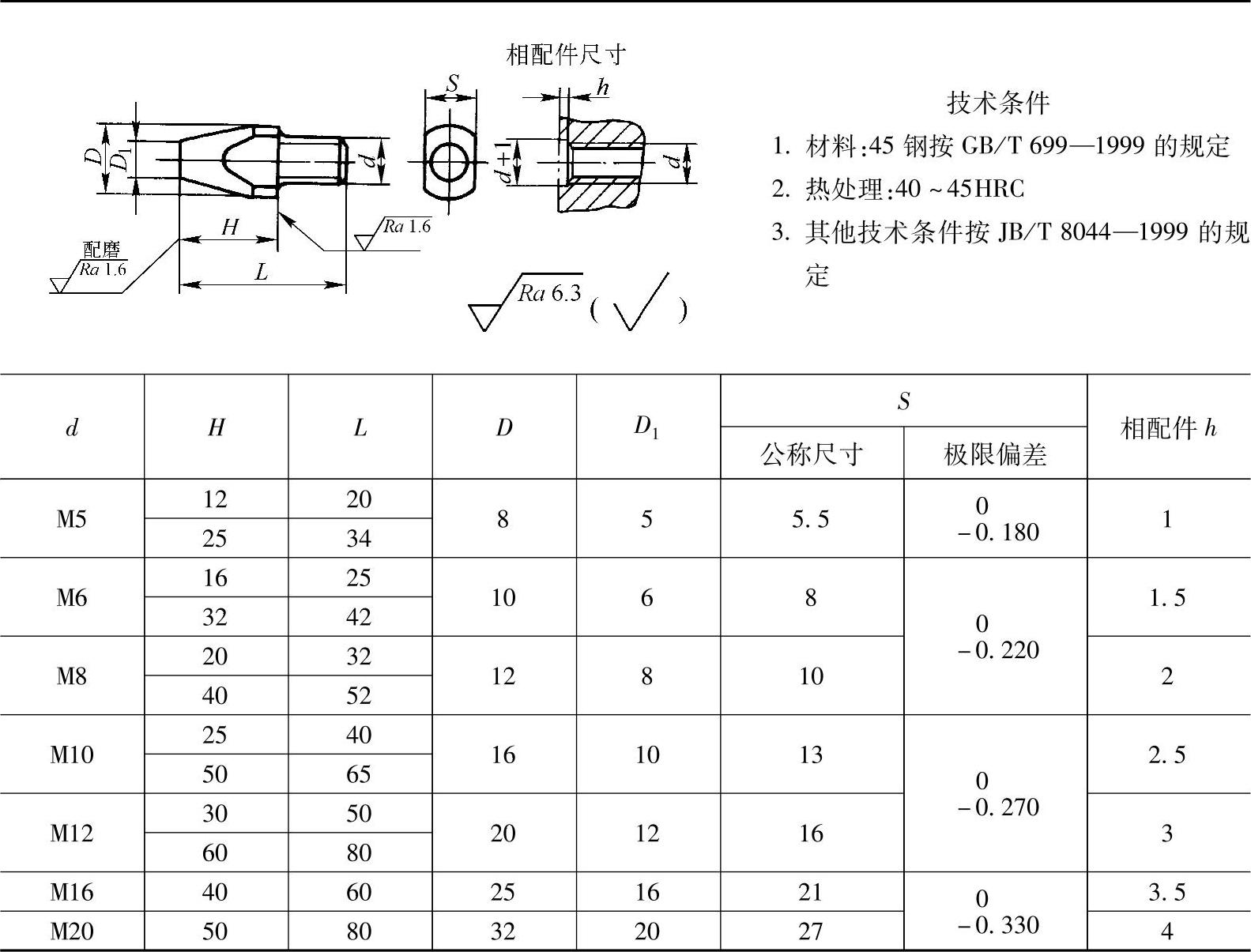
表5-66 支柱(JB/T 8027.1—1999) (单位:mm)

注:万能支柱见JB/T 8027.2—1995。
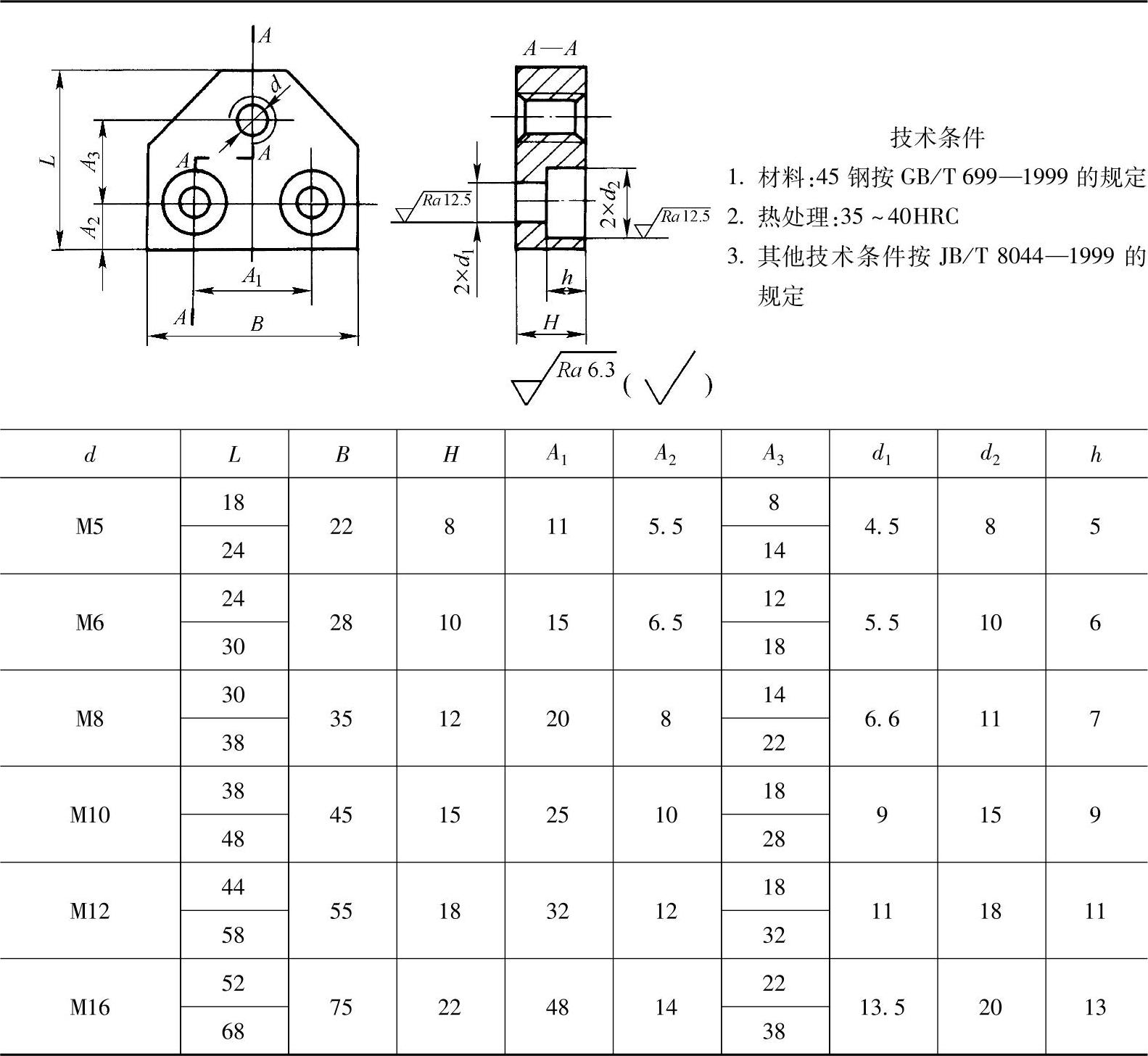
表5-67 低支脚(JB/T 8028.1—1999) (单位:mm)
注:高支脚见JB/T 8028.2—1999。
表5-68 支承板(JB/T 8029.1—1999) (单位:mm)

(续)

表5-69 支板(摘自JB/T 8030.7—1999) (单位:mm)
5.2.3.4 夹紧件(见表5-70~表5-86)
表5-70 光面压块(JB/T 8009.1—1999) (单位:mm)
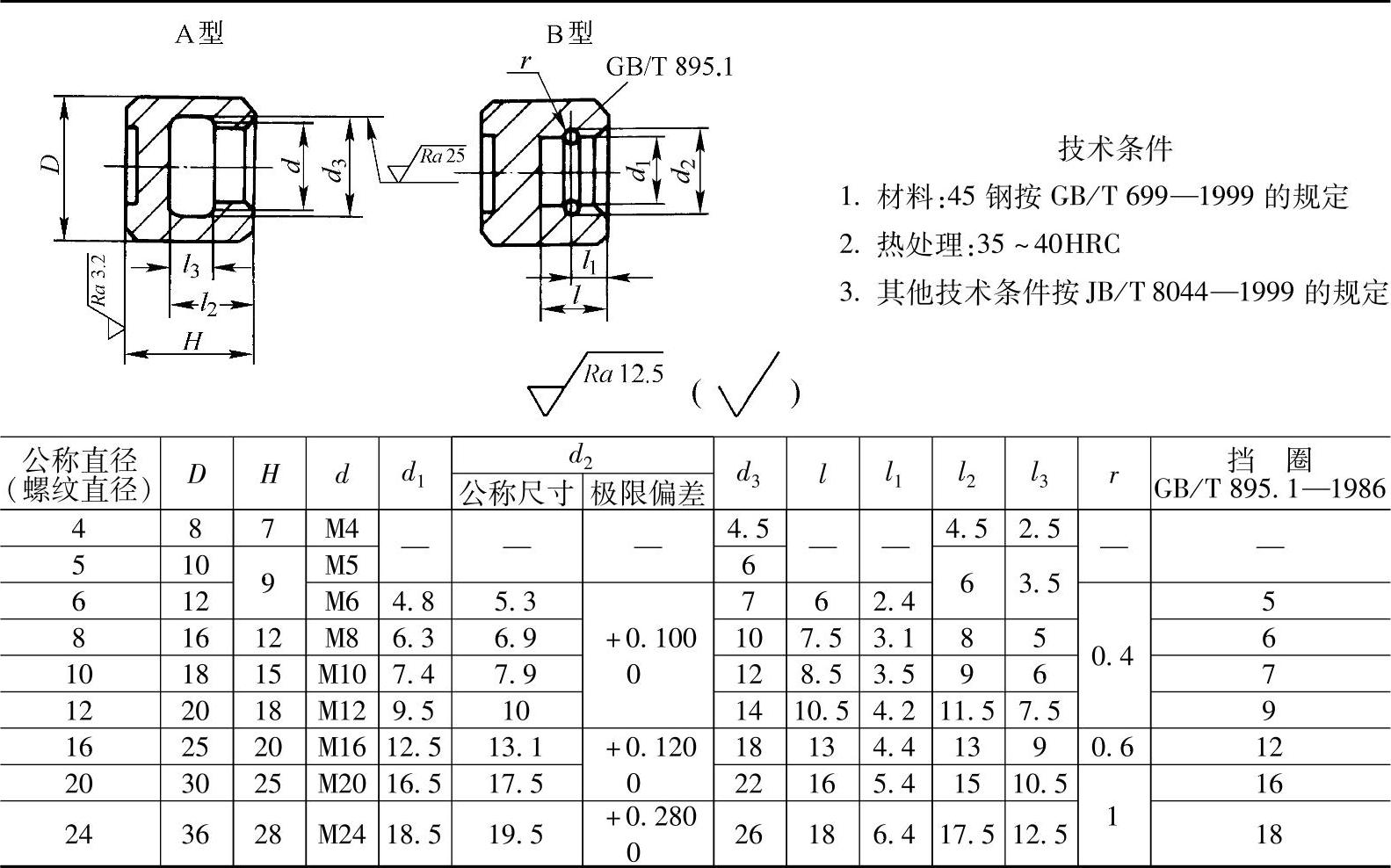
表5-71 槽面压块(JB/T 8009.2—1999) (单位:mm)

注:圆压块见JB/T 8009.3—1999。
表5-72 弧形压块(JB/T 8009.4—1999) (单位:mm)

表5-73 移动压板(JB/T 8010.1—1999) (单位:mm)

表5-74 移动弯压板(JB/T 8010.3—1999) (单位:mm)

表5-75 转动压板(JB/T 8010.2—1999) (单位:mm)
(续)
注:转动弯压板见JB/T 8010.4—1999。
表5-76 移动宽头压板(JB/T 8010.5—1999) (单位:mm)

(续)

表5-77 转动宽头压板(JB/T 8010.6—1999) (单位:mm)

表5-78 平压板(JB/T 8010.9—1999) (单位:mm)
(续)
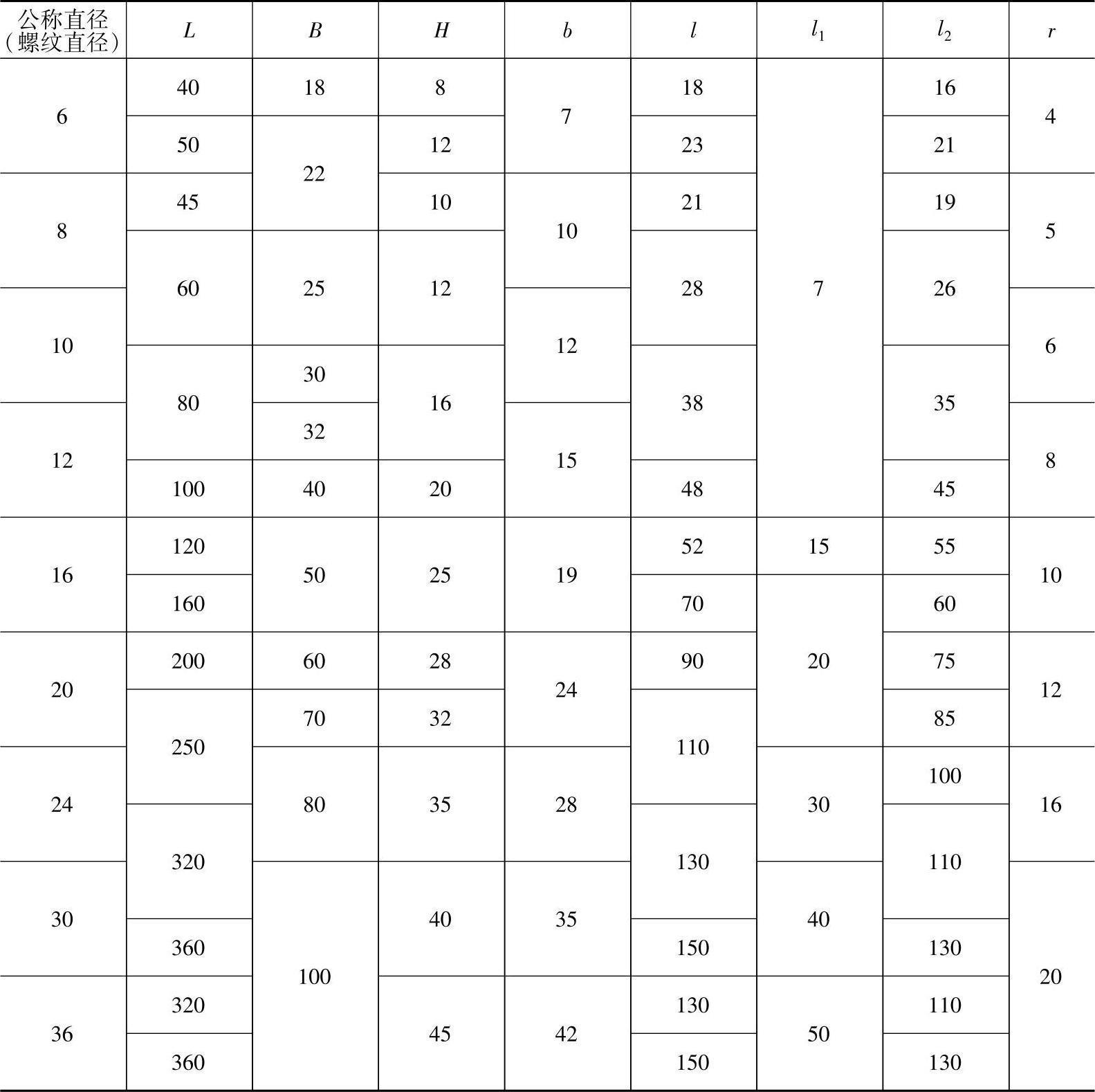
表5-79 弯头压板(JB/T 8010.10—1999) (单位:mm)

(续)
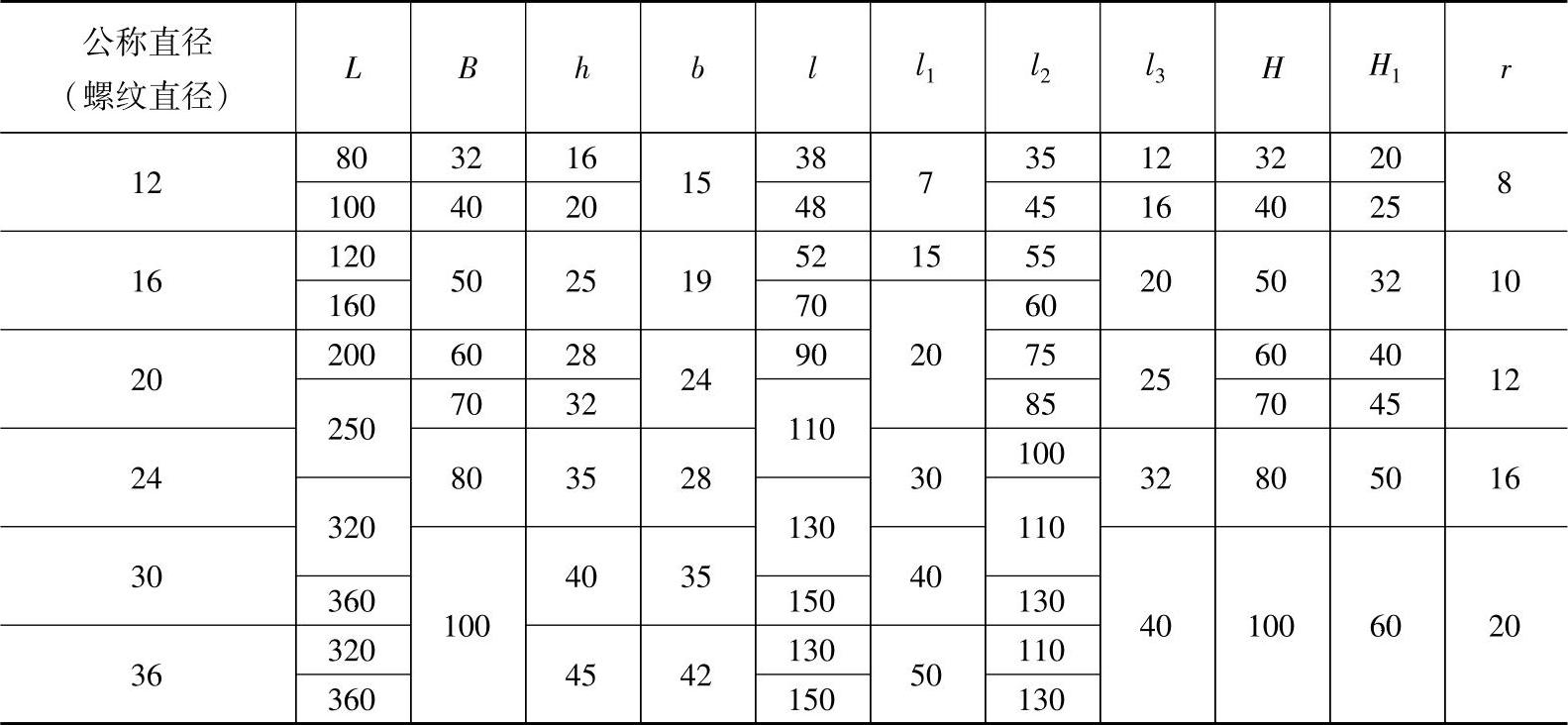
表5-80 U形压板(JB/T 8010.11—1999) (单位:mm)

(续)
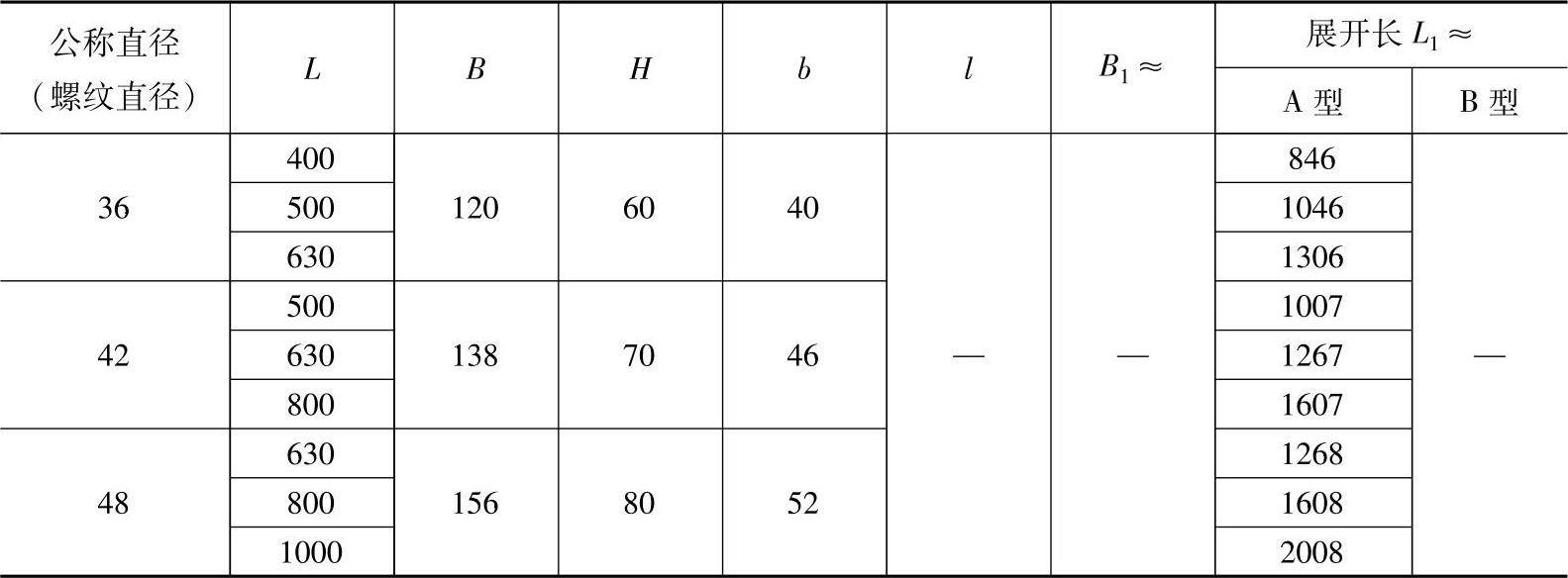
表5-81 鞍形压板(JB/T 8010.12—1999) (单位:mm)
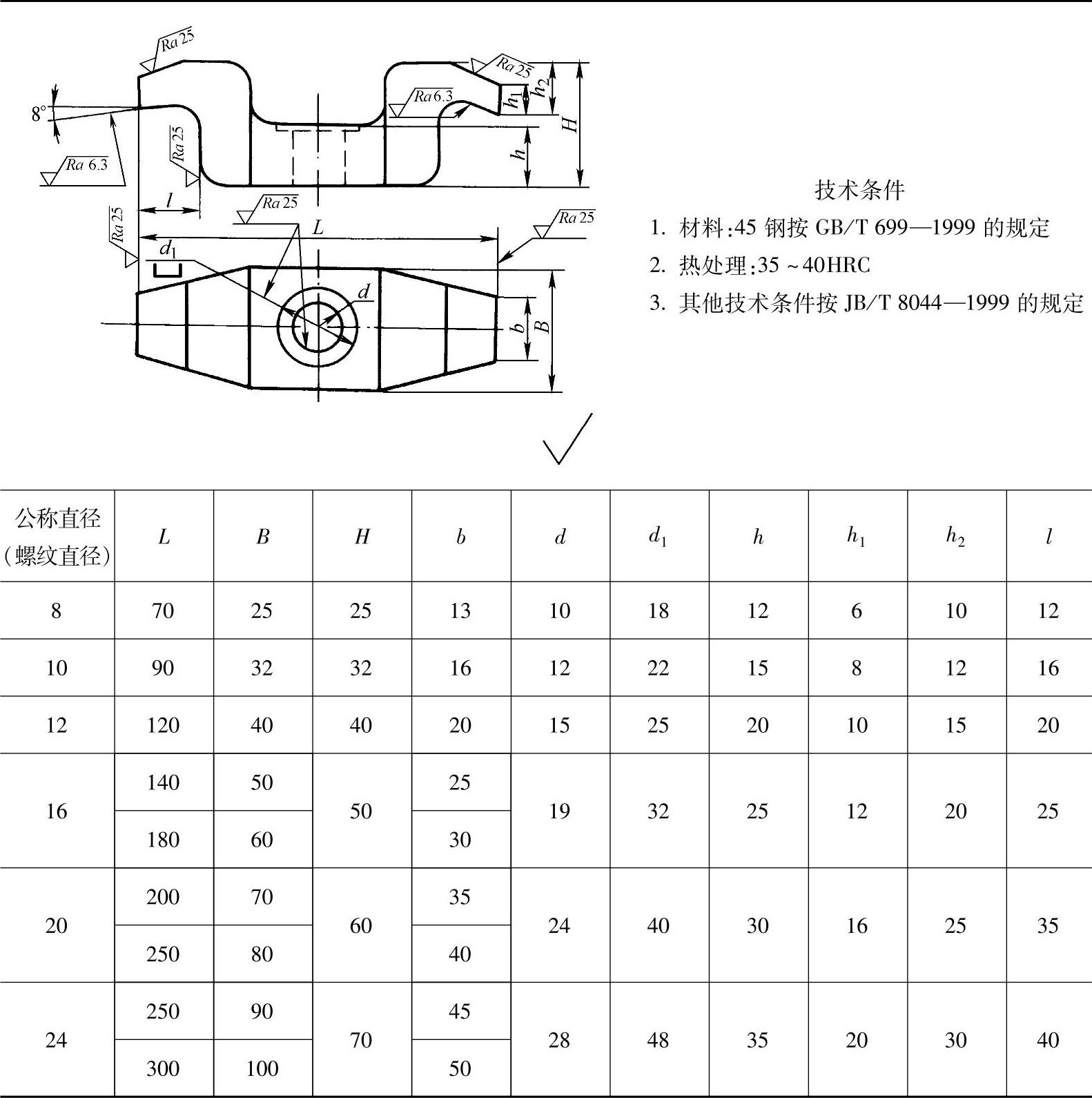
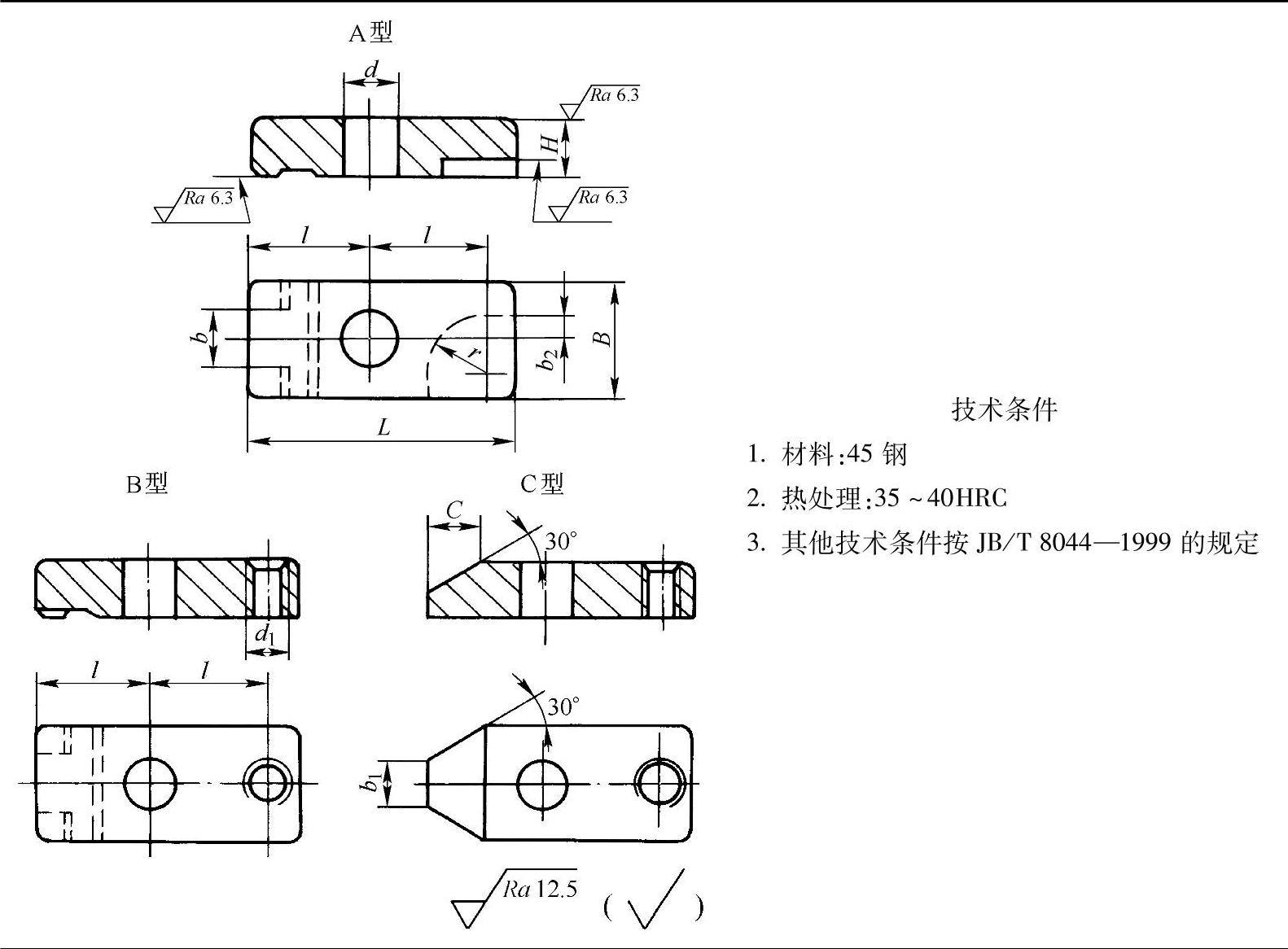
表5-82 直压板(JB/T 8010.13—1999) (单位:mm)
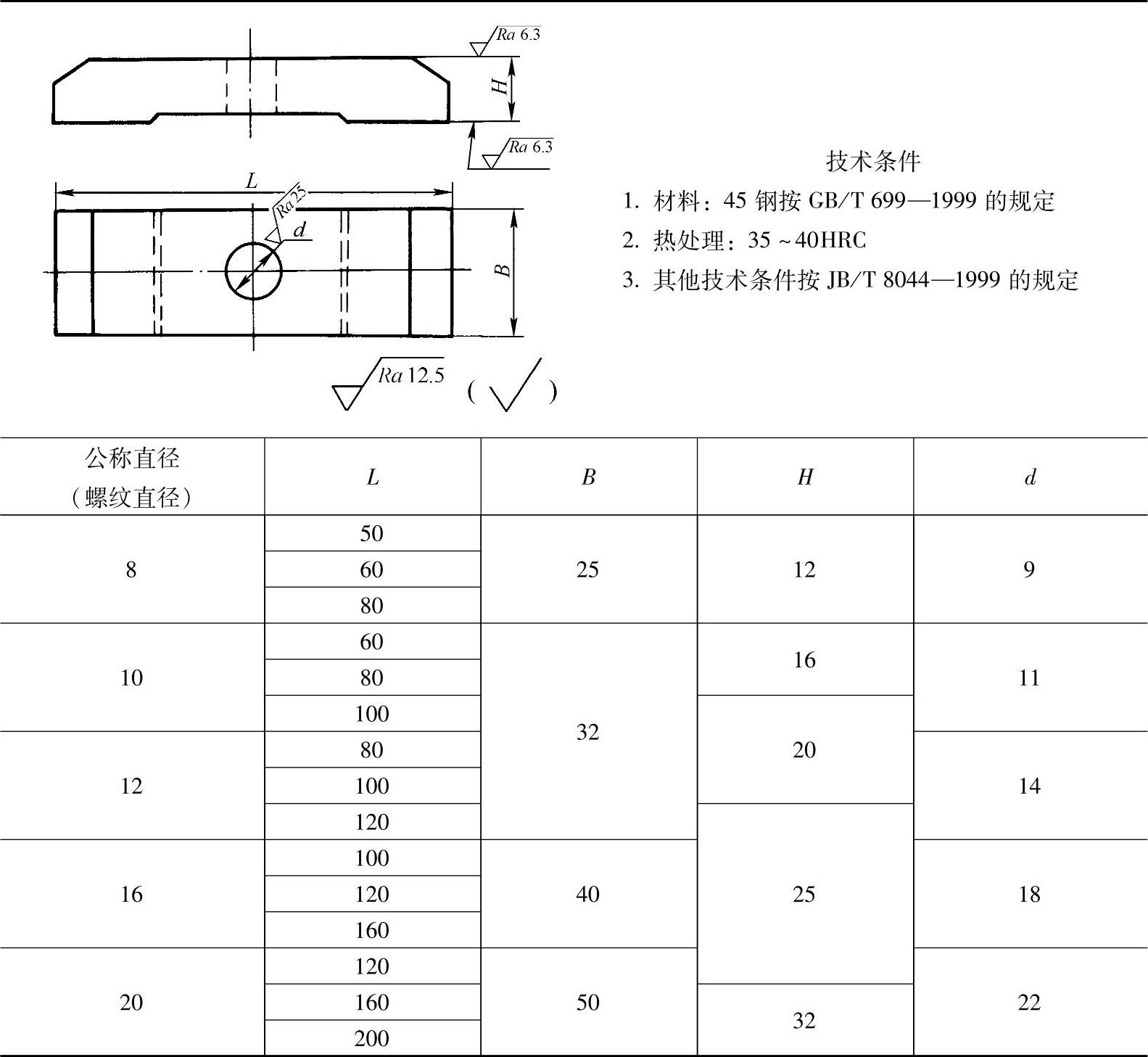
表5-83 铰链压板(JB/T 8010.14—1999) (单位:mm)

(续)
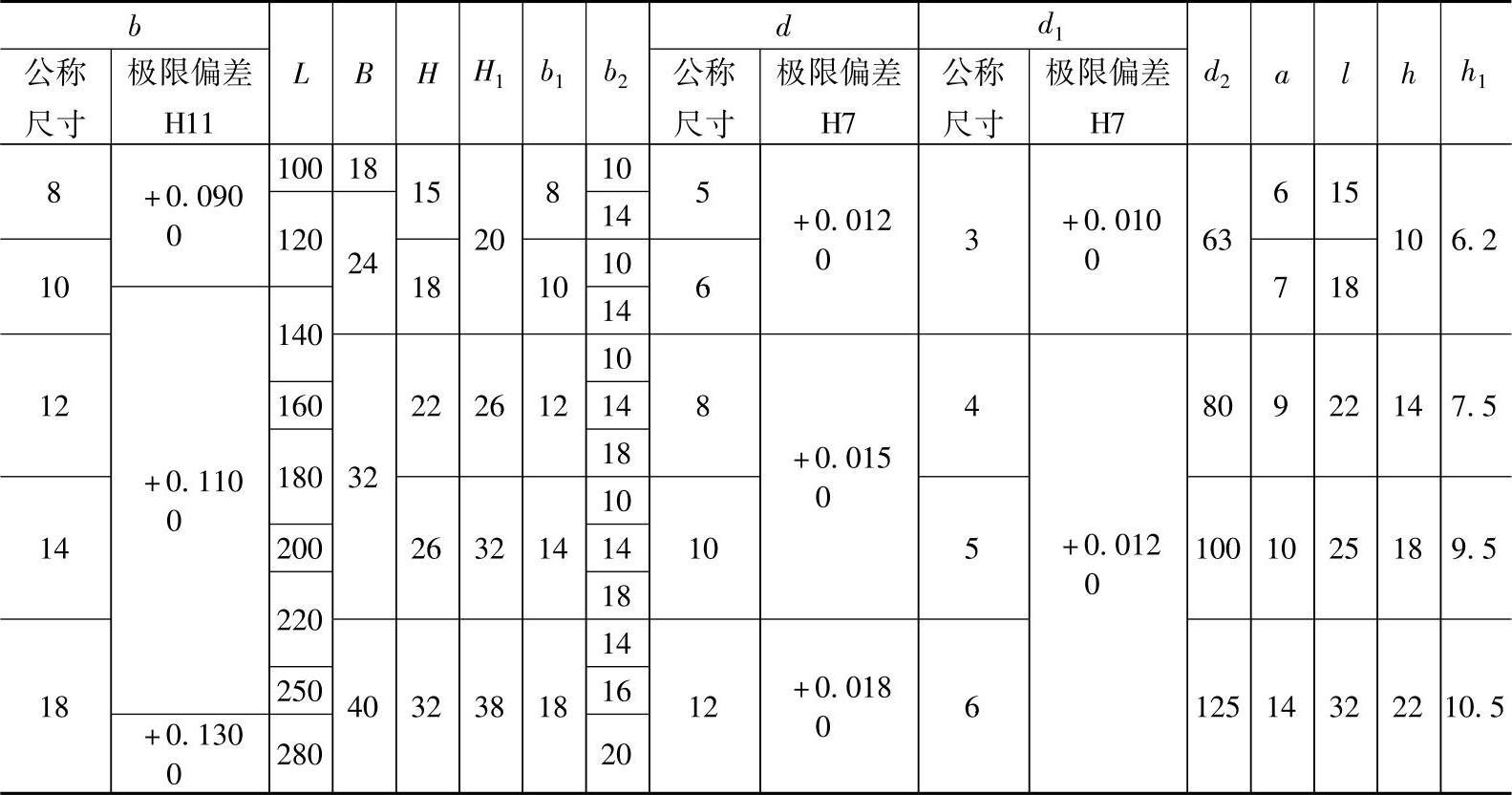
表5-84 回转压板(JB/T 8010.15—1999) (单位:mm)
(续)

注:双向压板见JB/T 8010.16—1999。
①按使用需要自行设计。
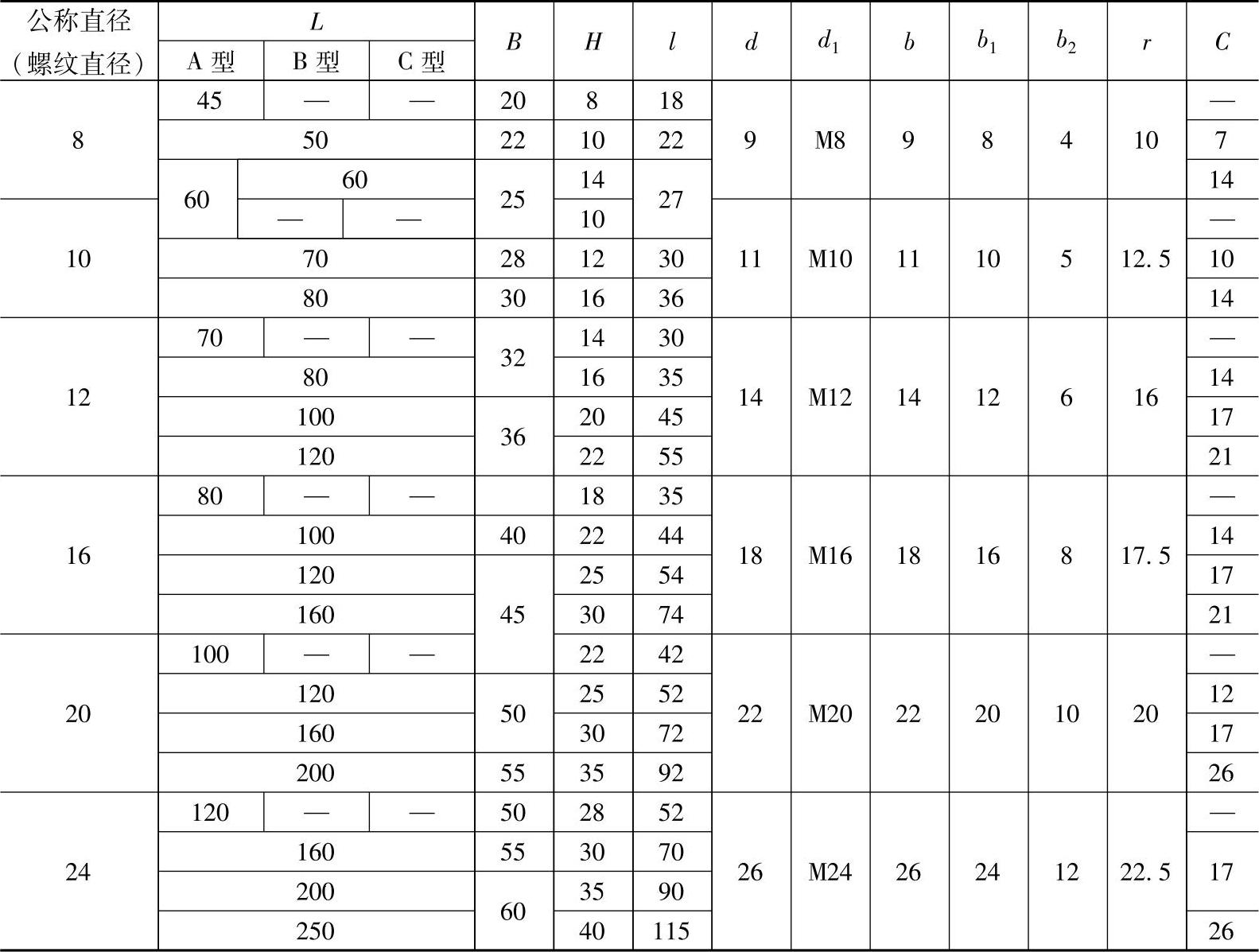
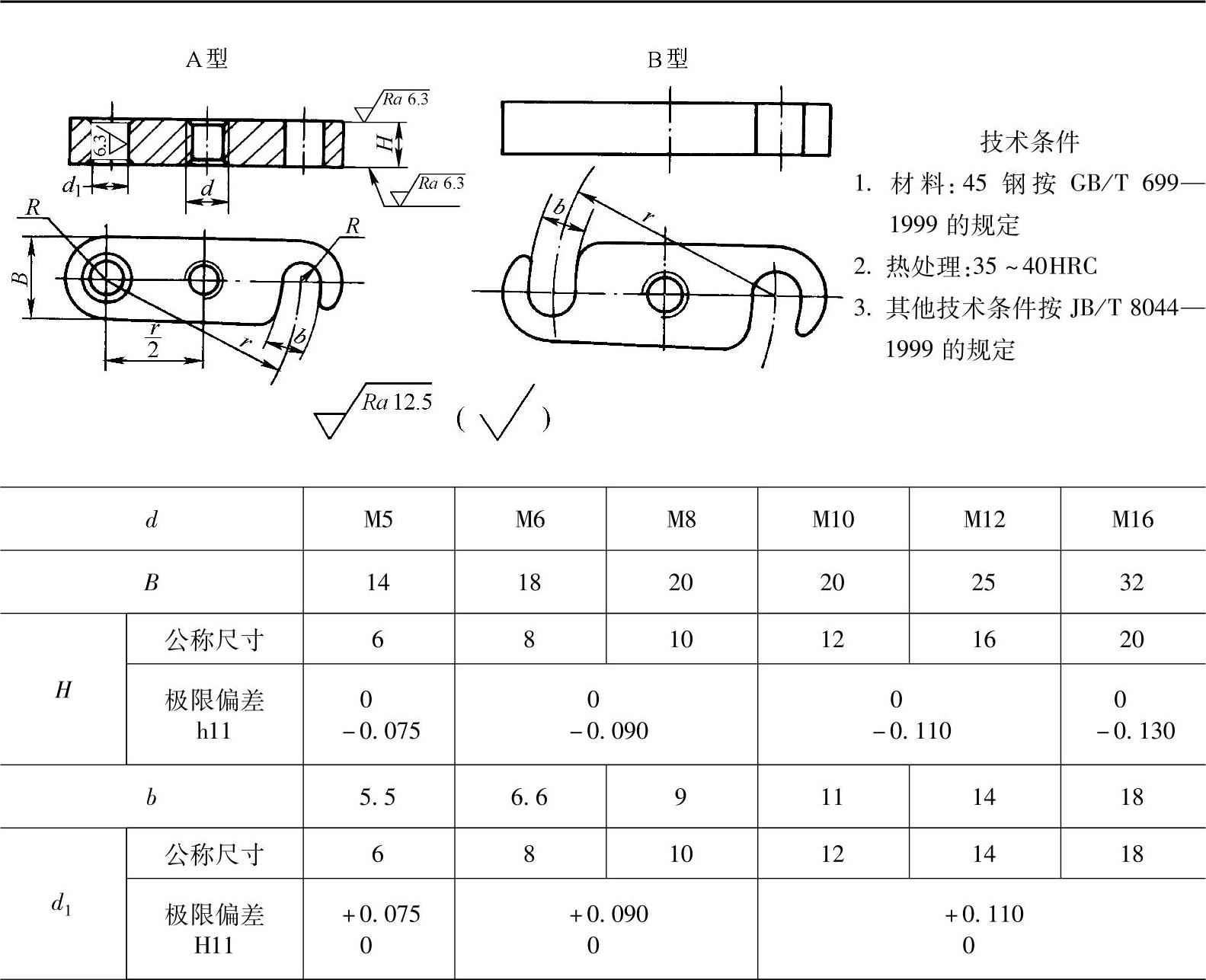
表5-85 钩形压板(JB/T 8012.1—1999) (单位:mm)

(续)

注:1.钩形压板(组合)见JB/T 8012.2—1999。
2.立式钩形压板(组合)见JB/T 8012.3—1999。
3.端面钩形压板(组合)见JB/T 8012.4—1999。
4.侧面钩形压板(组合)见JB/T 8012.5—1999。
表5-86 自调式压板(JB/T 8010.17—1999) (单位:mm)

注:双头螺柱的长度可根据其调节范围,按GB/T 898—1988选取。
5.2.3.5 对刀件(表5-87~表5-89)
表5-87 常用对刀块结构形式及标准代号 (单位:mm)

(续)
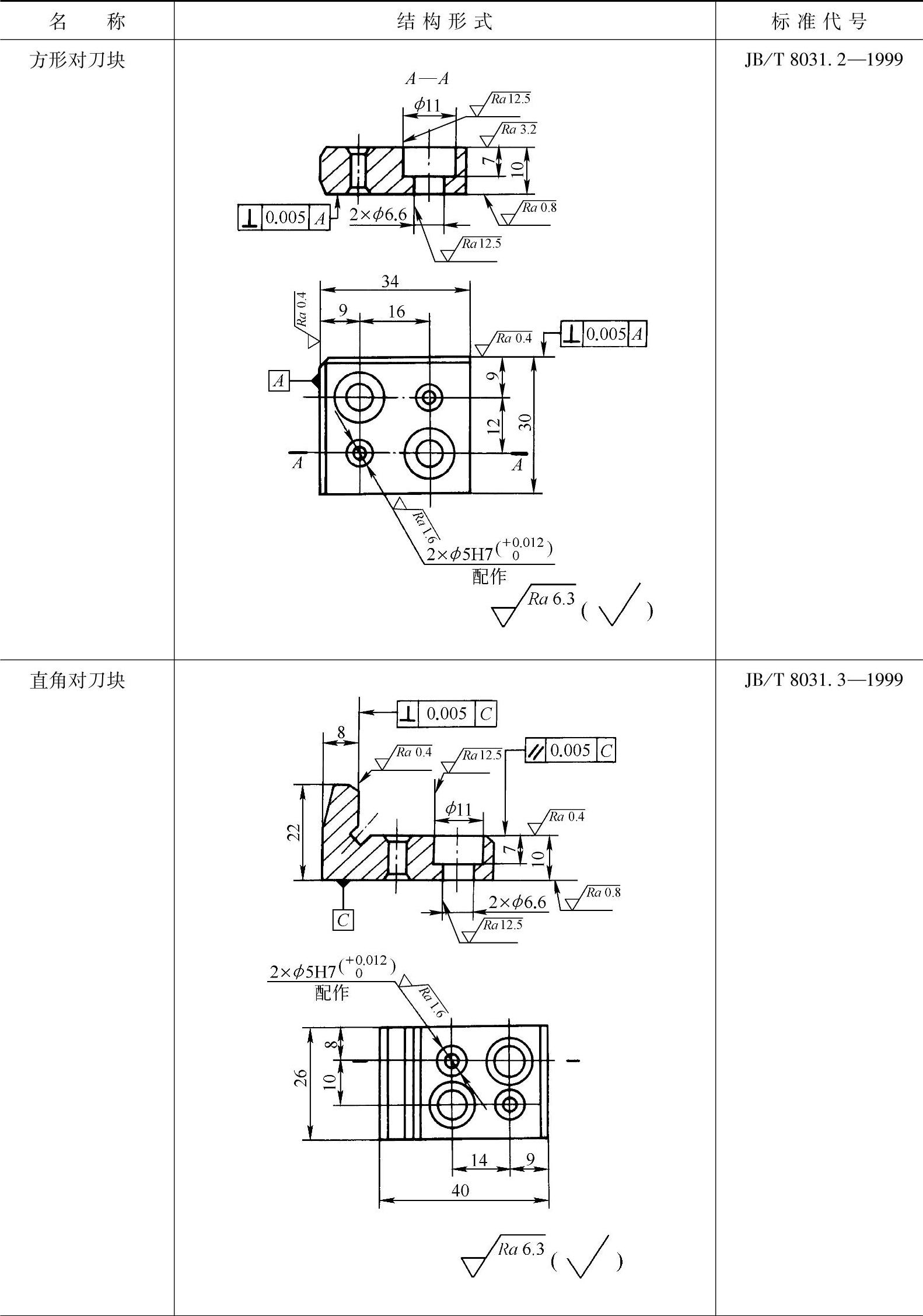
(续)

注:1.材料:20钢按GB/T 699—1999的规定。
2.热处理:渗碳深度0.8~1.2mm,58~64HRC。
3.其他技术条件按JB/T 8044—1999的规定。
表5-88 对刀平塞尺(JB/T 8032.1—1999) (单位:mm)

表5-89 对刀圆柱塞尺(JB/T 8032.2—1999) (单位:mm)
注:技术条件与对刀平塞尺相同。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。