



5.2.1.1 工件定位原理及其应用
使工件在夹具上迅速得到正确位置的方法叫定位。工件用来定位的各表面叫定位基准面。在夹具上用来支持工件定位基准面的表面叫支承面。基准面的选定应尽可能与工件的原始基准重合,以减少定位误差。工件的定位要符合六点定位原理。
(1)六点定位原理
一个位于任意空间的自由物体,相对于三个互相垂直的坐标平面,都可以分解成六个方向的运动,即沿坐标轴Ox、Oy、Oz的移动和绕这三个轴的转动(图5-1)。
要使工件在夹具的某个方向上有确定的位置,必须要限制该方向的自由度。要使工件在夹具上处于稳定不变的位置,就必须限制工件的六个自由度。所以,定位就是限制自由度。
如图5-2中,xOy平面叫主基准面,上面分布三个支承点,限制工件的三个自由度,即沿Oz轴平移和绕Ox、Oy轴转动。如果把三个支承点连成三角形,那么三角形面积愈大,工件就愈稳固,也愈能保证工件的相对位置精度。因此,通常选取工件上最大的表面作为主基准面。yOz平面叫导向基准面,上面分布两个支承点,限制工件沿Ox轴平移及绕Oz轴转动。两点相距愈远,定位就愈准确。通常选取工件上最长的表面作为导向基准面。zOx平面叫支承基准面,上面分布一个支承点,限制工件最后一个自由度,即沿Oy轴平移。这一支承点,通常选取在工件的最短、最狭窄的表面上。
这种正确选取和分布六个支承点来限制工件在夹具中的位置的规律,称为六点定位原理。
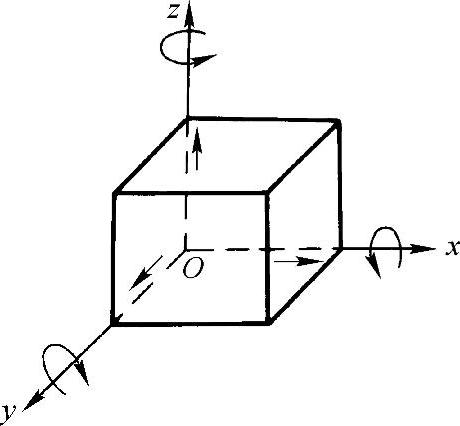
图5-1 物体在空间具有的六个自由度
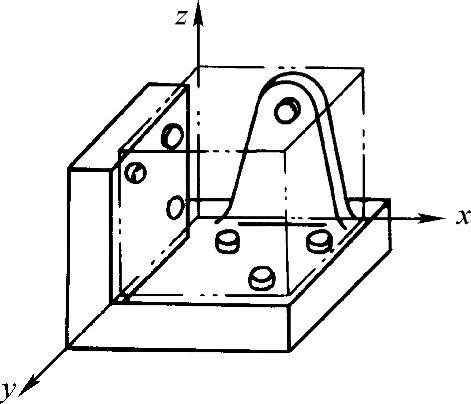
图5-2 工件的六点定位
(2)工件的定位要求
在实际工作中,工件的定位不一定都要把六个自由度完全加以限制,而应根据工序的要求、定位的形式以及布置的情况来决定限制自由度的数量。
1)完全定位。工件定位时,其六个自由度全部被限制的定位称为完全定位。
2)不完全定位。工件根据该工序加工要求只需限制其部分自由度,但不影响该工序加工要求时称为不完全定位。
3)欠定位。工件实际定位所限制的自由度数目,少于按该工序加工要求必须限制的自由度数目标为欠定位。欠定位的结果将导致出现应该限制的自由度未予限制,从而无法保证加工要求。
4)过定位。工件定位时,如果出现两个或两个以上的定位支承点重复限制工件上的同一个自由度则称为过定位。过定位会导致重复限制同一个自由度的定位支承点之间产生干涉现象,从而导致定位不稳定,破坏定位精度。
实际生产应用中,过定位并不是必须完全避免的。有时,因为要加强工件刚性,或者特殊原因,必须使用相当于比六个支承点多的定位元件或采用辅助的活动支承点。
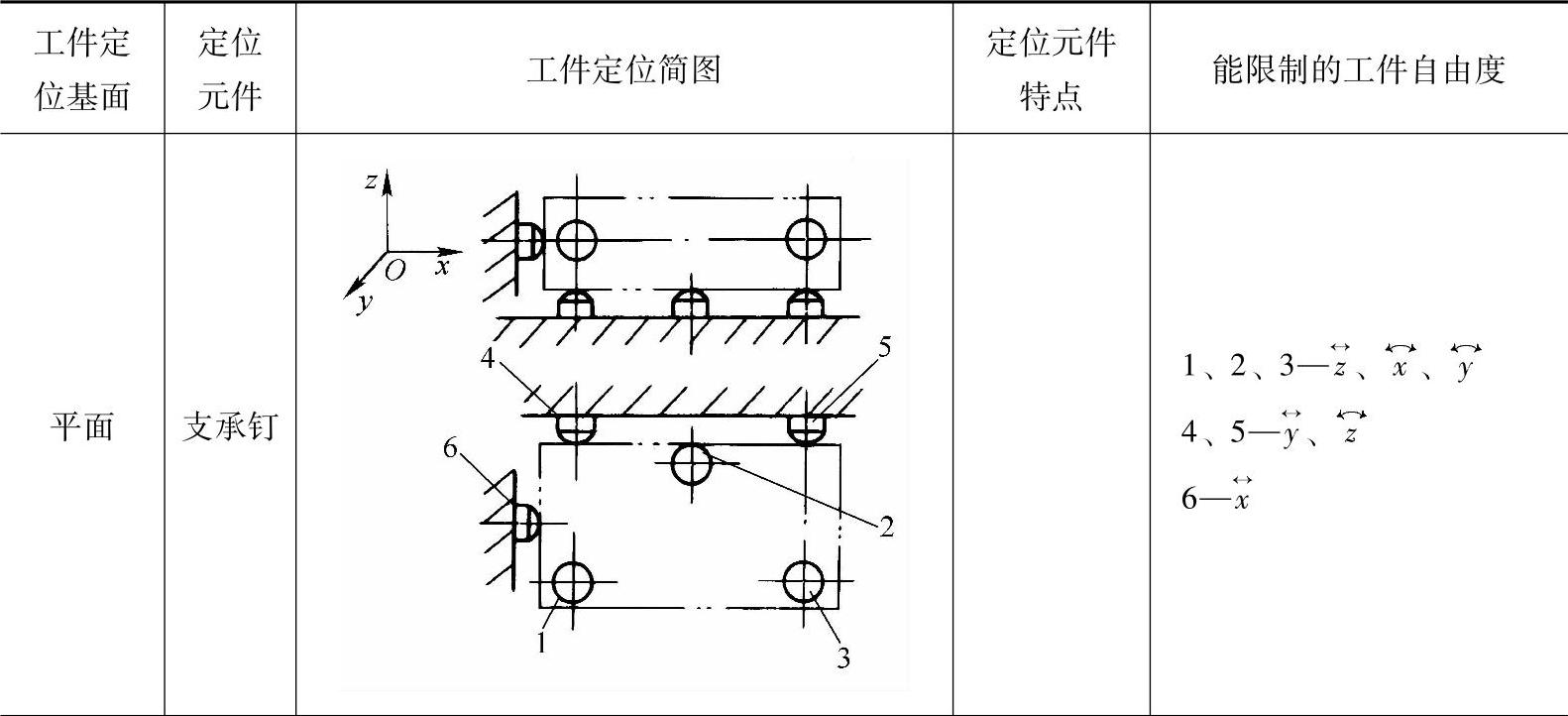
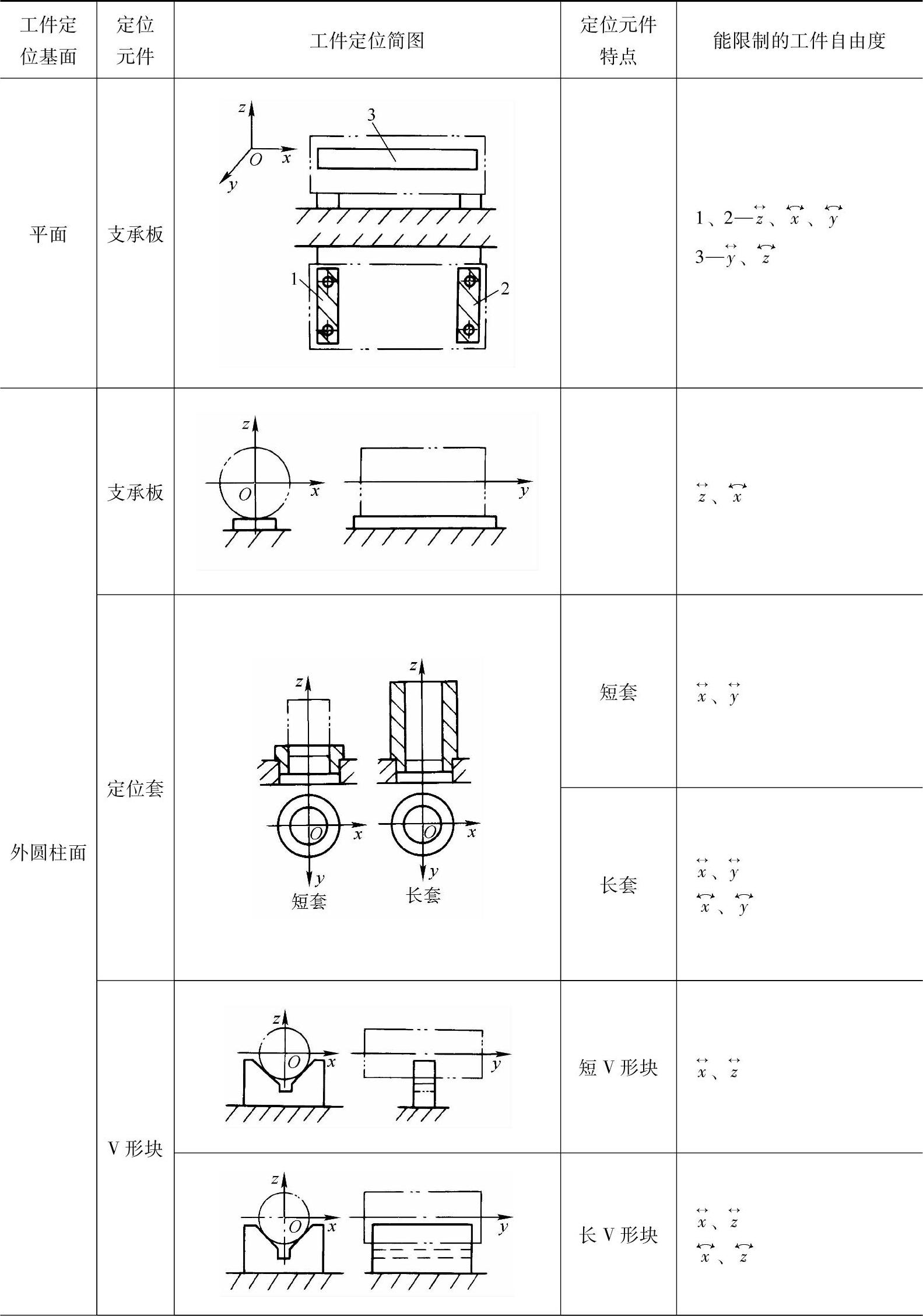
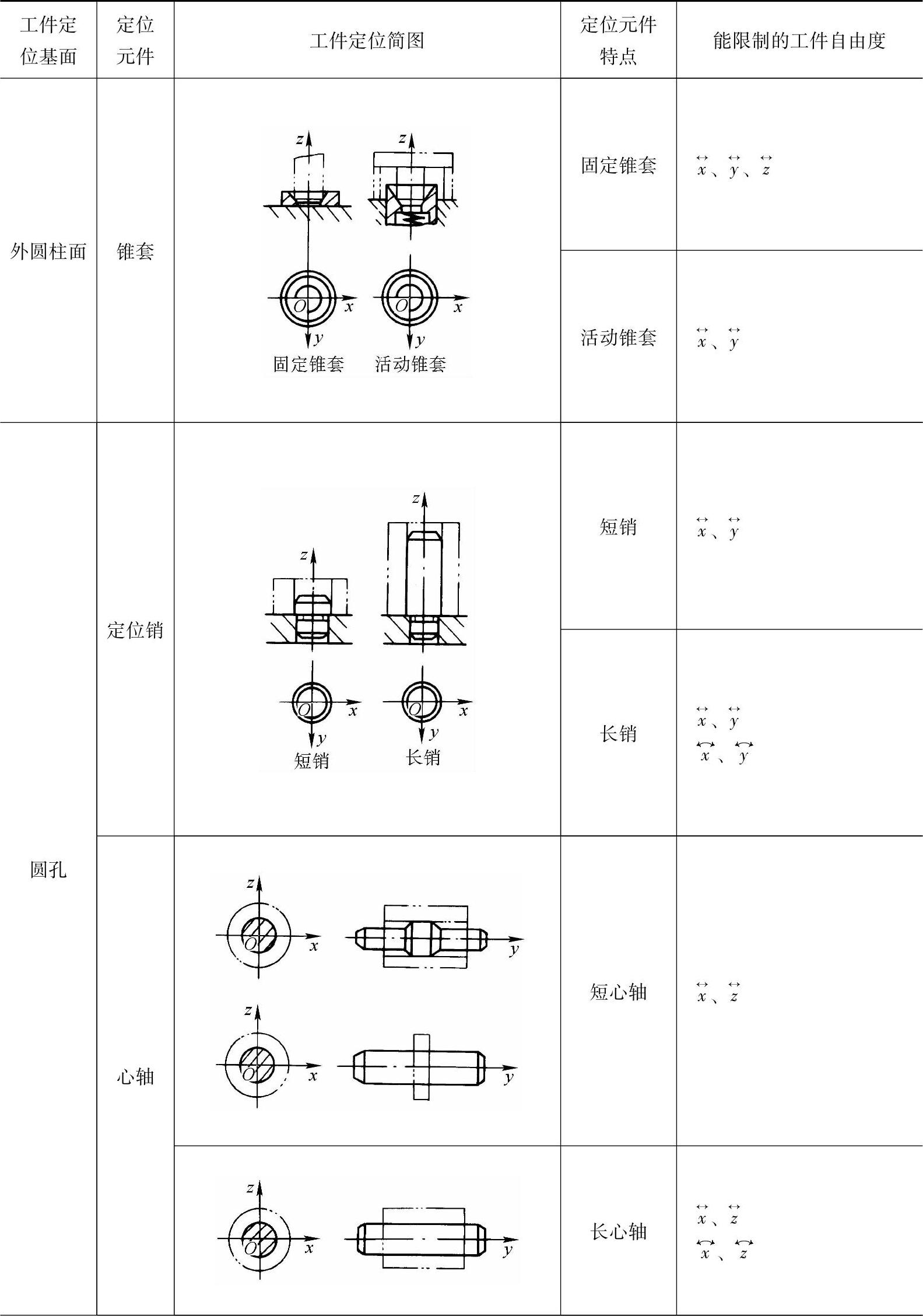
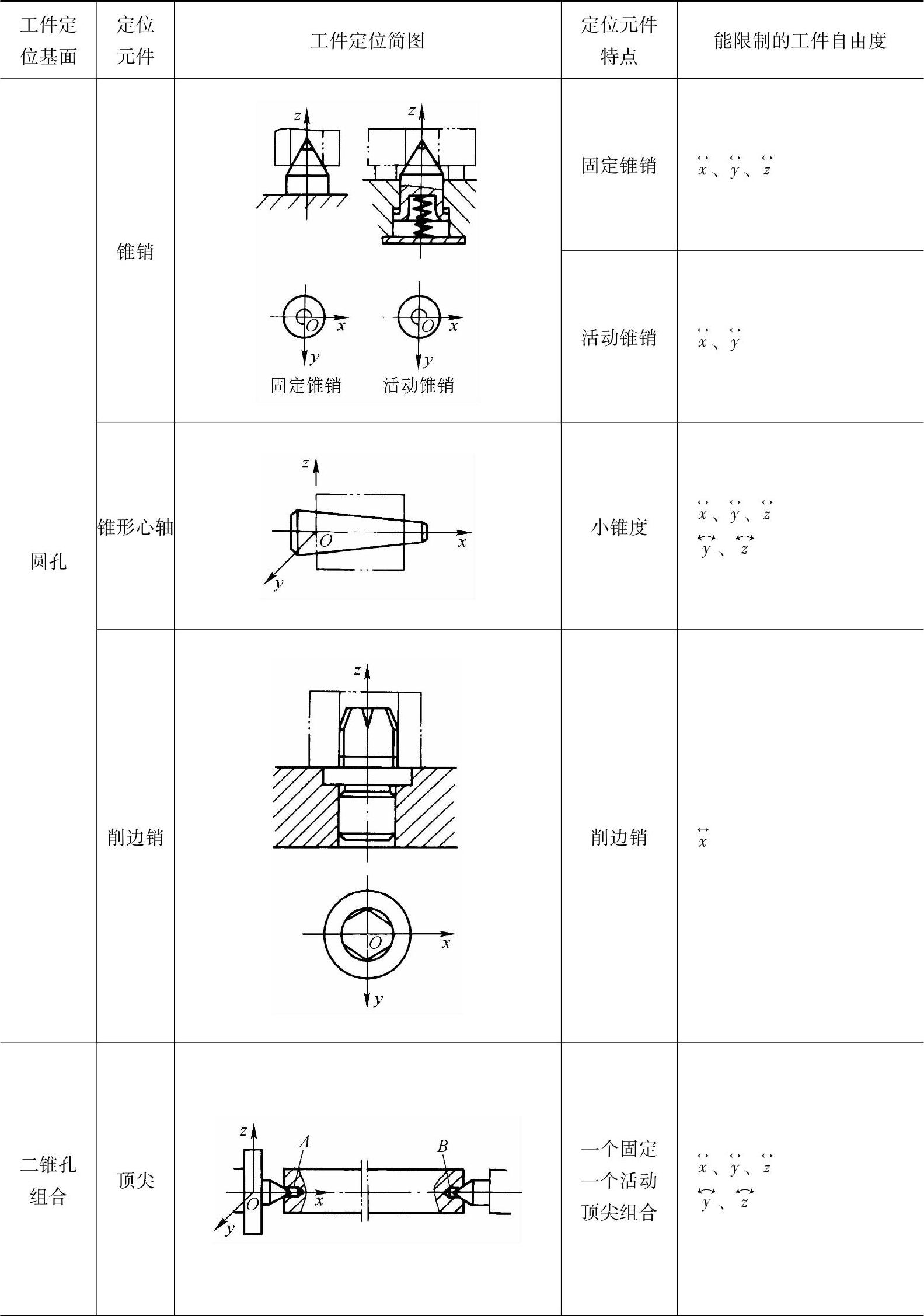
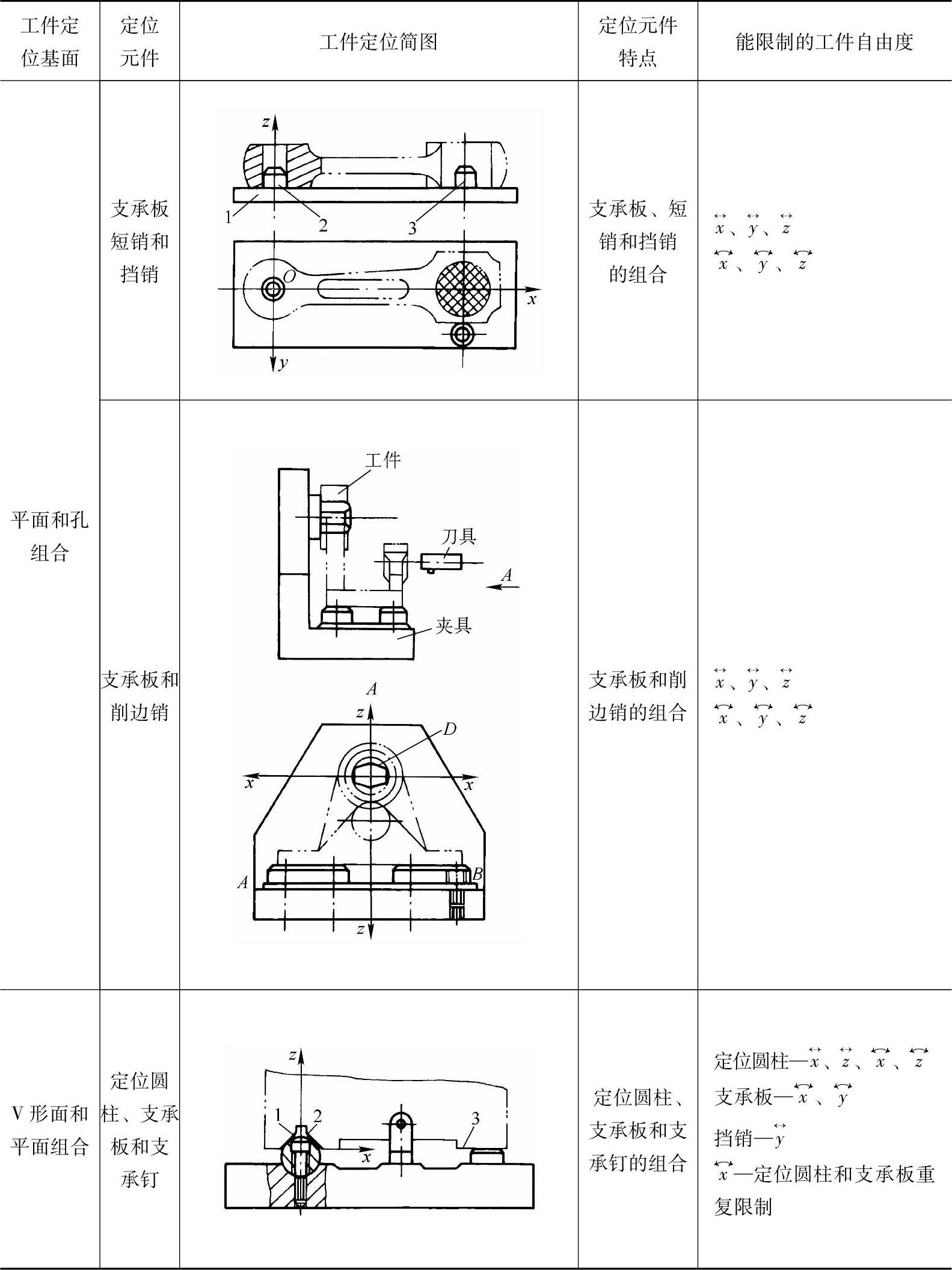
(3)常用定位方法和定位元件所能限制的自由度(表5-24)
表5-24 常用定位方法和定位元件所能限制的自由度
(续)
(续)
(续)
(续)
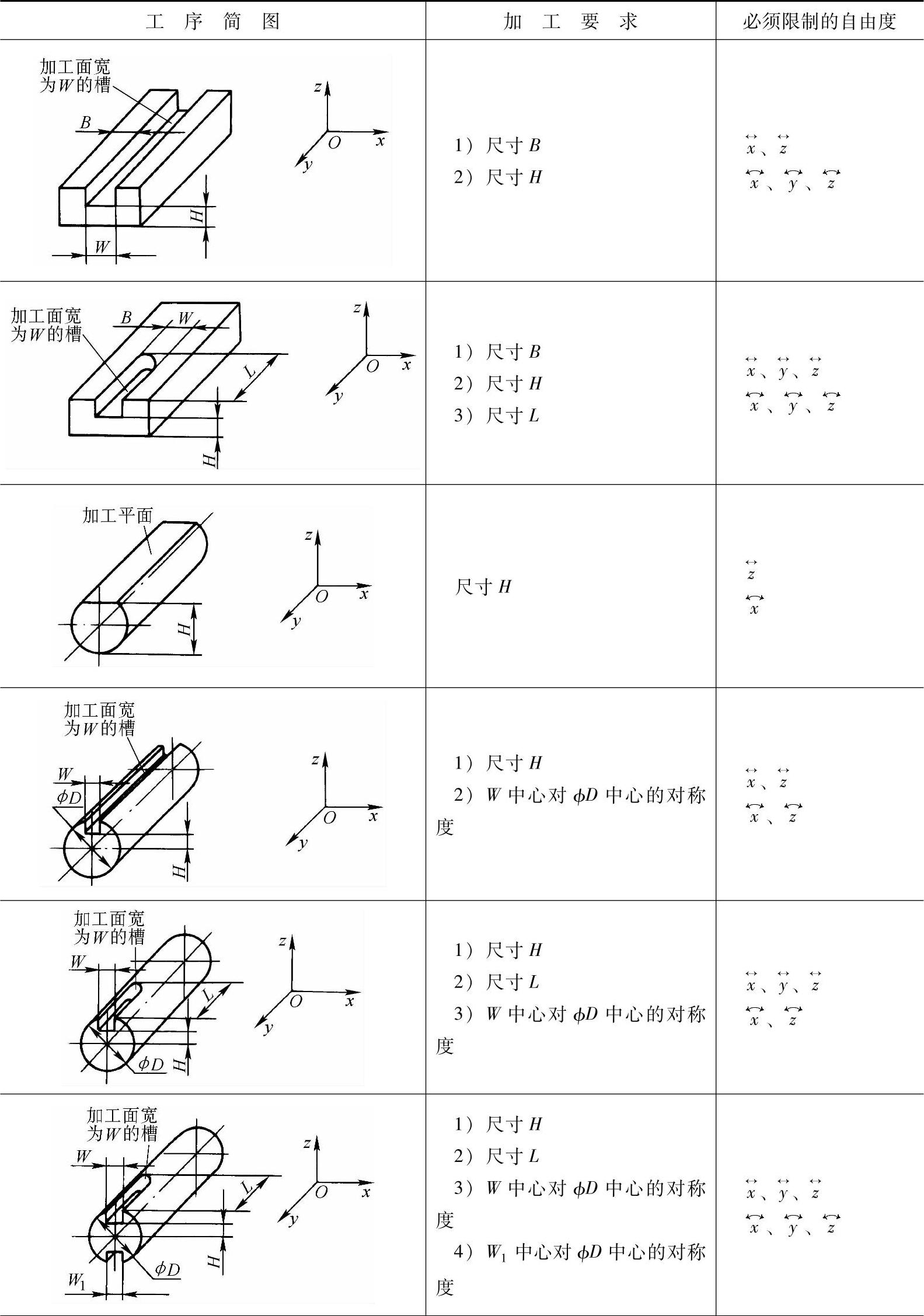
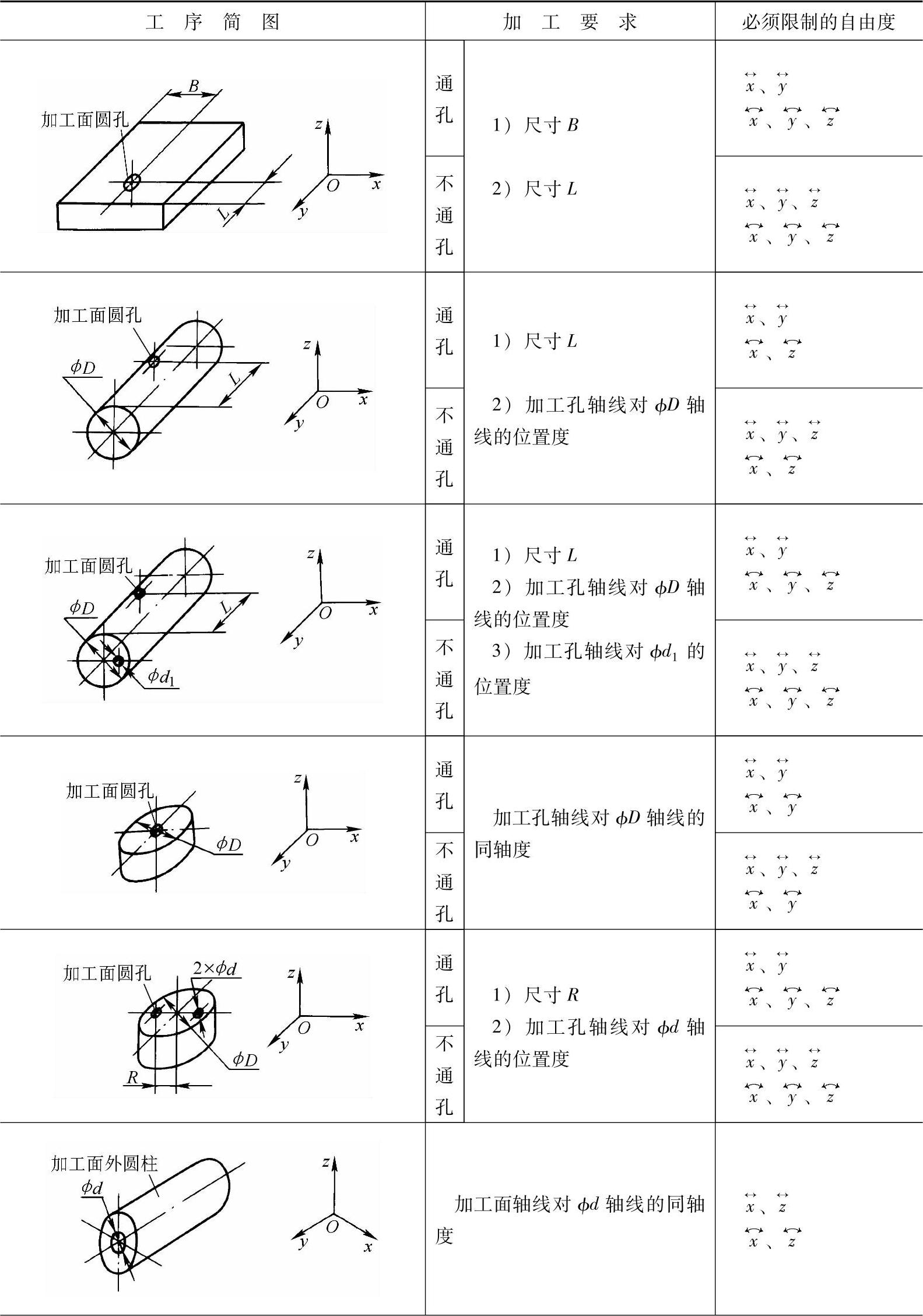
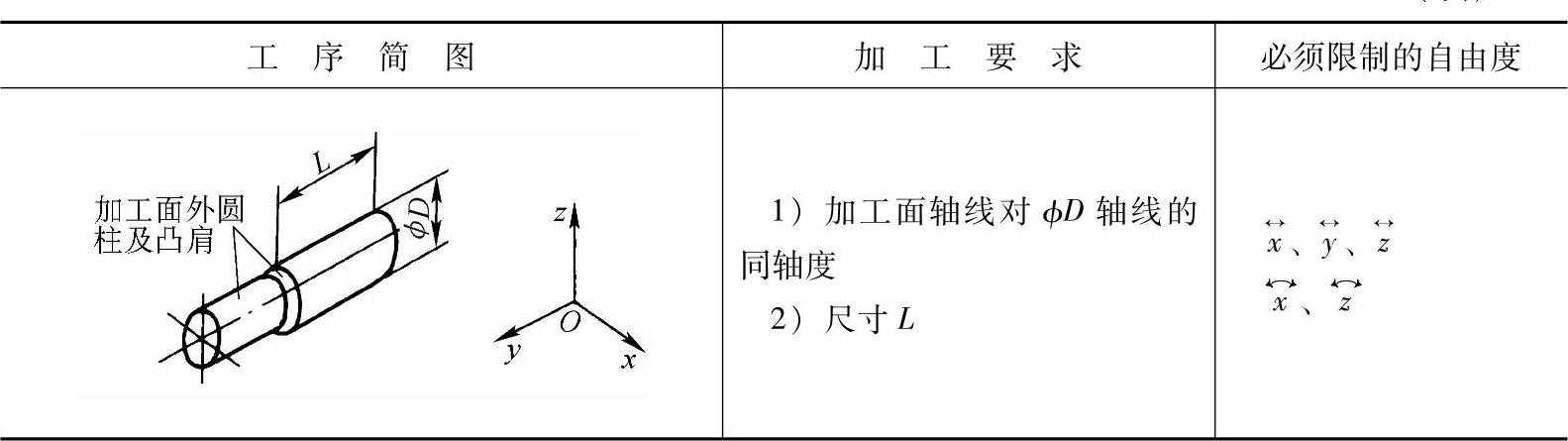
(4)常见加工形式中应限制的自由度(表5-25)
表5-25 常见加工形式中应限制的自由度
(续)
(续)
5.2.1.2 对夹紧装置的基本要求
工件在定位元件的支承下,获得了正确位置。但是,在加工过程中,由于切削力、重力、离心力和惯性力等各种力的影响,为了保证将工件牢固地夹紧在定位元件上,并防止工件产生振动和移动,就必须依靠夹紧结构。定位和夹紧是工件安装在夹具中的两个紧密联系着的过程,因此,必须在设计夹具时要同时考虑。合理地选择夹紧力的作用点、方向和大小,关系着夹具的夹紧结构和工作精度。
对夹紧装置的基本要求如下:
1)在夹紧过程中,夹紧力不应使已经获得正确定位的工件脱离其正确的位置。并应保证在加工过程中工件在夹具上的位置不发生变化,同时又不能使工件夹紧变形和受压表面损伤。
2)主要夹紧力一般应垂直于工件的主要定位基准,有利于减少工件的变形和保证工件安装稳定性。
3)夹紧力的方向最好选择和切削力方向一致(图5-3),这时所需的夹紧力最小。如果夹紧力方向和切削力方向相反(图5-4),那么,在同样的加工情况下,夹紧力就要大于切削力。如果夹紧力方向和切削力方向相互垂直(图5-5),那么,夹紧力必须达到由此夹紧力所产生的摩擦力大于切削力。
4)夹紧力作用点应落在夹具支承件上或几个支承件所组成的平面内,有利于工件安装的稳定性(图5-6)。
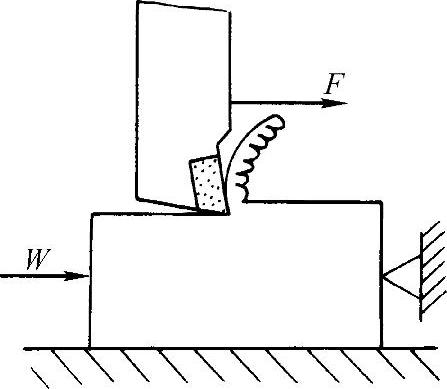
图5-3 夹紧力和切削力方向一致
F—切削力 W—夹紧力
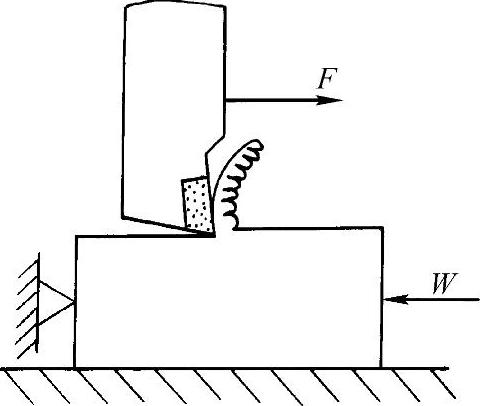
图5-4 夹紧力和切削力方向相反
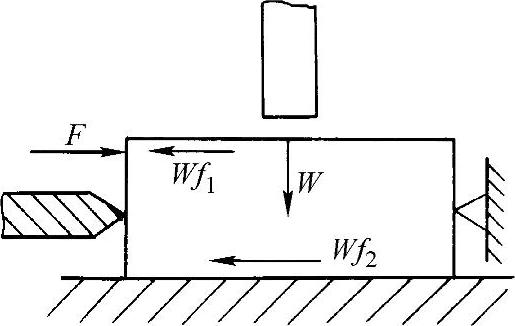
图5-5 夹紧力和切削力方向互相垂直
f1,f2—两个表面的摩擦因数
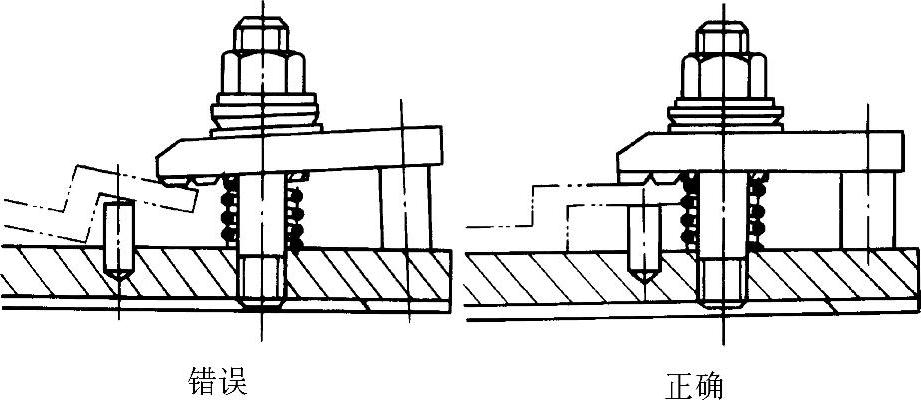
图5-6 夹紧力作用点与工件定位关系
5)夹紧力作用点应落在工件刚度最大的部位,有利于减少工件的夹紧变形(图5-7)。
6)夹紧力的作用点应力求靠近切削部位,有利于防止工件产生切削振动(图5-8)。
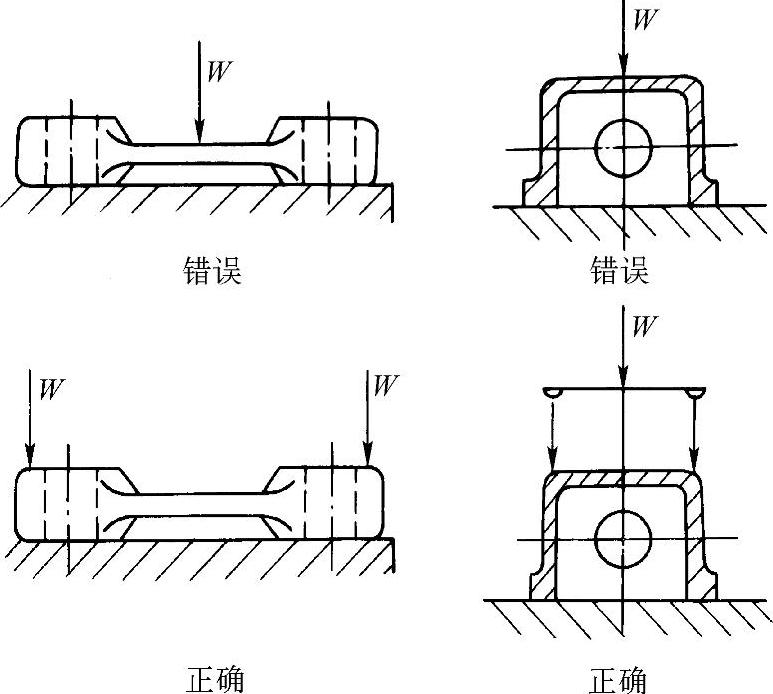
图5-7 夹紧力落在刚性较好的部位
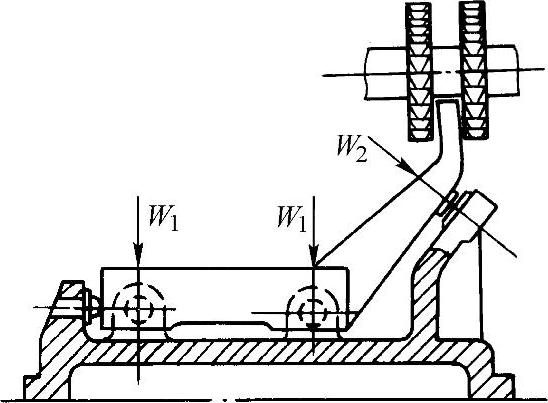
图5-8 夹紧力靠近加工表面
7)夹具结构力求紧凑、操作方便、安全可靠。(https://www.xing528.com)
5.2.1.3 夹具的对定
工件在夹具中的位置是由与工件接触的定位元件的定位表面(元件定位面)所确定的。为了保证工件对刀具及切削成形运动有正确位置,还需要使夹具与机床连接和配合时用的夹具定位面相对刀具及切削成形运动处于理想的位置。这种过程称为夹具的对定。机床夹具的对定包括三个方面:一是夹具对切削运动的定位,即夹具对机床的定位;二是夹具对刀具的定位,即所谓对刀、导向;三是夹具的分度和转位定位,这方面只有对分度和转位夹具才考虑。
(1)夹具对切削运动的定位
夹具对切削运动的定位,实质上就是夹具对机床的定位。夹具与机床连接的基本方式主要有两大类:
1)夹具安装在机床工作台平面上(如铣床、刨床、镗床夹具等)。夹具底面作为主定位面,用定位键或销作为导向定位面(表5-26)。
表5-26 夹具与机床工作台相连接的方式
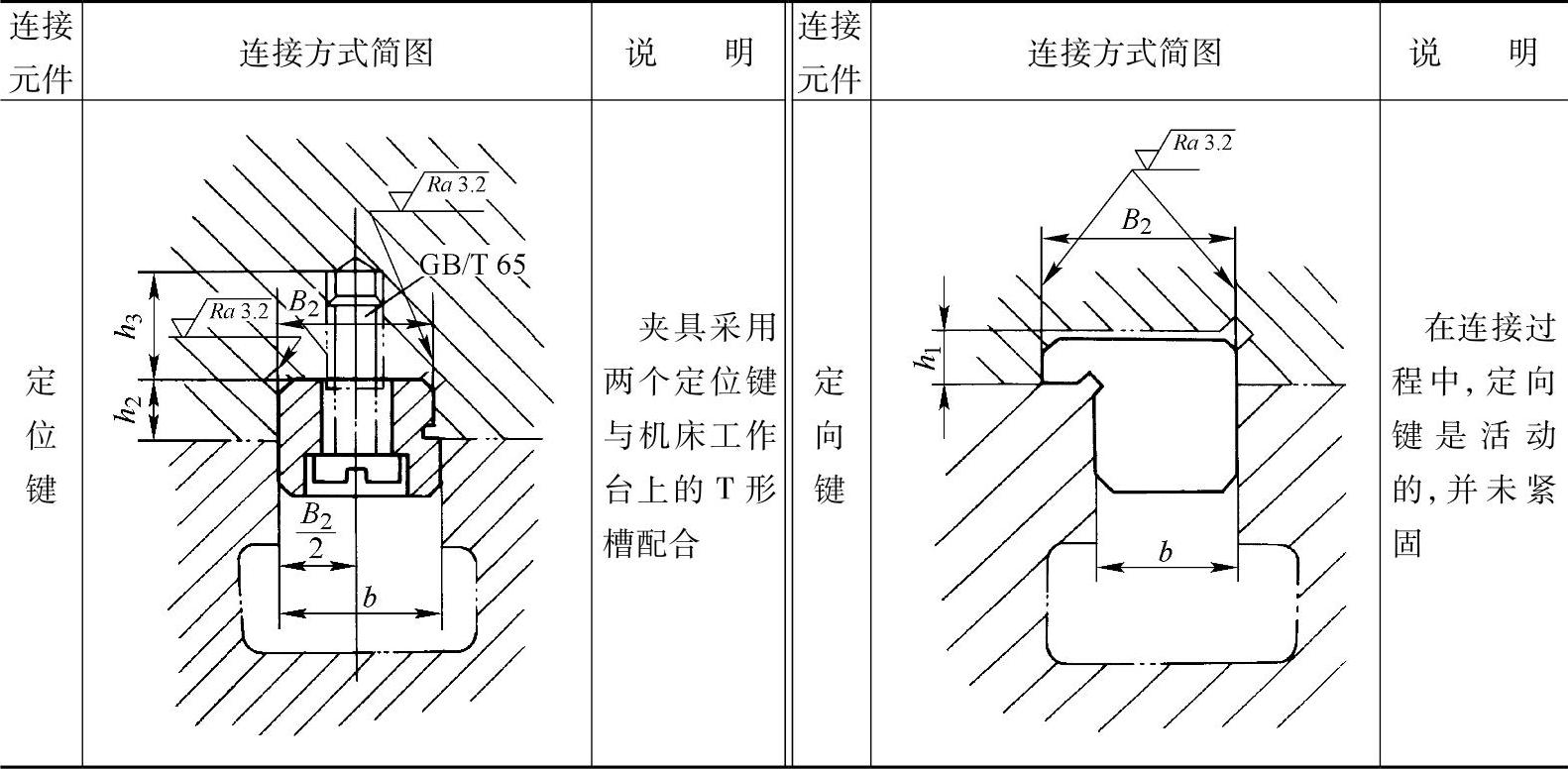
注:图中h1、h2、b、B2尺寸见JB/T 8016—1999、JB/T 8017—1999。
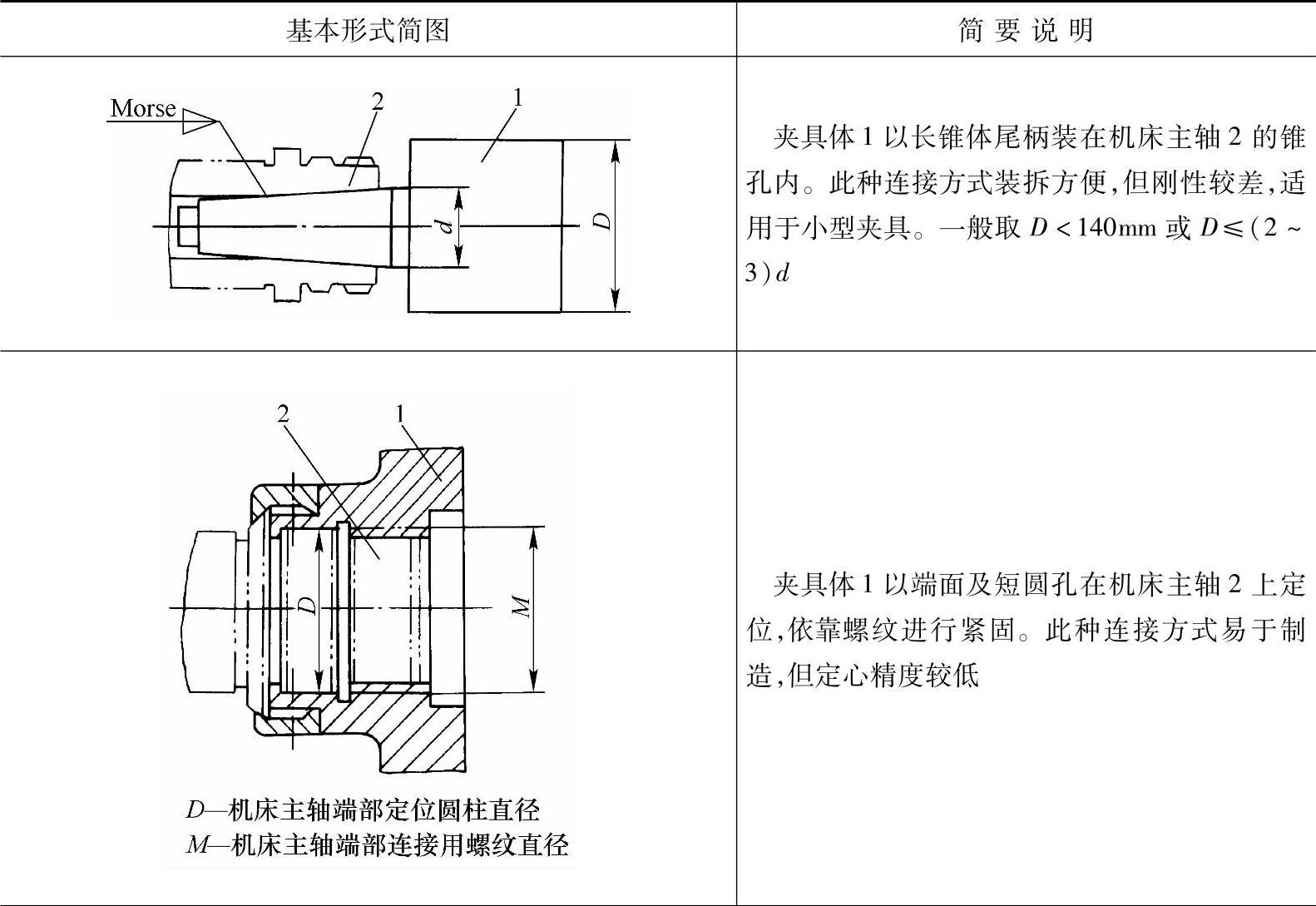
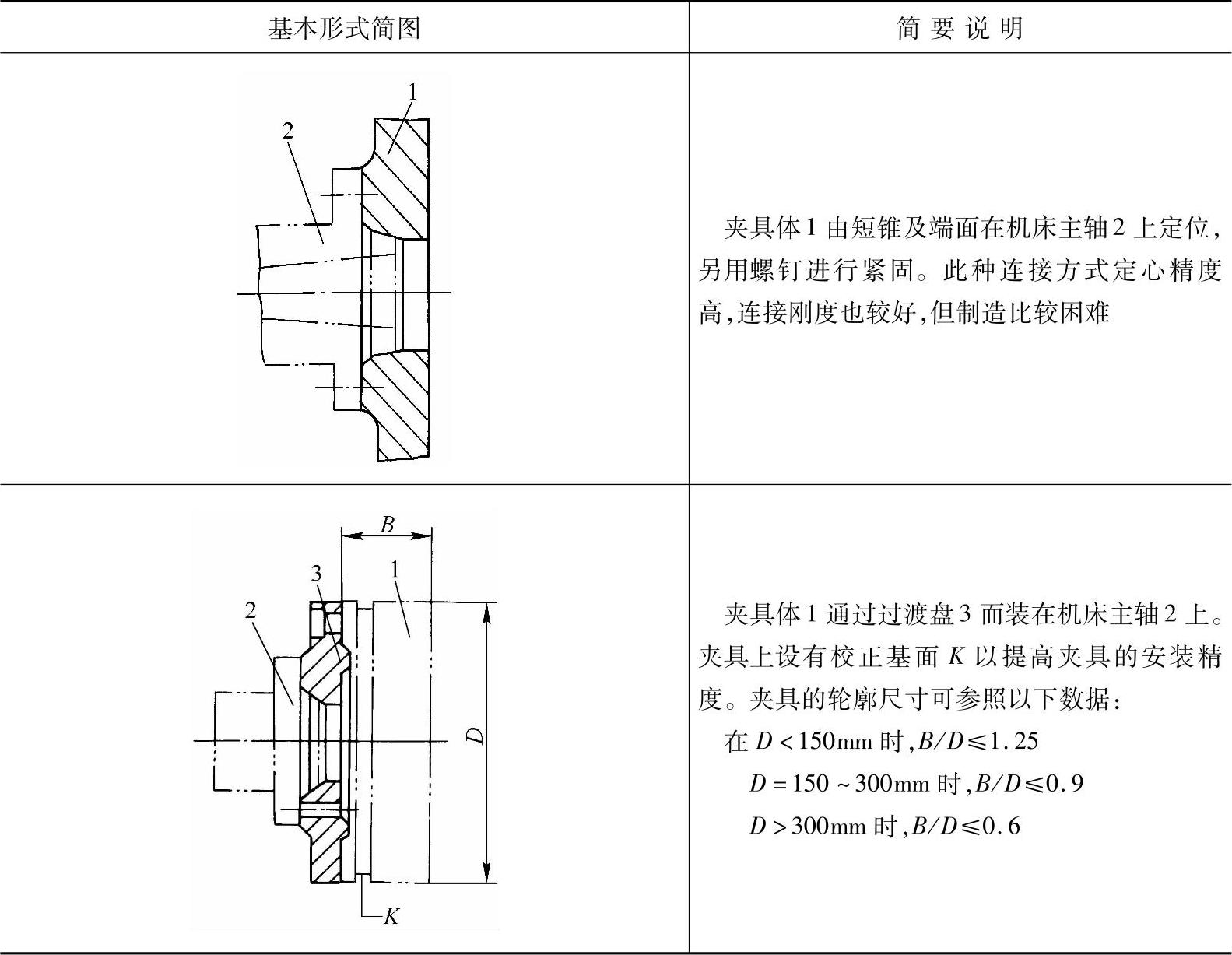
2)夹具安装在机床的回转主轴上(如车床、内圆磨床等),其连接方式和定位面取决于机床主轴端部的结构形式。如以夹具莫氏锥体作为定位面,安装在机床主轴孔内;以夹具的短圆柱孔及其端面作为定位面,通过连接盘,安装在机床主轴上(表5-27)。
表5-27 夹具与机床在转轴相连接的方式
(续)
注:自定心卡盘用过渡盘、单动卡盘用过渡盘尺寸见表5-19~表5-22。
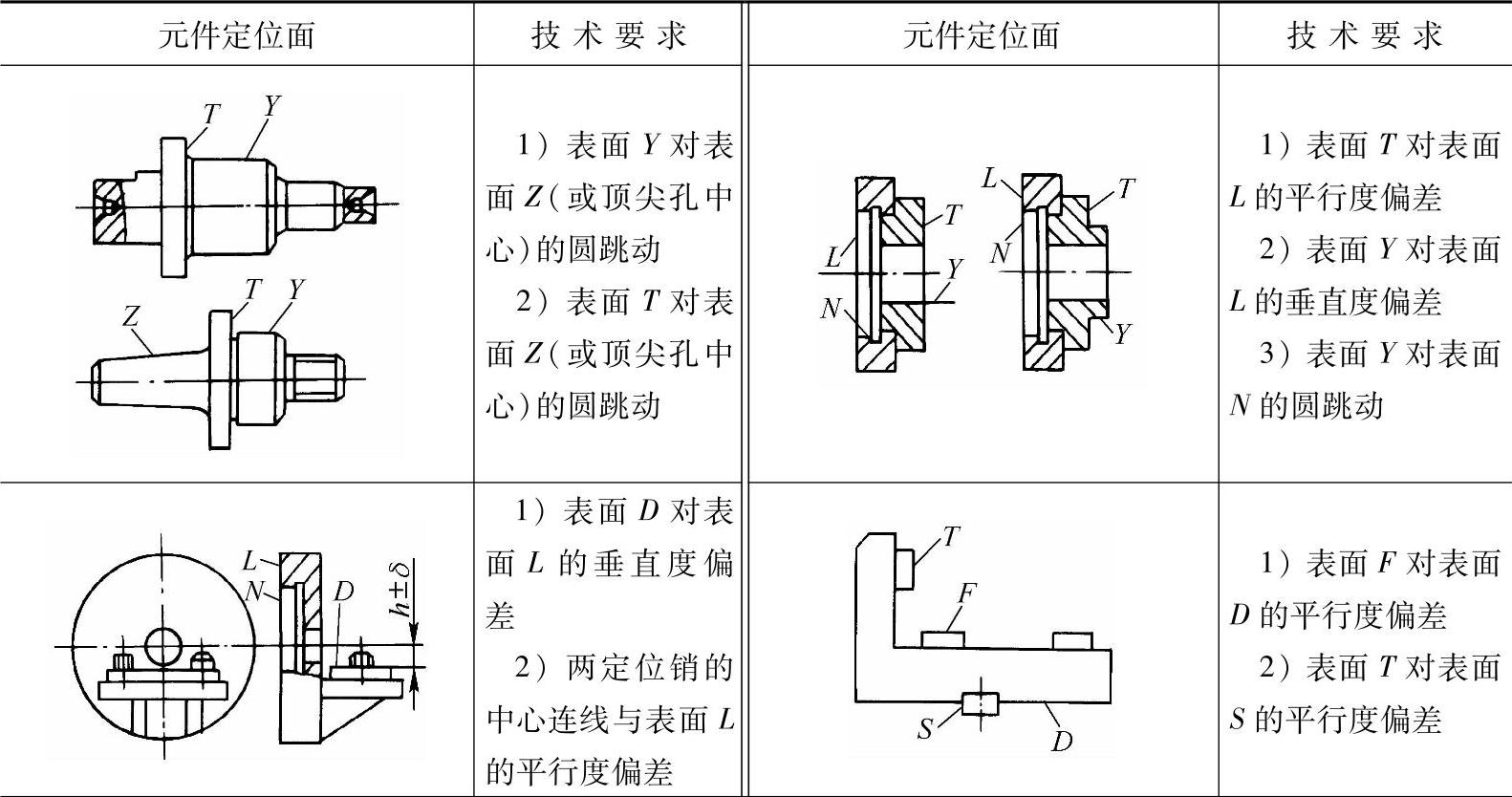
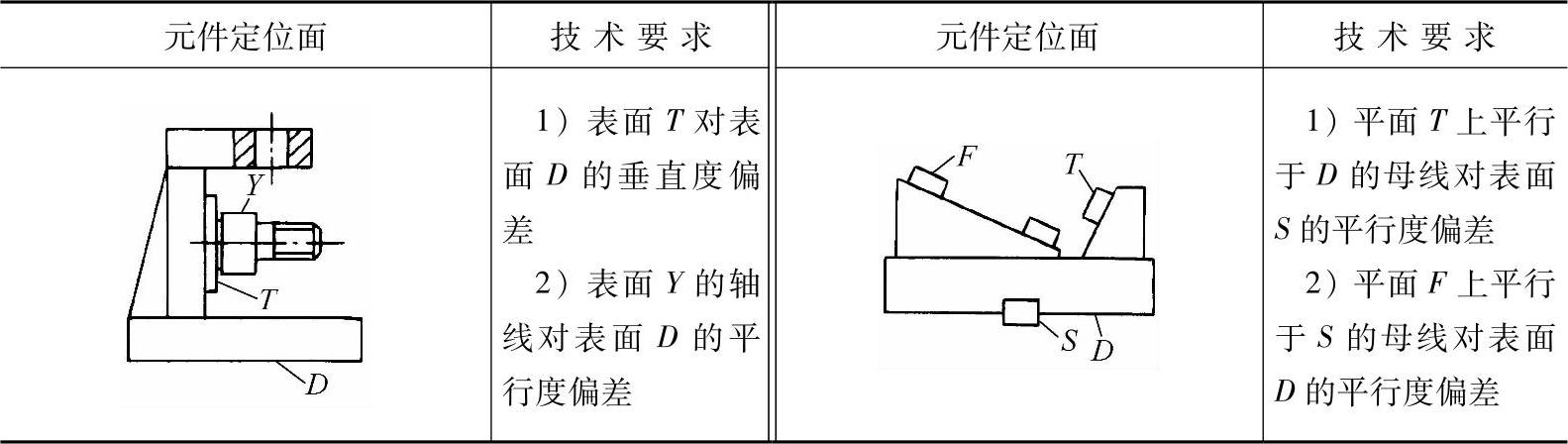
3)几种常见元件定位面与夹具定位的技术要求(表5-28)。
表5-28 几种常见元件定位面与夹具定位的技术要求
(续)
(2)夹具对刀具的定位
1)对刀装置。对刀装置是用来确定夹具与刀具相对位置的装置。对刀装置是由对刀块和塞尺等元件组成。有了对刀装置,就可迅速而准确地调整刀具与夹具之间的相对位置。常用对刀装置的基本类型见表5-29。
表5-29 常用对刀装置的基本类型
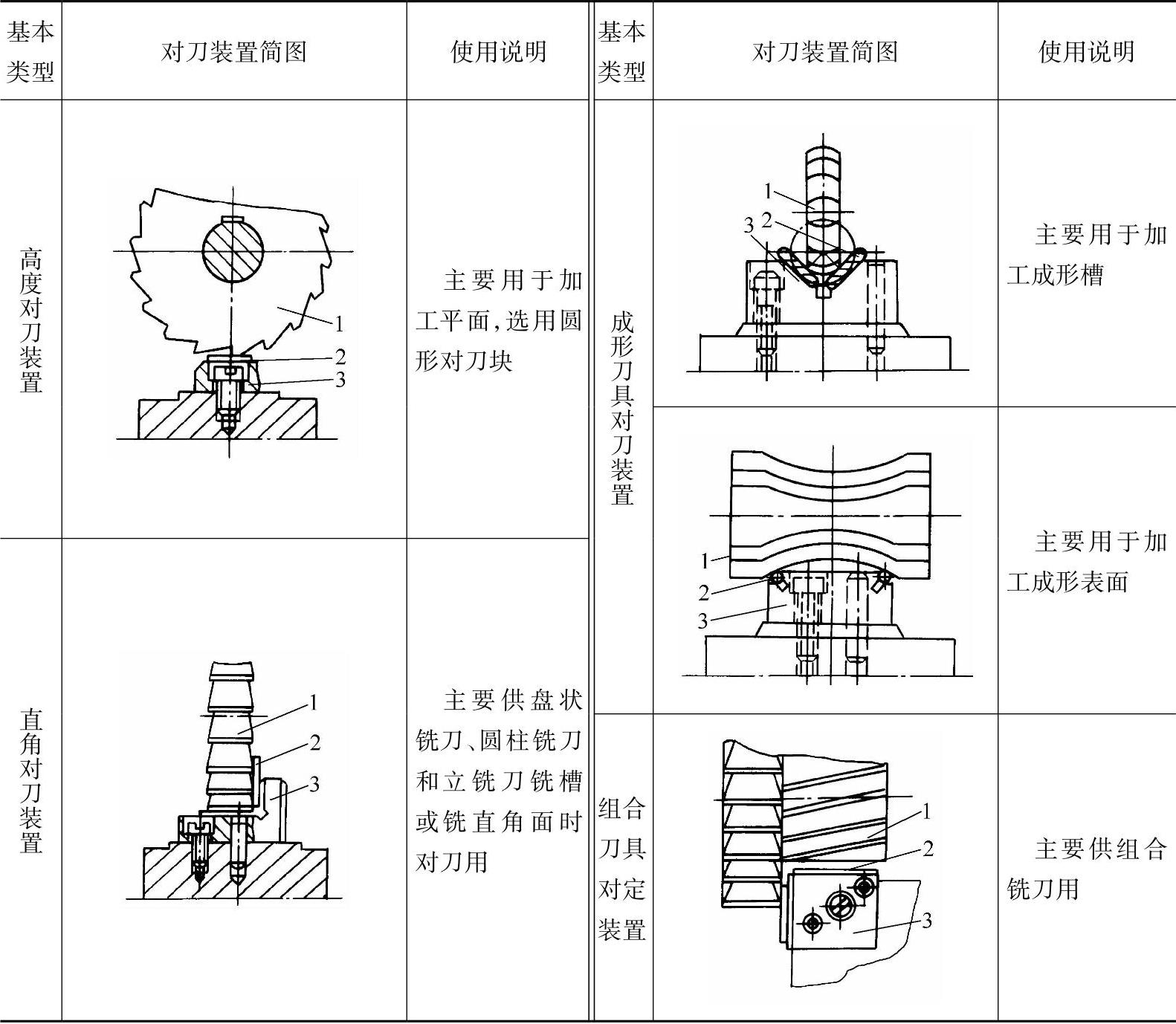
注:表图中1—刀具;2—塞尺;3—对刀块。
2)导向元件。刀具导向元件通称为导套,多用在钻床和镗床夹具中,前者称为钻套、后者称为镗套。利用导向元件可保证被加工孔的位置精度,以及尺寸精度和形状精度。
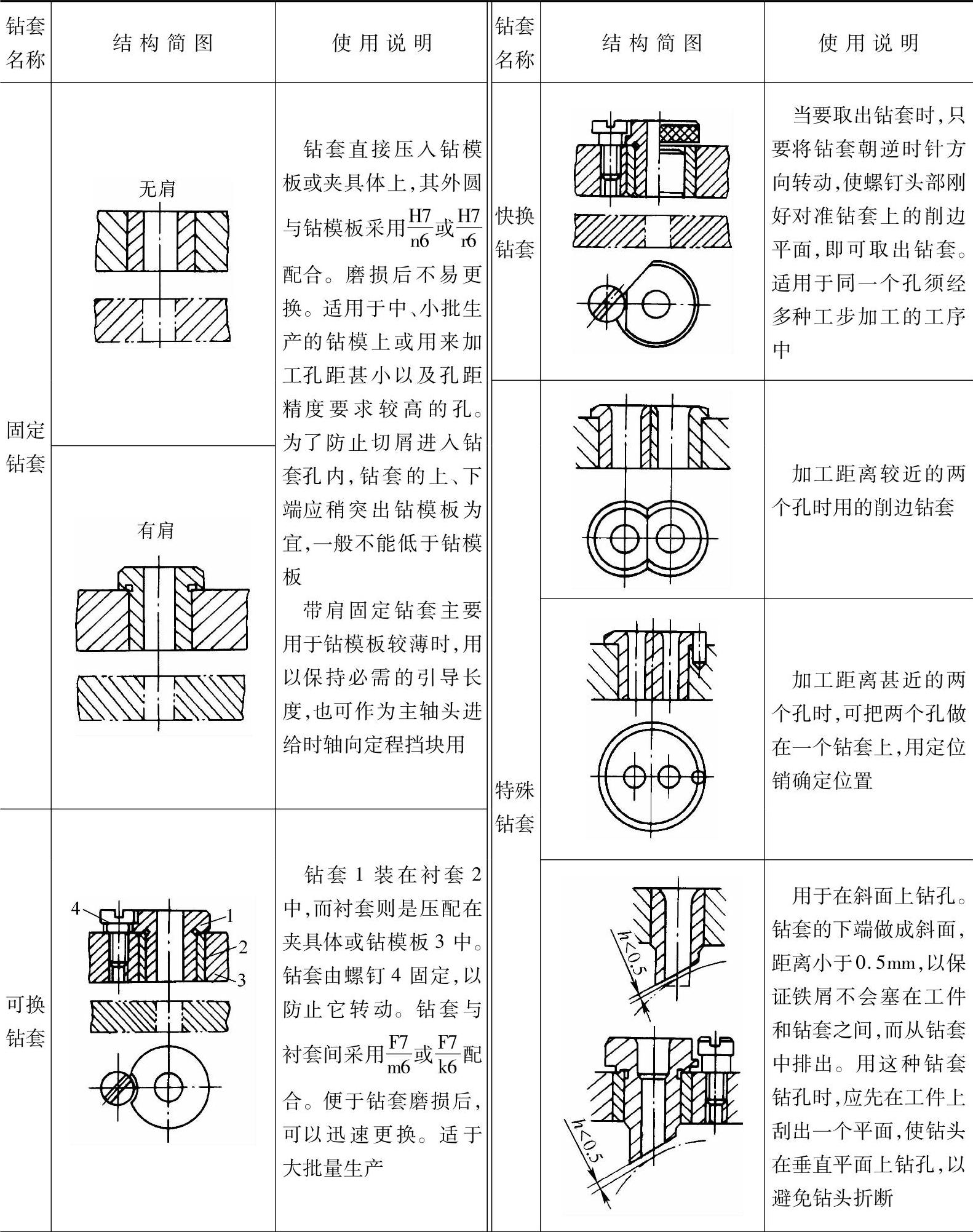
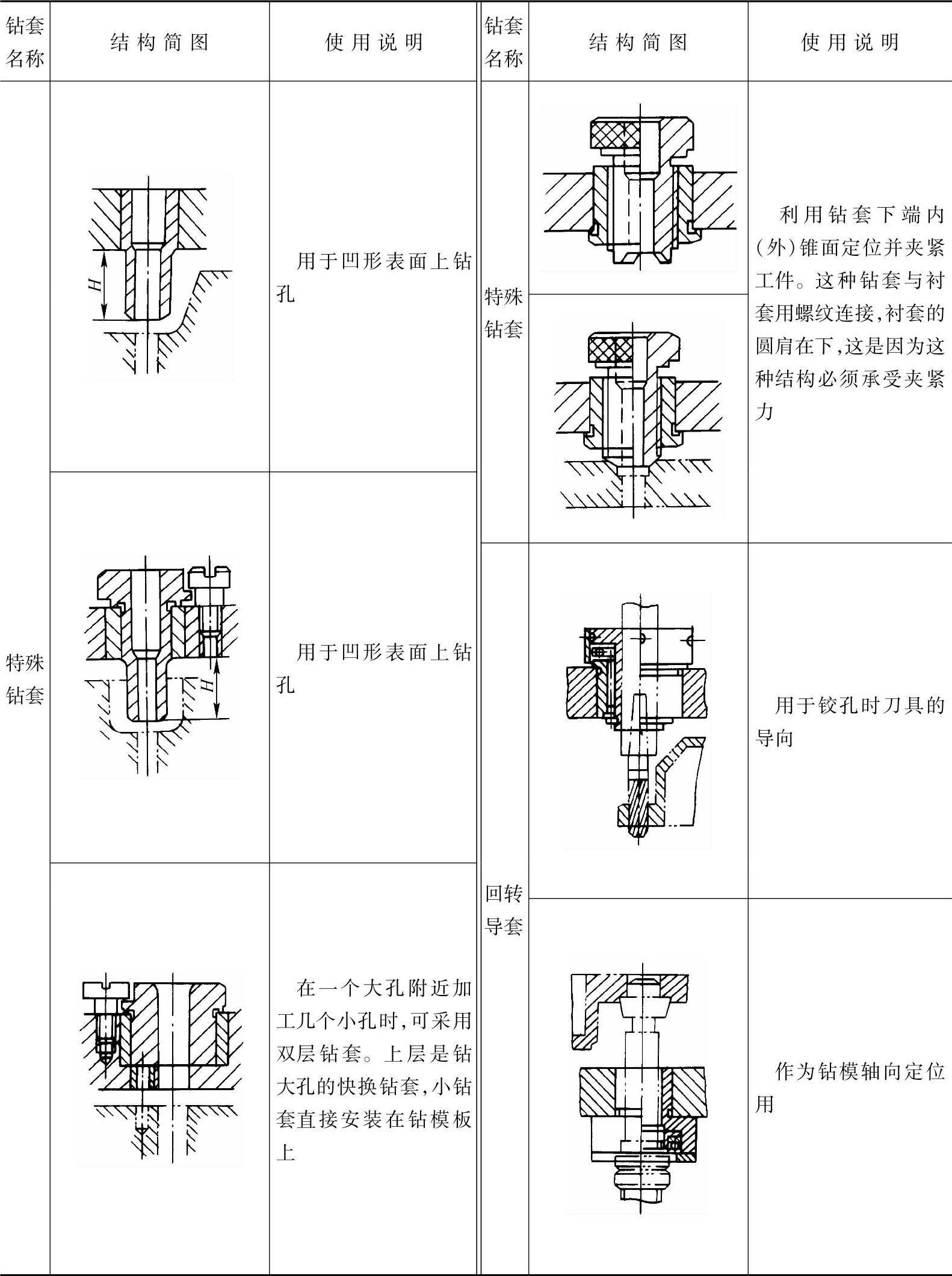
①钻套的基本类型及应用见表5-30。
表5-30 钻套的基本类型及应用
(续)
②钻套高度和钻套端部与工件表面的距离见表5-31。
表5-31 钻套高度和钻套端部与工件表面的距离 (单位:mm)
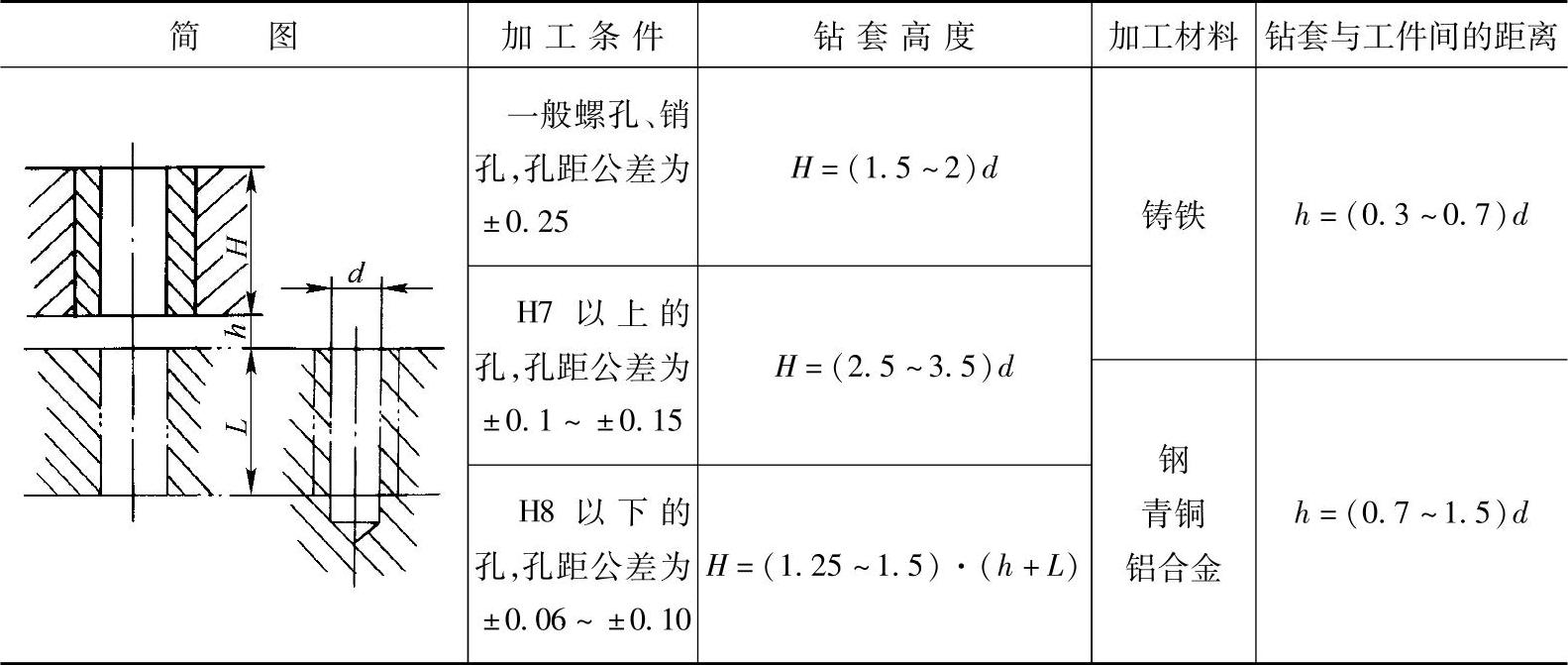
注:孔的位置精度要求高时,允许h=0;钻深孔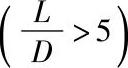 时,h一般取1.5d;钻斜孔或在斜面上钻孔时,h尽量取小一些。
时,h一般取1.5d;钻斜孔或在斜面上钻孔时,h尽量取小一些。
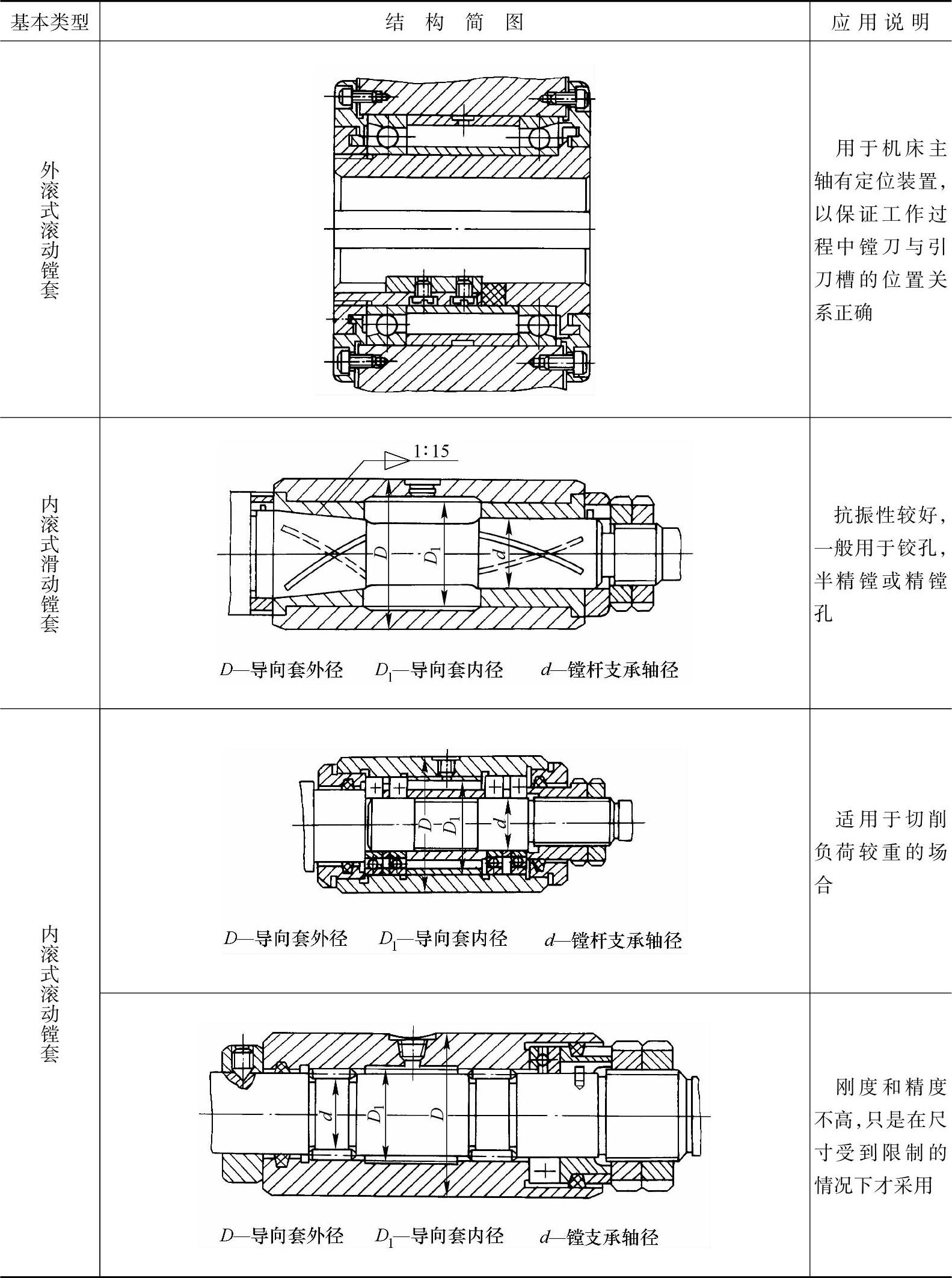
③镗套的基本类型及应用见表5-32。
表5-32 镗套的基本类型及应用
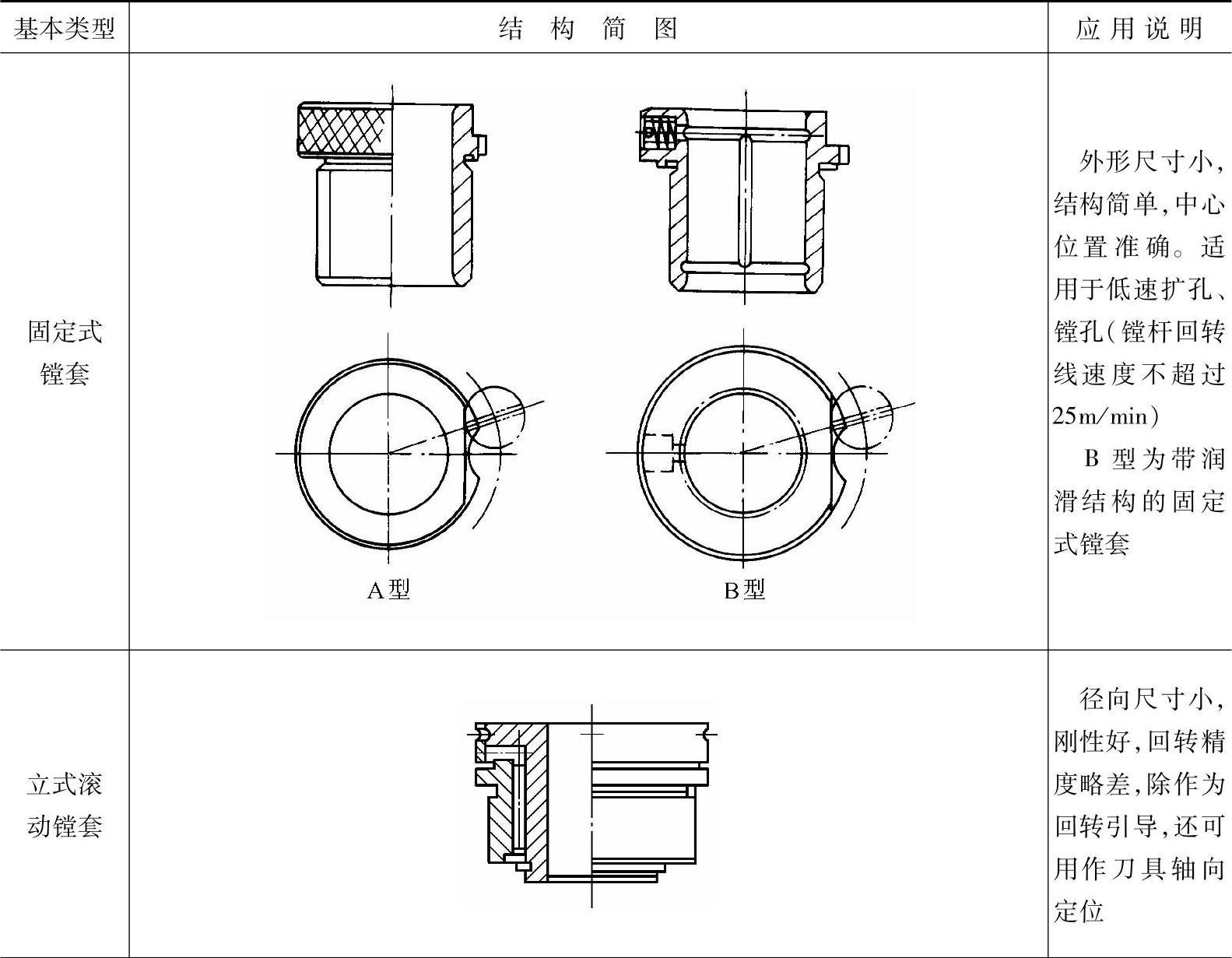
(续)
(续)
④镗套的配合见表5-33、表5-34。
表5-33 固定式镗套的配合
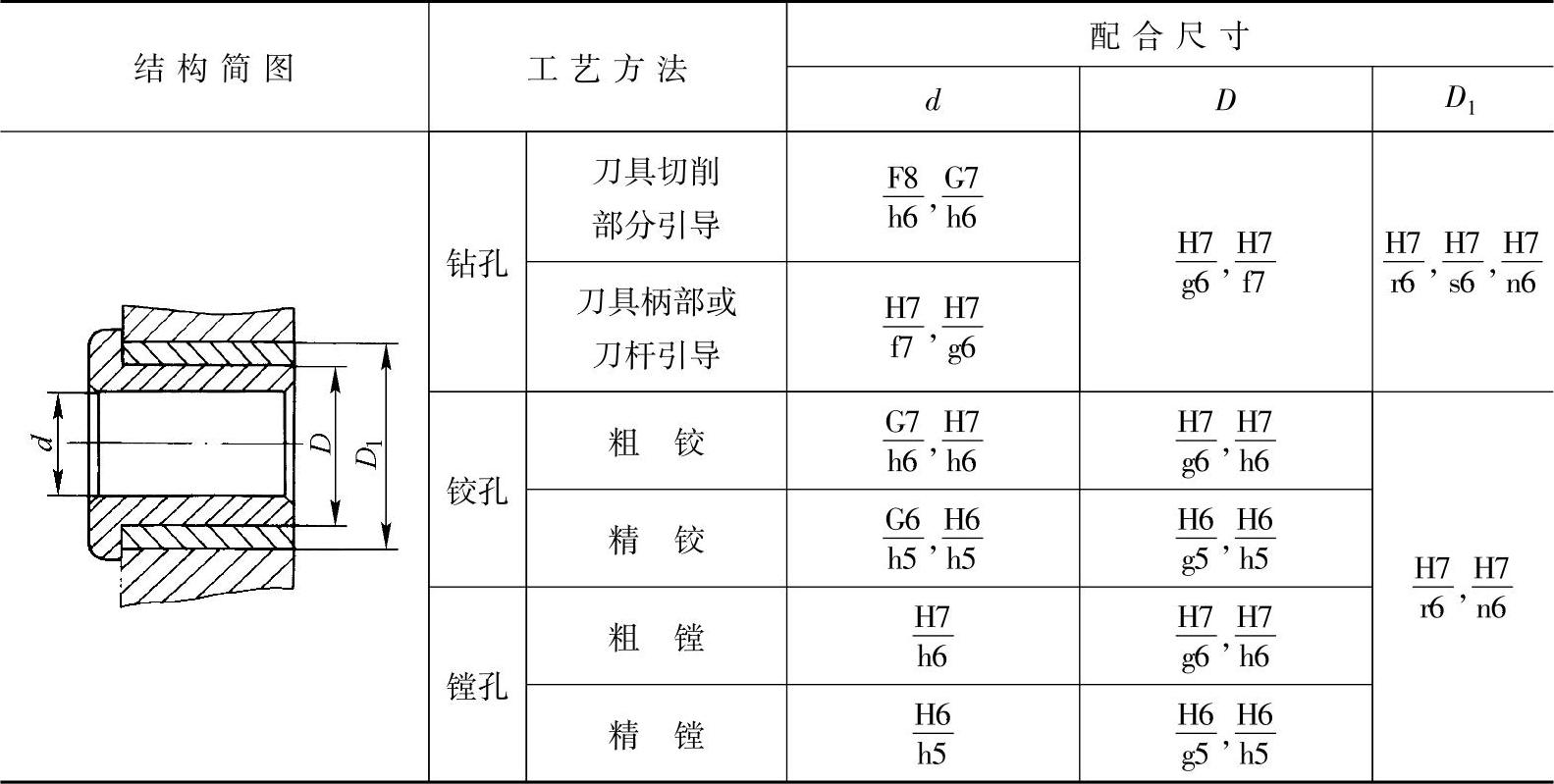
表5-34 外滚式镗套的配合
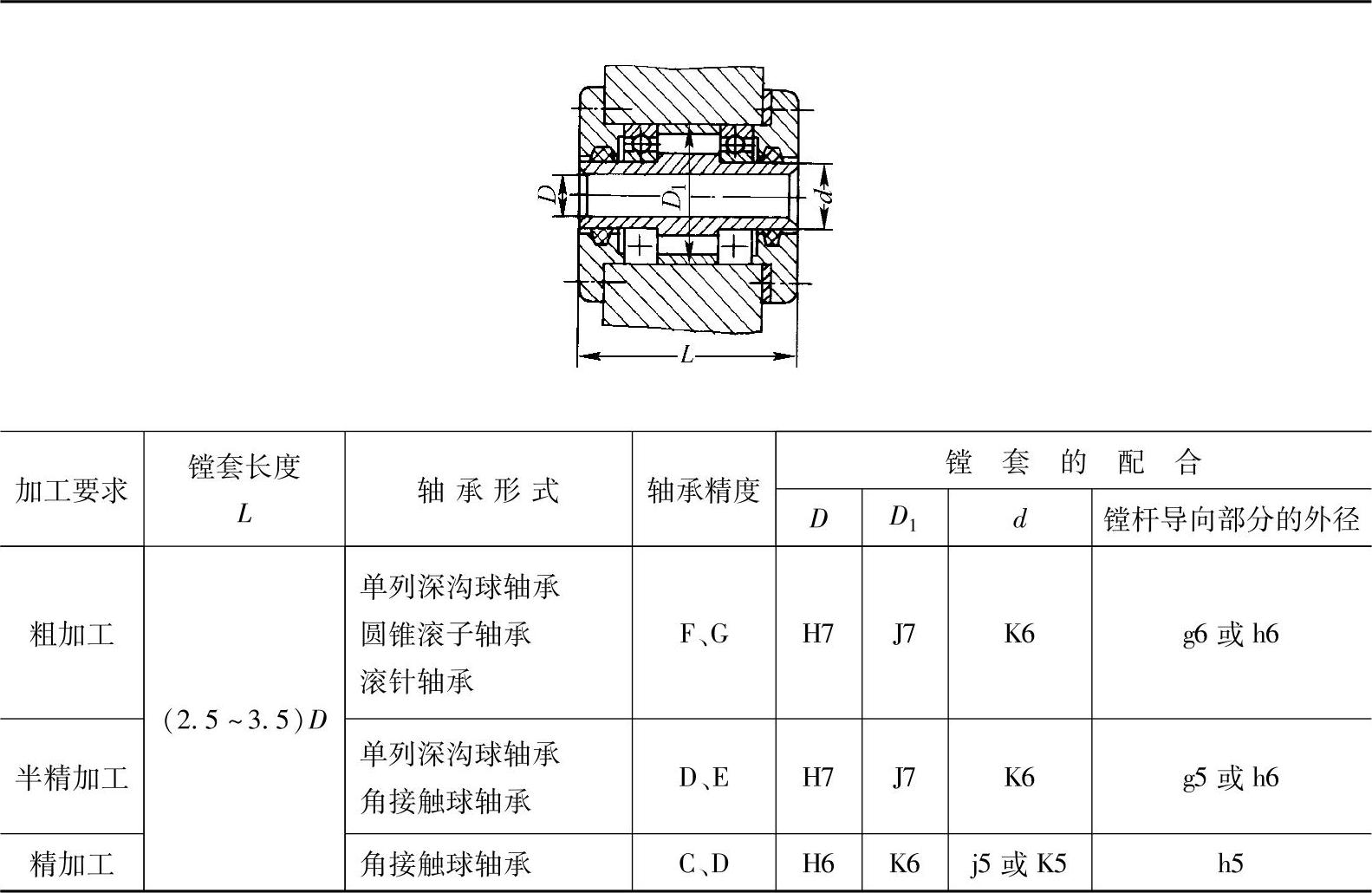
注:1.当精镗孔的位置精度要求很高时,建议镗杆外径的公差取为0.4h5,镗套内孔直径的公差取为H6的1/3,或配研至其间隙不大于0.01mm。
2.精加工时,镗套内孔的圆度公差取为镗孔圆度公差的1/5~1/6。
⑤内滚式镗套结构形式及配合见表5-35。
表5-35 内滚式镗套结构形式及配合
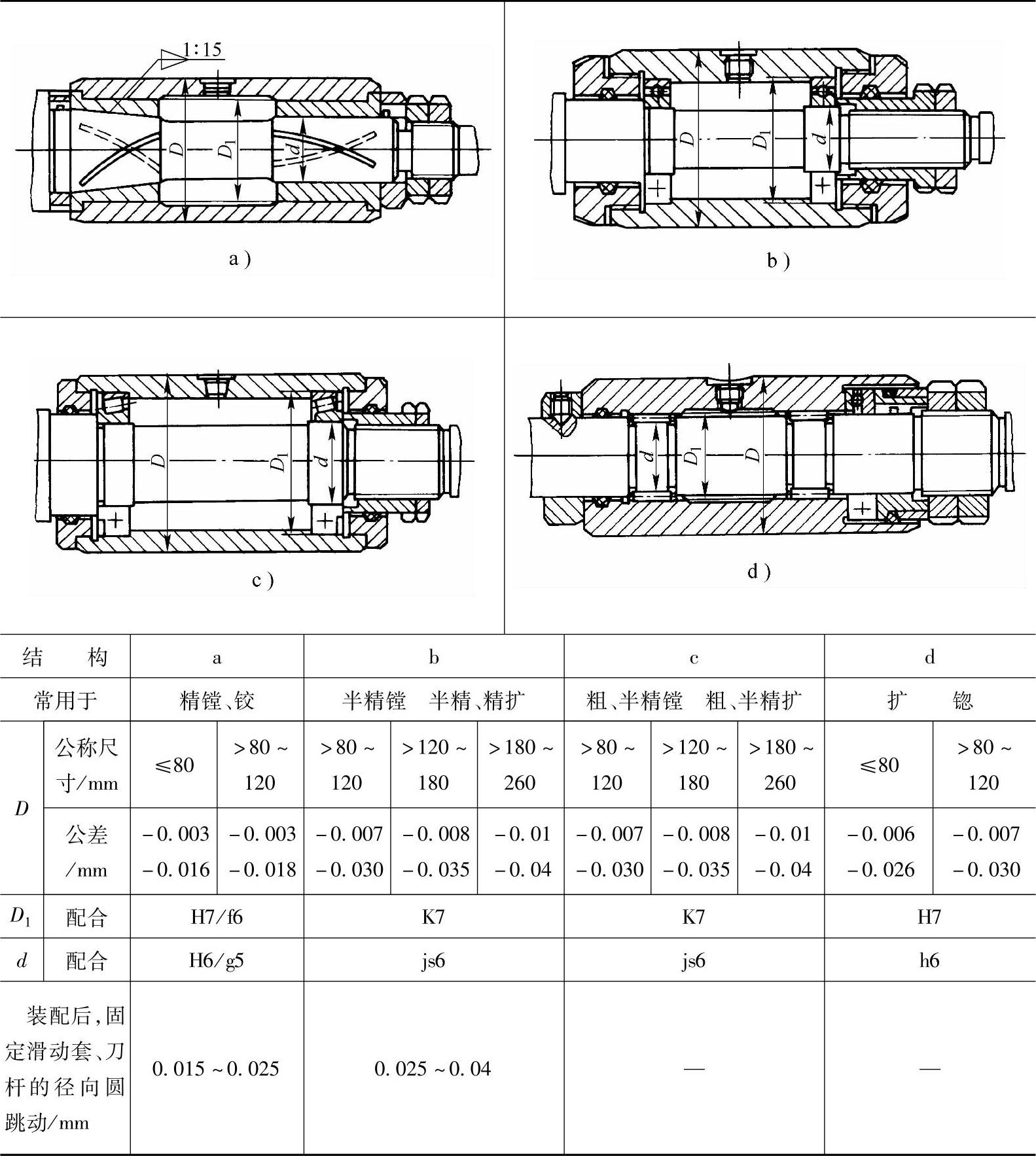
注:1.结构a前端1∶15圆锥部分铜套应与刀杆配研。
2.结构b用于精镗时,配合精度可适当提高。
3.D的公差应保证滑动套与夹具镗套有间隙,其最大极限尺寸等于或略小于基本尺寸,其公差值分别等于h5或h6。
(3)夹具分度与转位的对定
夹具的分度与转位的对定装置,用于保证回转夹具的回转部分在分度与转位后的定位精度。常用的对定方式见表5-36。
表5-36 对定装置的基本结构
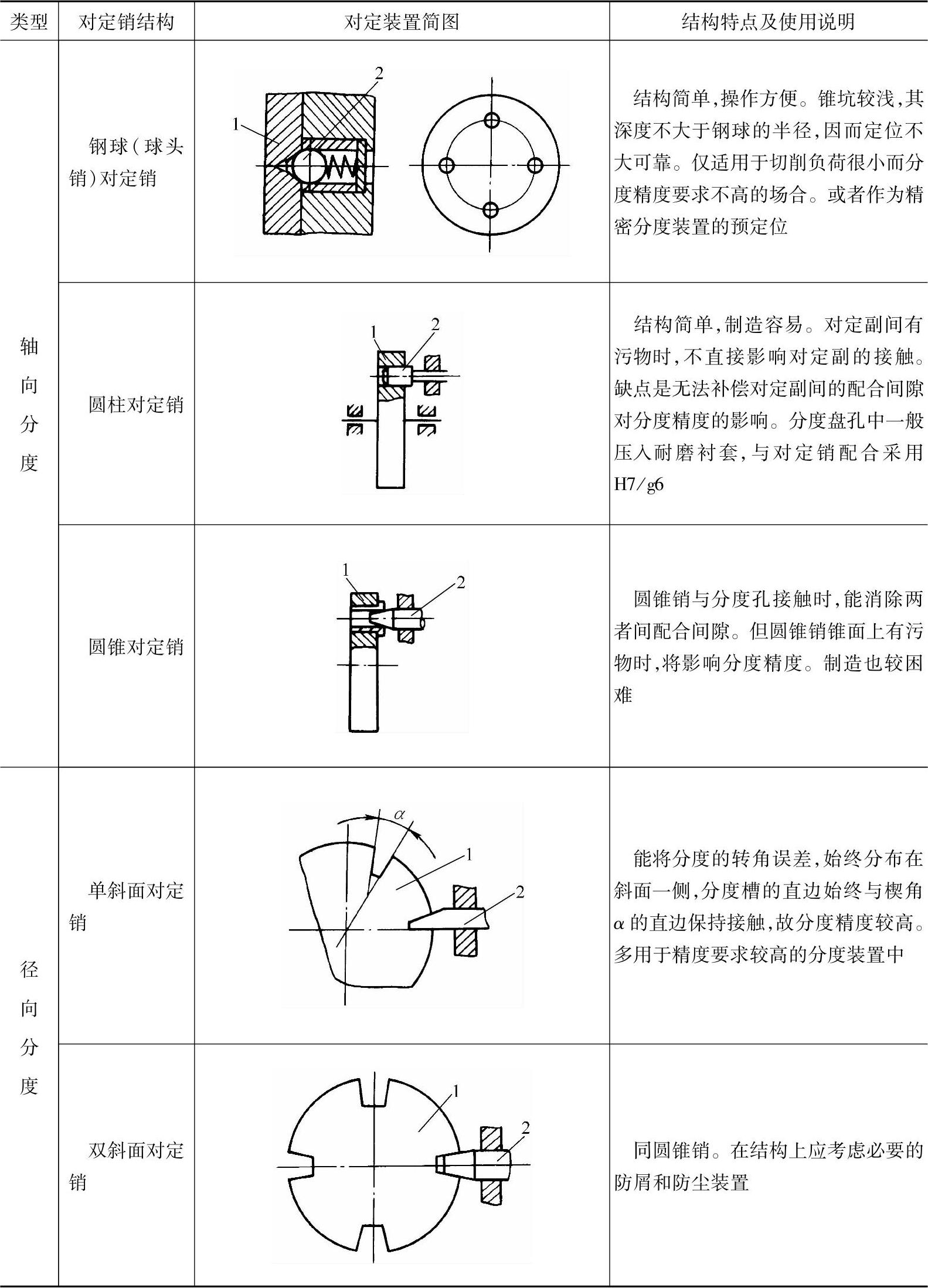
注:1—分度板,2—对定销。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。