



连杆组件(图3-16)由连杆上盖(图3-17)、连杆体(图3-18)及螺栓、螺母等组成。
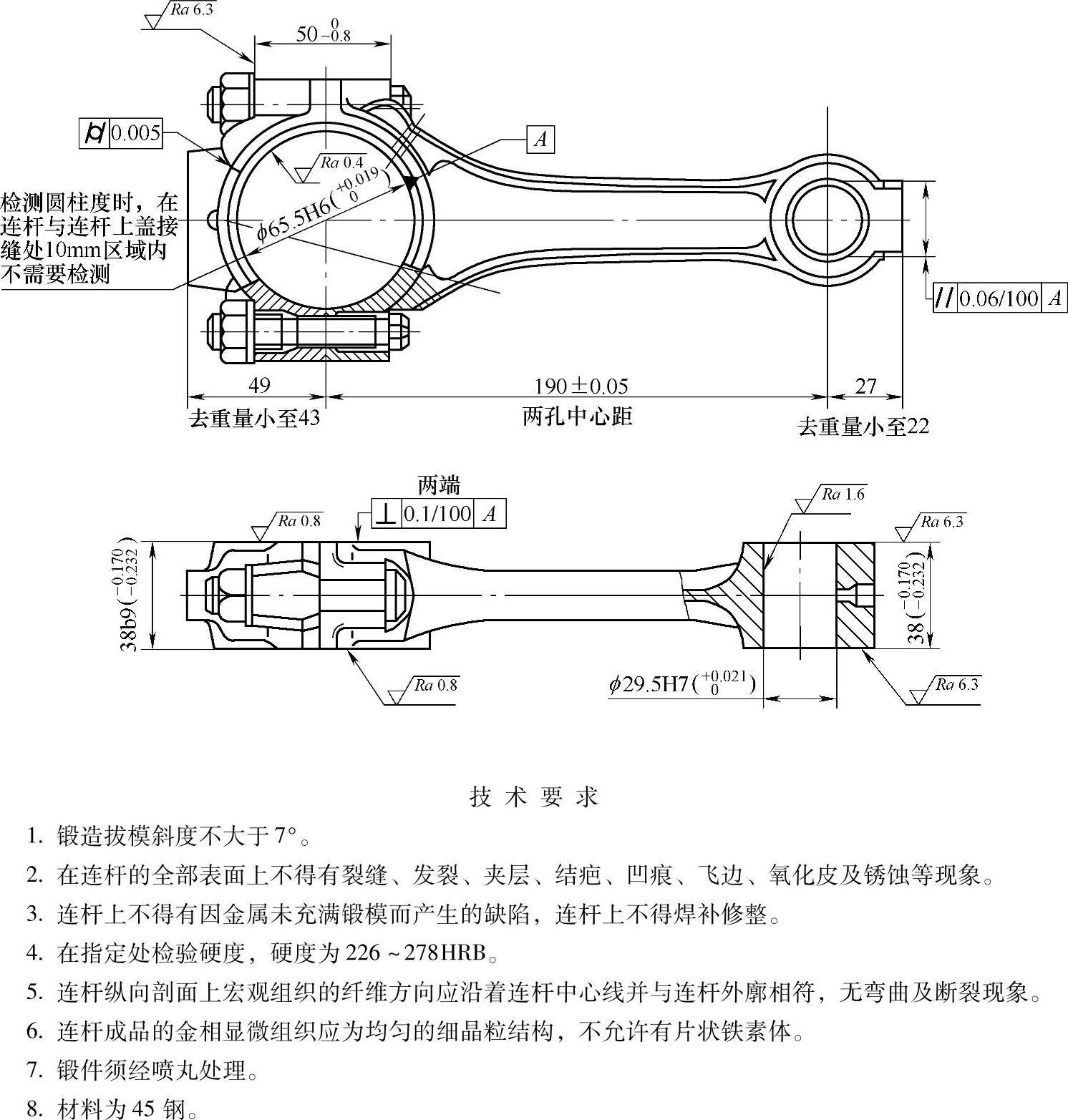
图3-16 连杆组件图
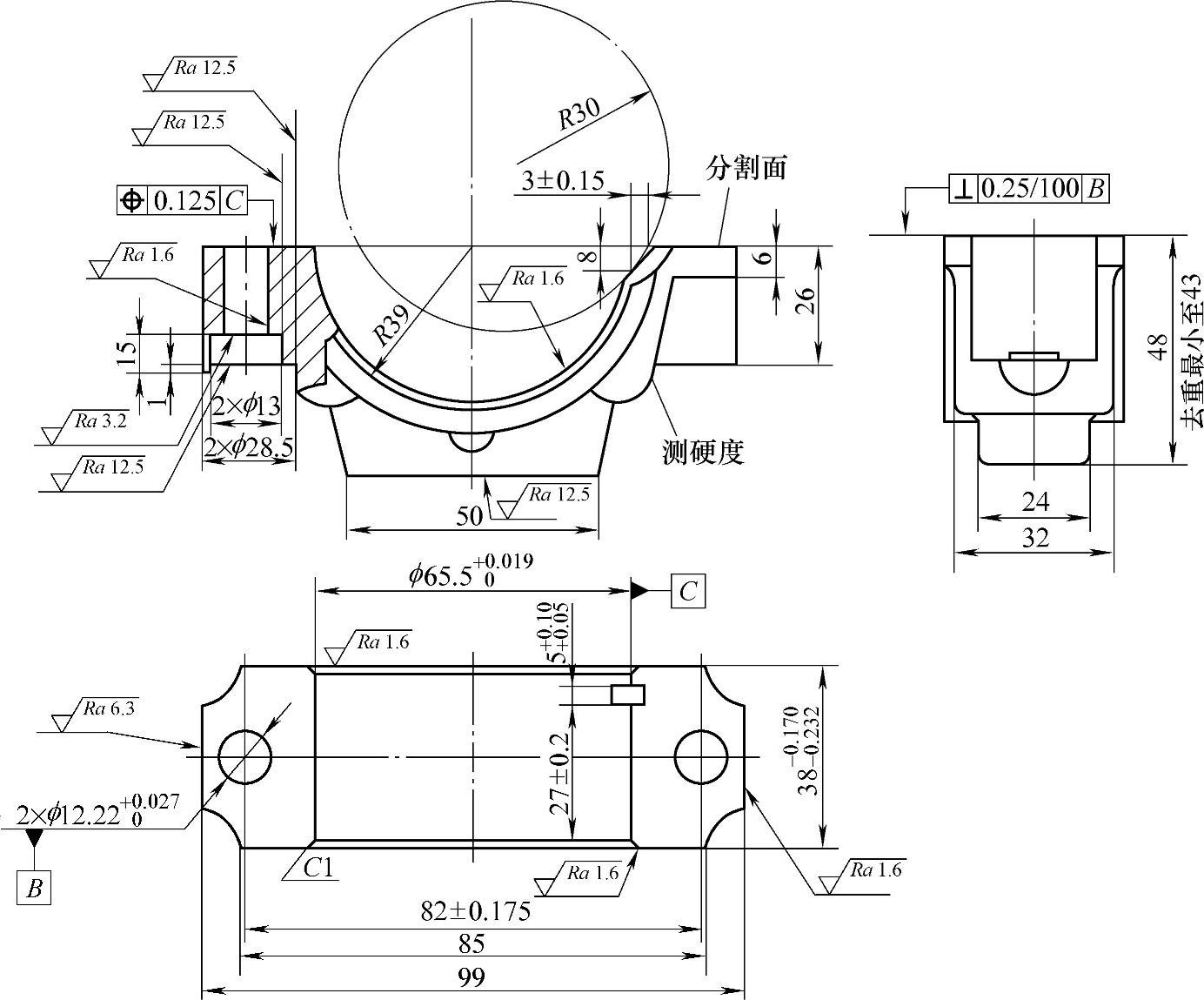
图3-17 连杆上盖零件图
(1)零件图样分析
1)该连杆为整体模锻成形,在加工中将连杆切开后,再重新组装后镗削大头孔。其外形可不再加工。
2)连杆大头孔圆柱度公差为0.005mm。
3)连杆大、小头孔平行度公差为0.06mm/100mm。
4)连杆大头孔两侧面对大头孔中心线的垂直度公差为0.1mm/100mm。
5)连杆体分割面、连杆上盖分割面对连杆螺钉孔的垂直度公差为0.25mm/100mm。
6)连杆体分割面、连杆上盖分割面对大头孔轴线位置度公差为0.125mm。
7)连杆体、连杆上盖对大头孔中心线的对称度公差为0.25mm。
8)材料为45钢。
(2)连杆机械加工工艺过程卡(表3-95)
(3)工艺分析
1)连杆毛坯为模锻件,外形不需要加工,但划线时要照顾毛坯尺寸,保证加工余量。如果单件生产,也可采用自由锻造毛坯,但对连杆外形要进行加工。
2)该工艺过程适用于小批连杆的生产加工。
3)铣连杆两大平面时应多翻转几次,以消除平面翘曲。
 (https://www.xing528.com)
(https://www.xing528.com)
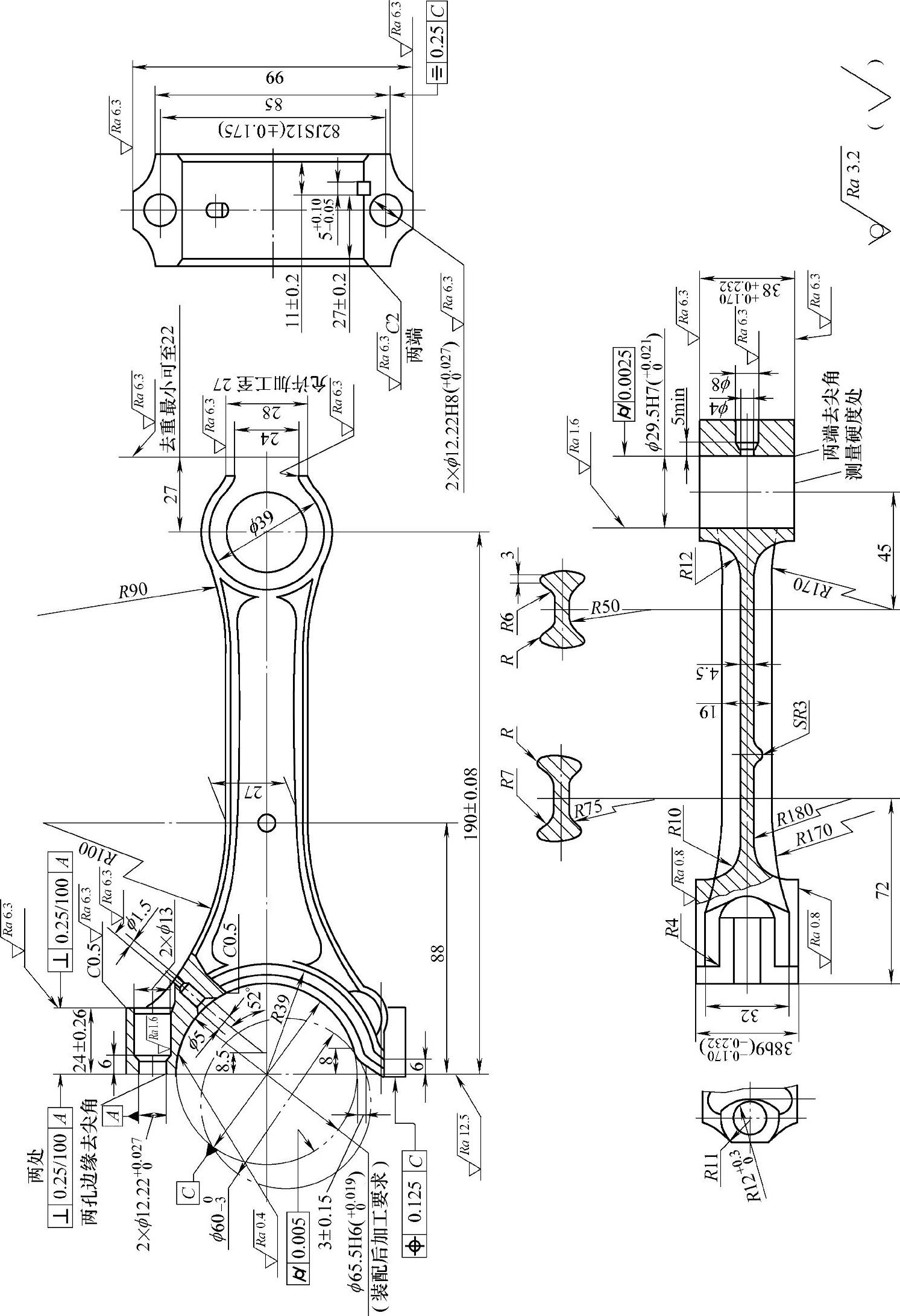
图3-18 连杆体零件图
表3-95 连杆机械加工工艺过程卡
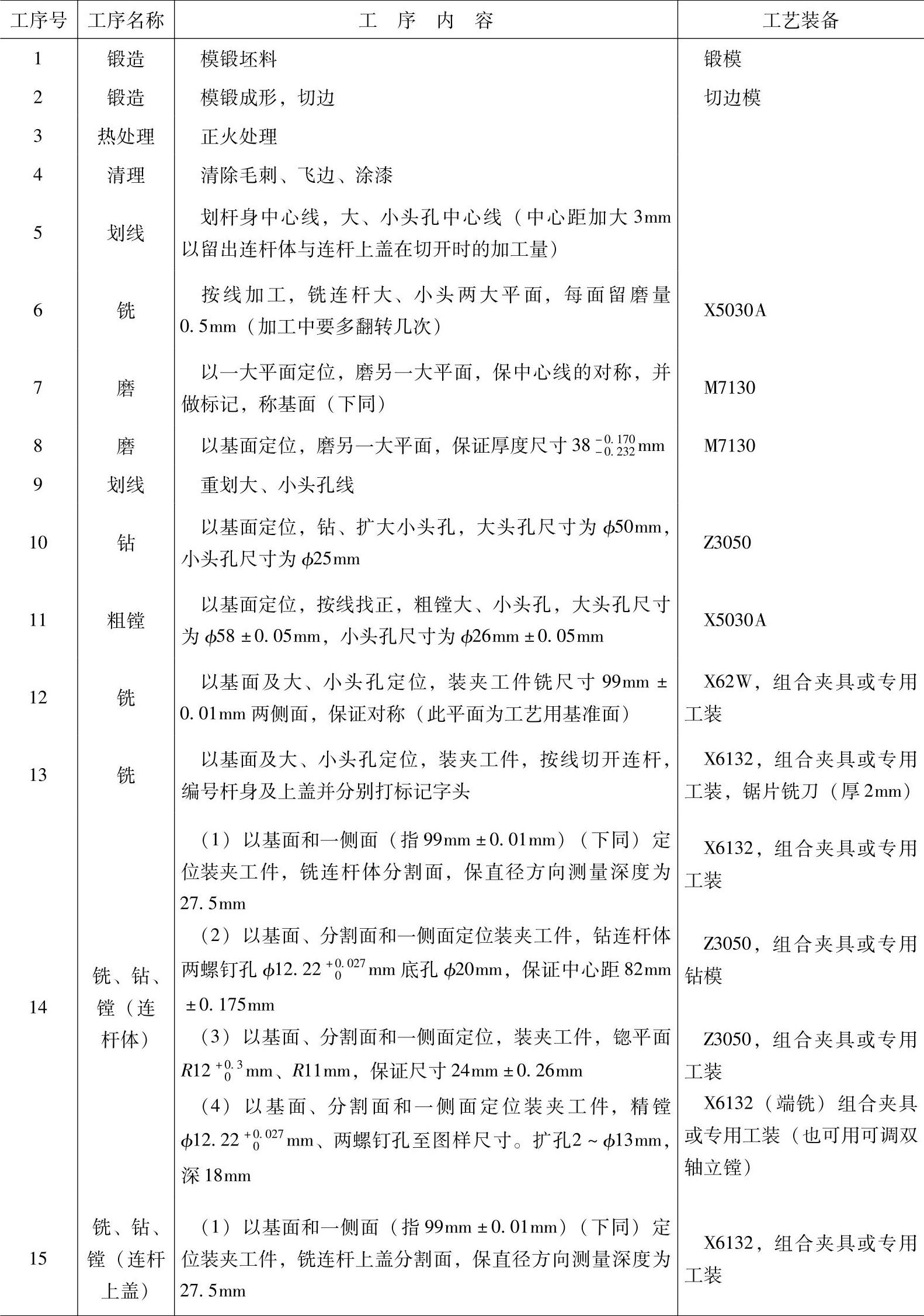
(续)
4)工序7、8磨加工,也可改为精铣。
5)单件加工连杆螺钉孔可采用钻、扩、铰方法。
6)锪连杆螺钉孔平面时,采用粗、精分开加工,以保证精度,必要时可刮研。
7)连杆大头孔圆柱度误差的检验,用内径指示表,在大头孔内分三个断面测量其内径,每个断面测量两个方向,三个断面测量的最大值与最小值之差的一半即为圆柱度误差。
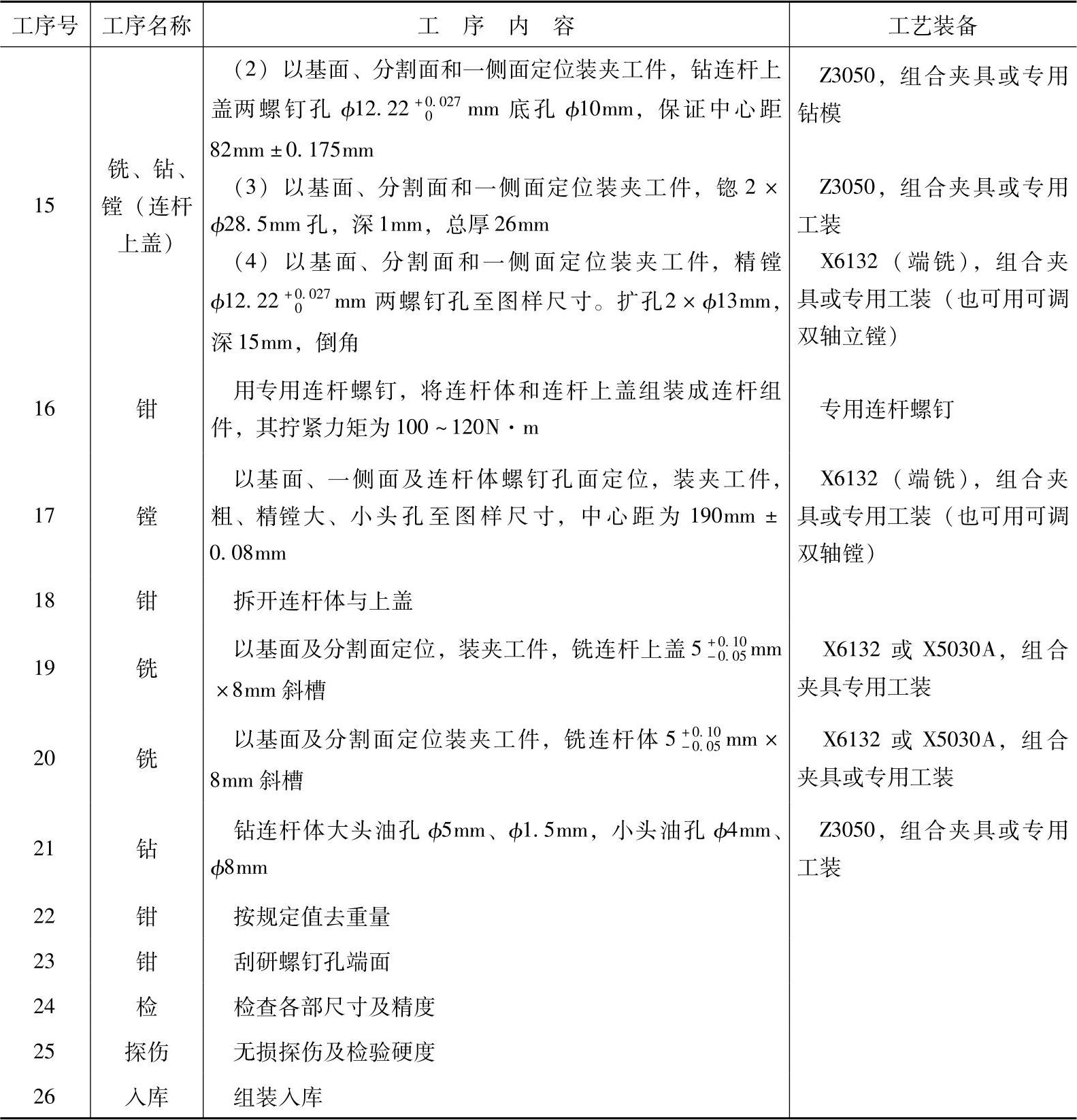
8)连杆体、连杆上盖对大头孔中心线的对称度误差的检验,采用专用检具(用一平尺安装上百分表)(图3-19)。用分割面为定位基准分别测量连杆体、连杆上盖两个半圆的半径值,其差为对称度误差。
9)连杆大、小头孔平行度误差的检验,见图3-20所示,将连杆大、小头孔穿入专用心轴,在平台上用等高V形块支撑连杆大头孔心轴,测量小头孔心轴在最高位置时两端的差值,其差值的一半即为平行度误差。
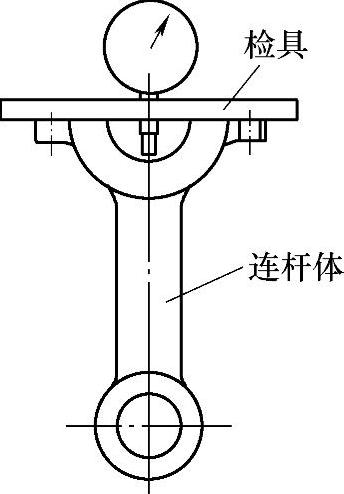
图3-19 分割面对称度误差的检验
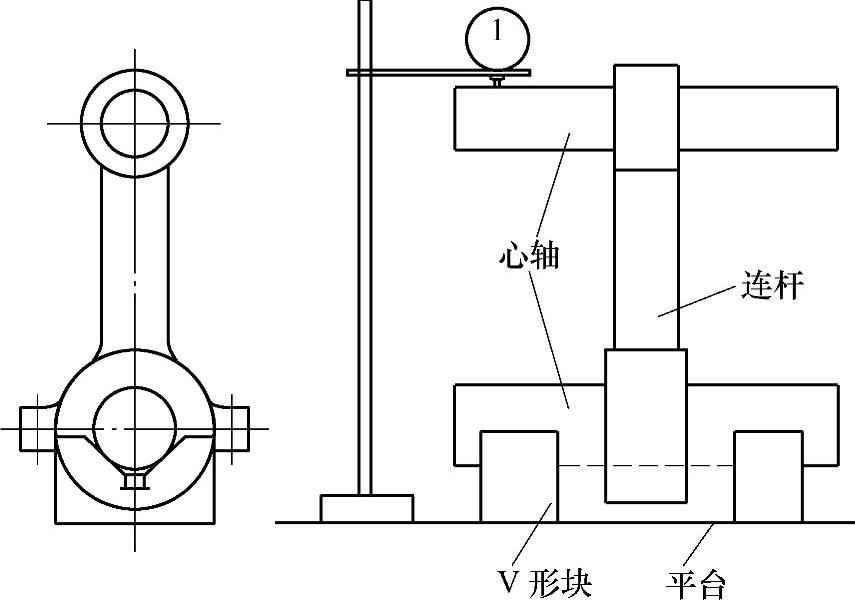
图3-20 连杆大、小头孔平行度误差的检验
10)连杆螺钉孔与分割面垂直度误差的检验,须制作专用垂直度检验心轴(图3-21),其检测心轴的直径公差,分三个尺寸段制作,配以不同公差的螺钉孔,检查其接触面积,一般在90%以上为合格。或配用塞尺检测,塞尺厚度的一半为垂直度误差值。
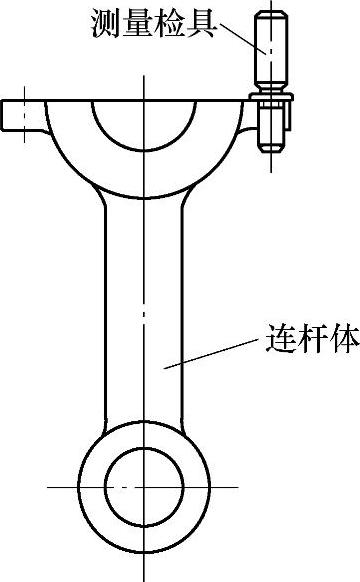
图3-21 螺钉孔与分割面垂直度误差的检验
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。