



3.1.3.1 各种生产类型的主要工艺特点
根据产品和生产纲领的大小及其工作地专业化程度的不同,企业的生产类型可分为大量生产、成批生产和单件生产三种。
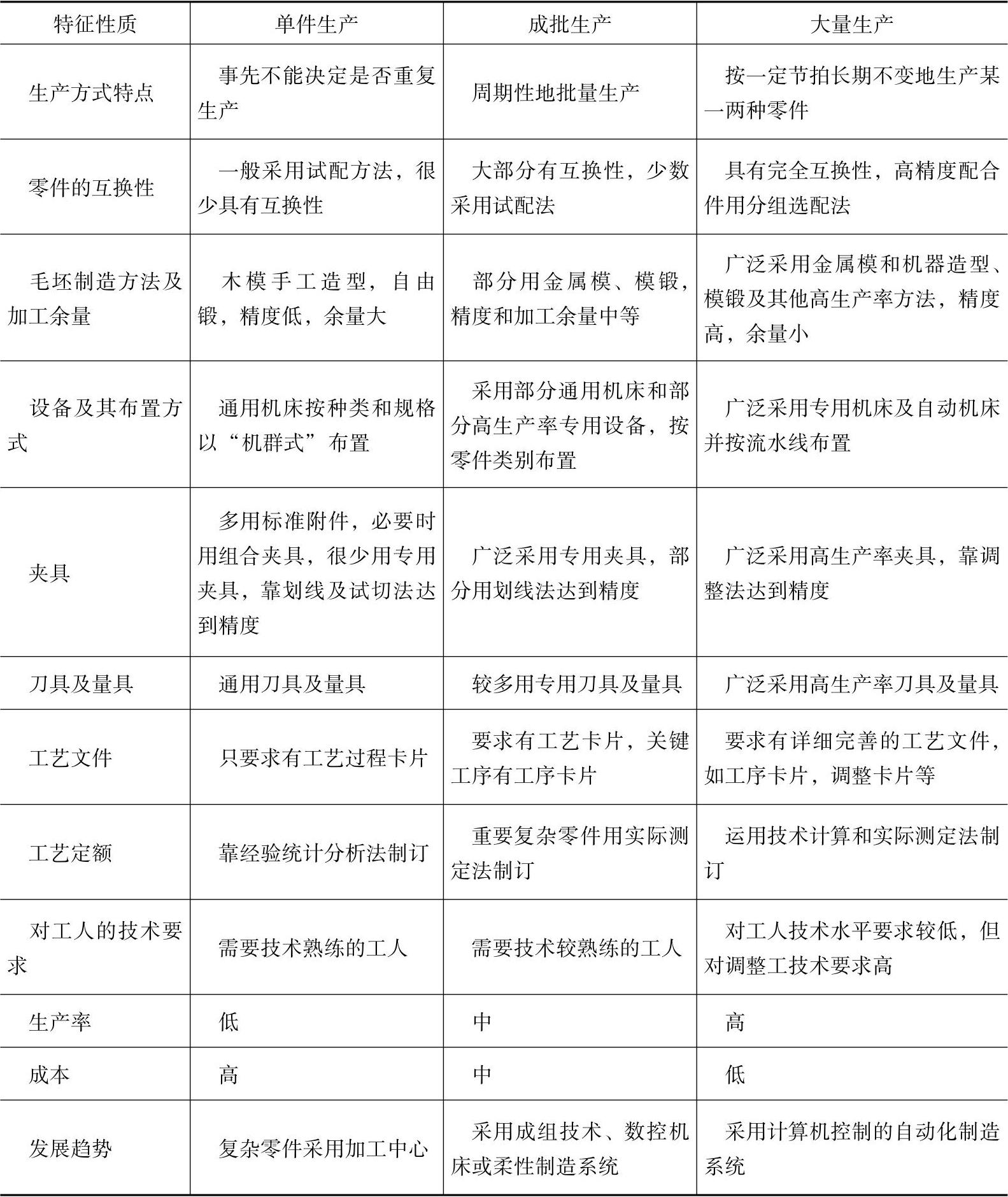
各种生产类型的主要工艺特点见表3-17。
表3-17 各种生产类型的主要工艺特点
3.1.3.2 零件表面加工方法的选择
加工零件表面时,应根据这些表面的加工要求和零件的结构特点及材料性质等因素来选用相应的加工方法。
在选择某一表面的加工方法时,一般总是首先选定它的最终加工方法,然后再逐一选定各有关前导工序的加工方法。
(1)加工方法选择的原则
1)选择加工方法应考虑每种加工方法的经济加工精度[1]并要与加工表面的精度要求及表面粗糙度要求相适应。
2)所选加工方法能确保加工面的几何形状精度、表面相互位置精度的要求。
3)所选加工方法要与零件材料的可加工性相适应。例如,淬火钢、耐热钢等硬度高的材料则应采用磨削方法加工。
4)所选加工方法要与生产类型(表3-17)相适应,大批量生产时,应采用高效的机床设备和先进的加工方法。在单件小批生产中,多采用通用机床和常规加工方法。
5)所选加工方法要与企业现有设备条件和工人技术水平相适应。
(2)各类表面的加工方案及适用范围
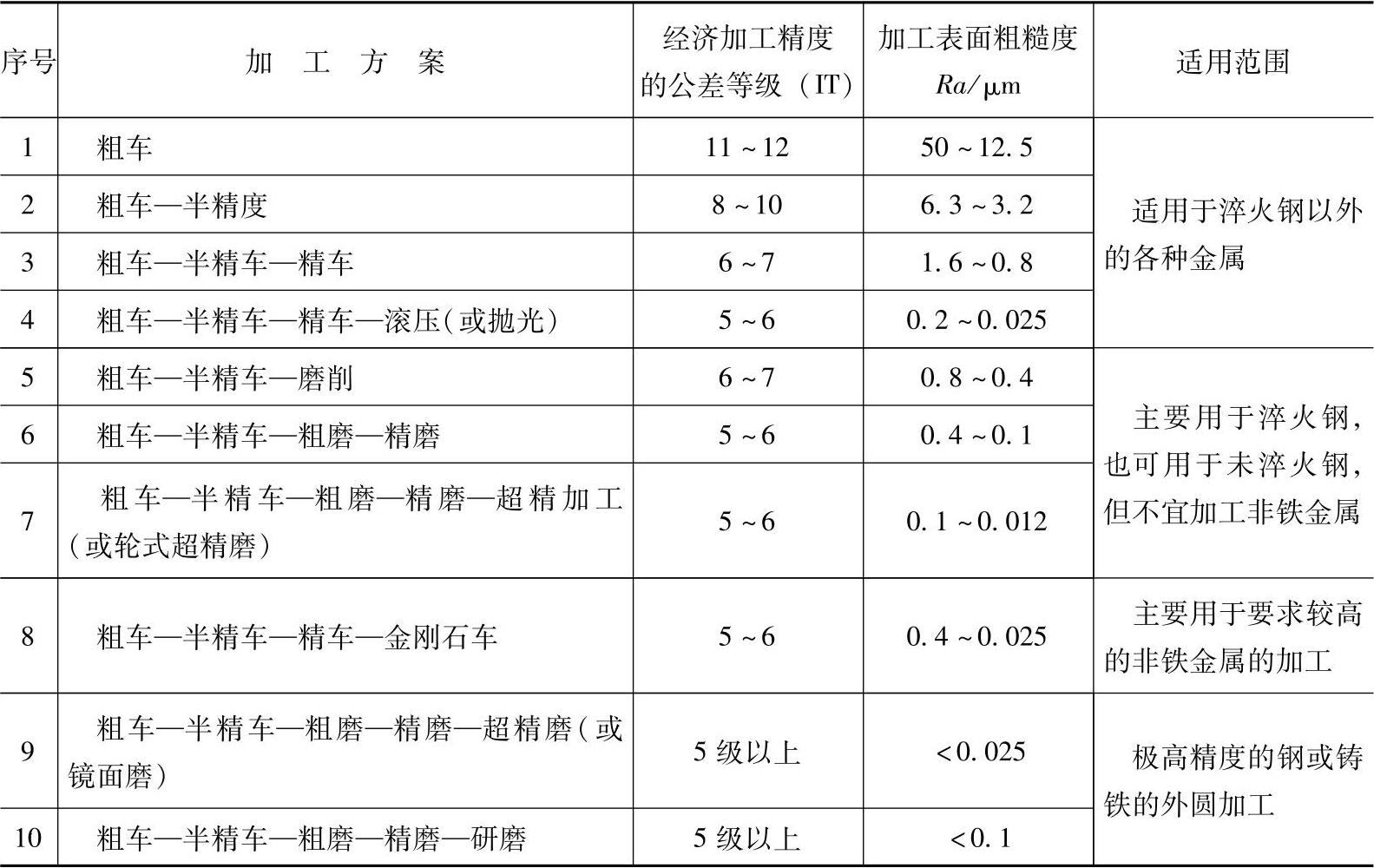
1)外圆表面加工方案见表3-18。
表3-18 外圆表面加工方案
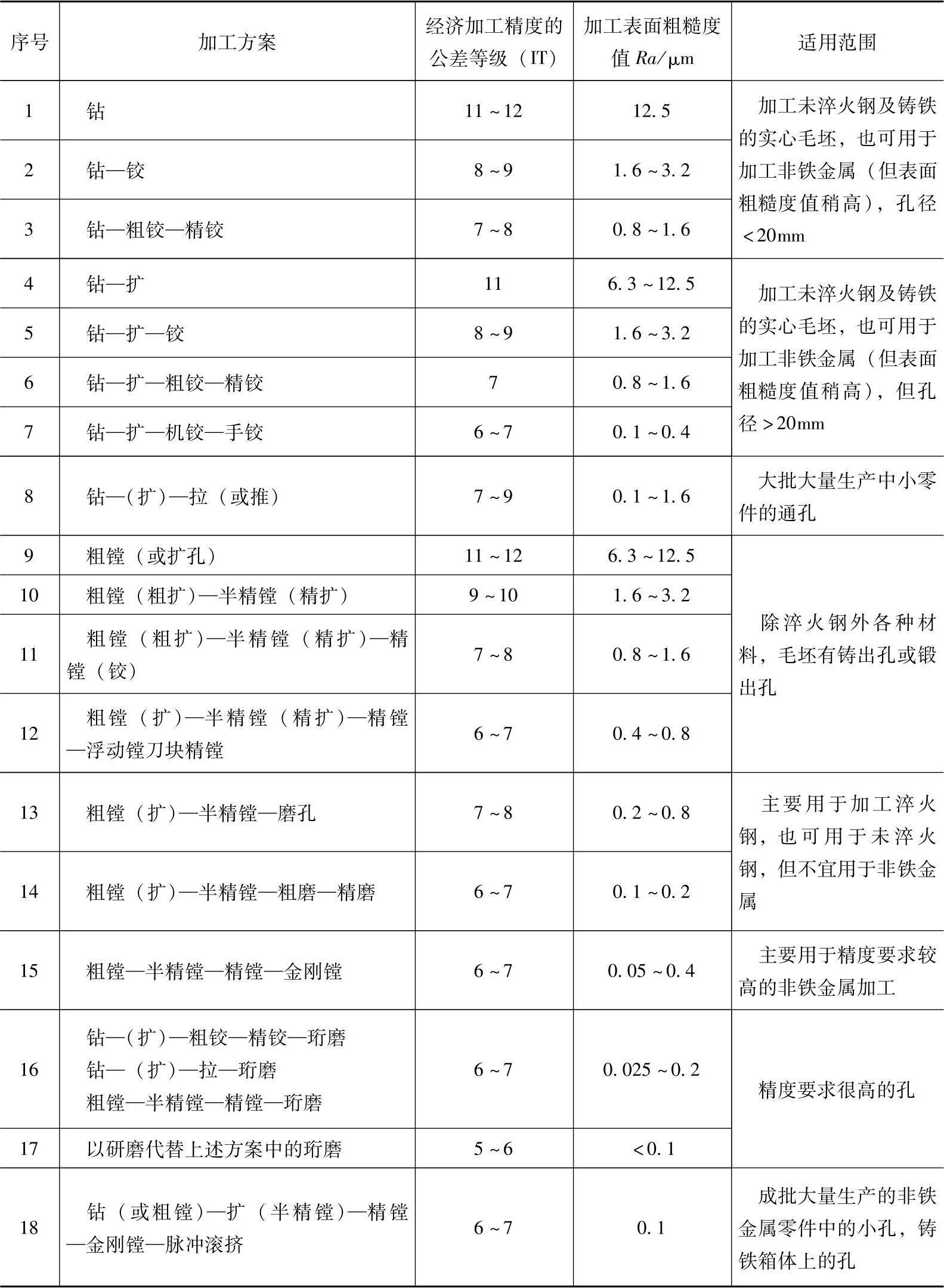
2)孔加工方案见表3-19。
表3-19 孔加工方案
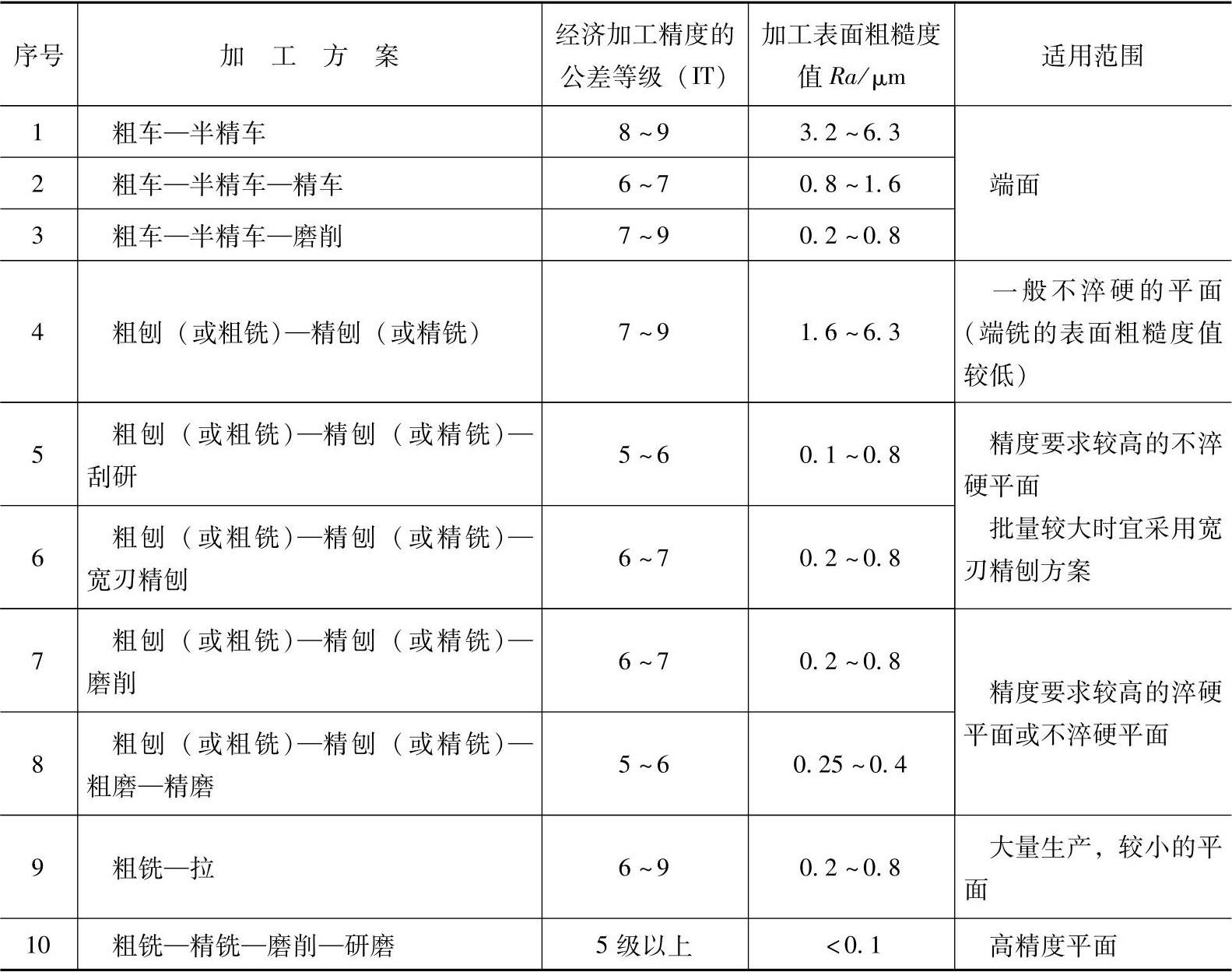
3)平面加工方案见表3-20。
表3-20 平面加工方案(https://www.xing528.com)
3.1.3.3 常用毛坯的制造方法及其主要特点
机械零件的制造包括毛坯成形和切削加工两个阶段,正确选择毛坯的类型和制造方法对于机械零件的制造有着重要意义。
机械零件常用的毛坯包括铸件、锻件、轧制型材、挤压件、冲压件、焊接件、粉末冶金件和注射件等。
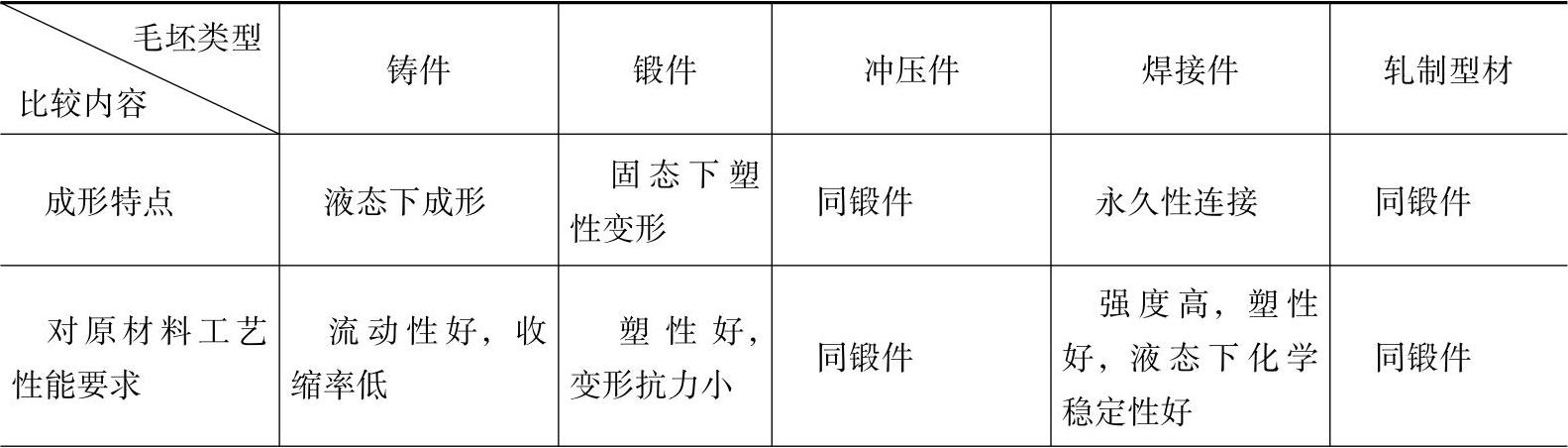
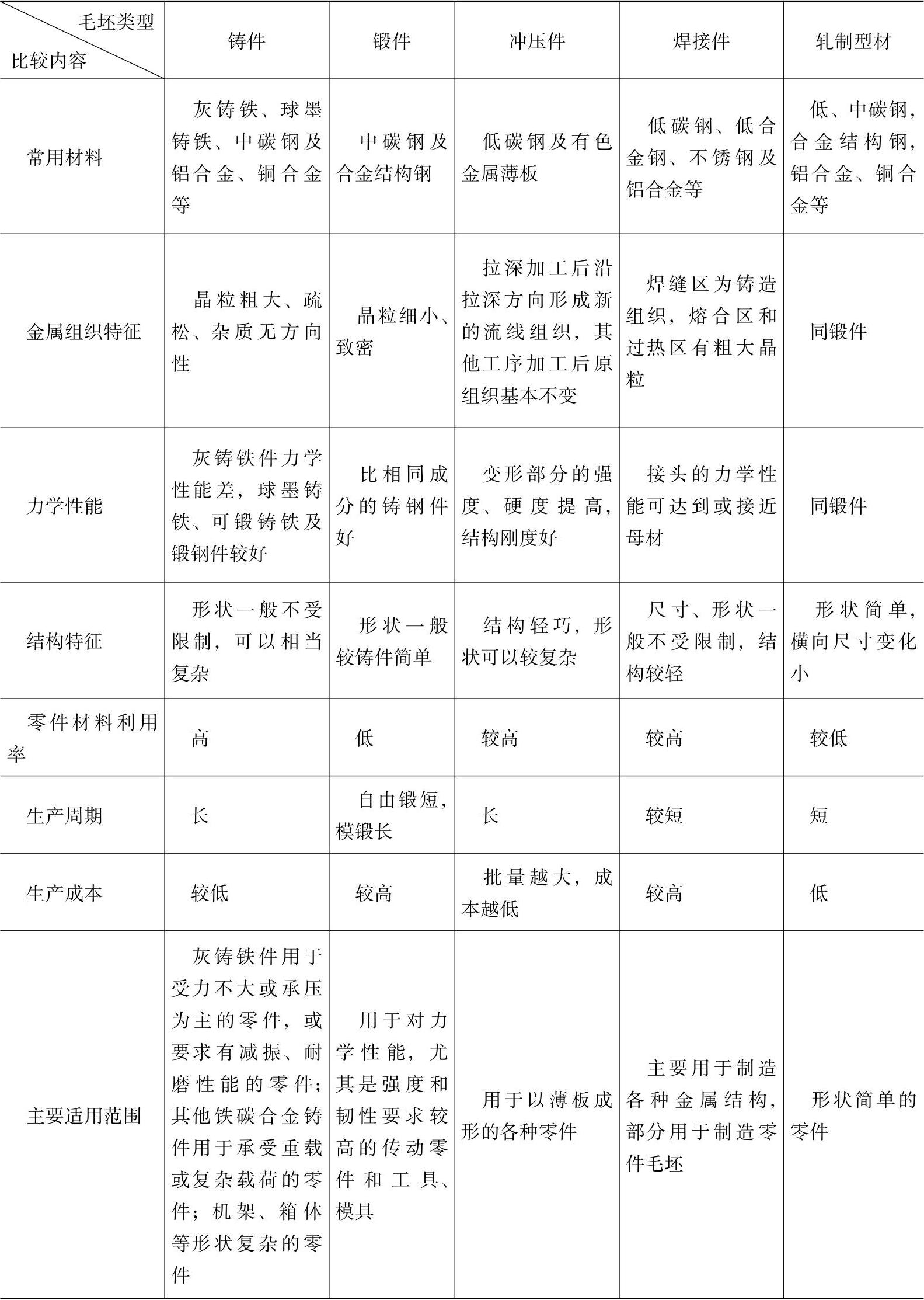
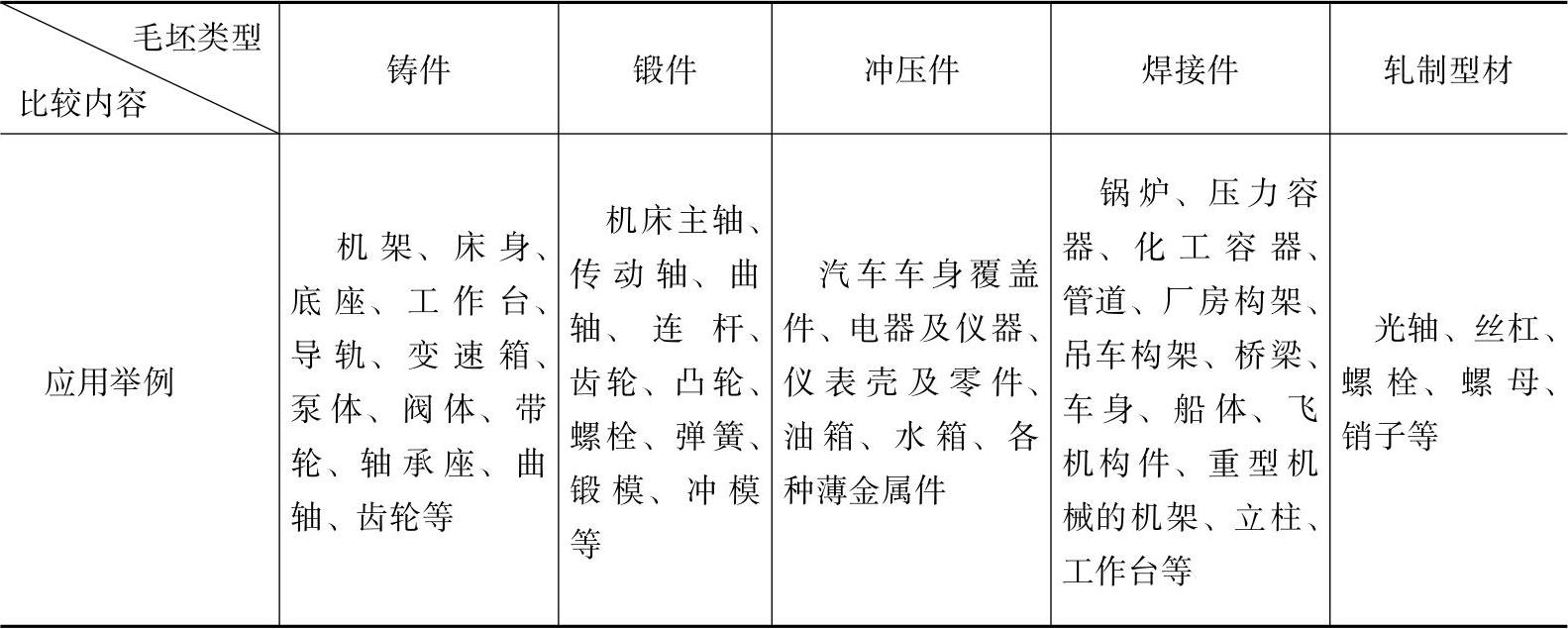
常用毛坯的制造方法及其主要特点见表3-21。
表3-21 常用毛坯的制造方法及其主要特点
(续)
(续)
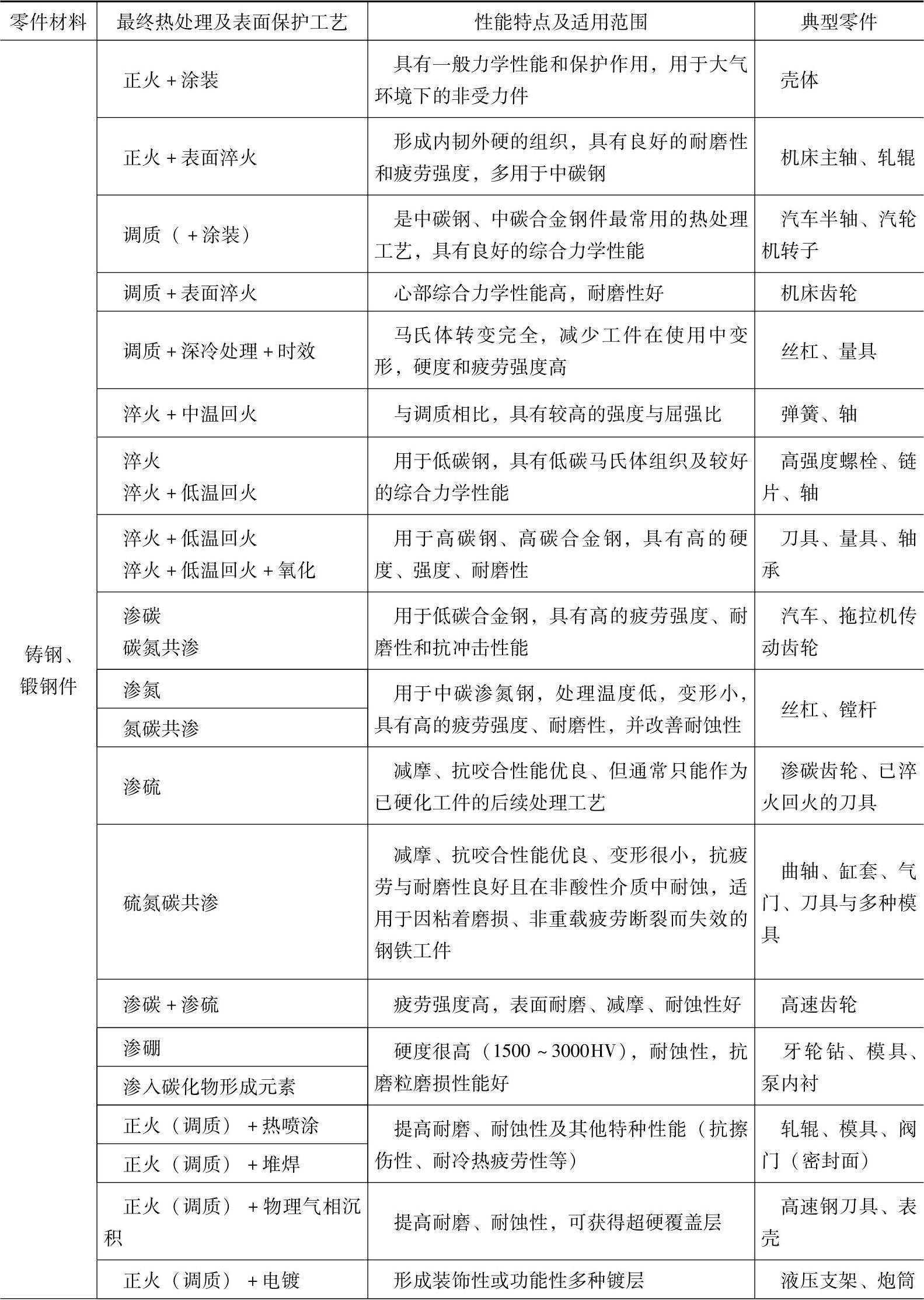
3.1.3.4 各种零件的最终热处理与表面保护工艺的合理搭配
热处理和表面保护工艺是材料改性处理的主要方法,在设计工艺方案时往往将这两类工艺综合比较,全面考虑,使其相互配合,合理搭配。其最终目的是满足对零件整体及表面性能的设计要求。
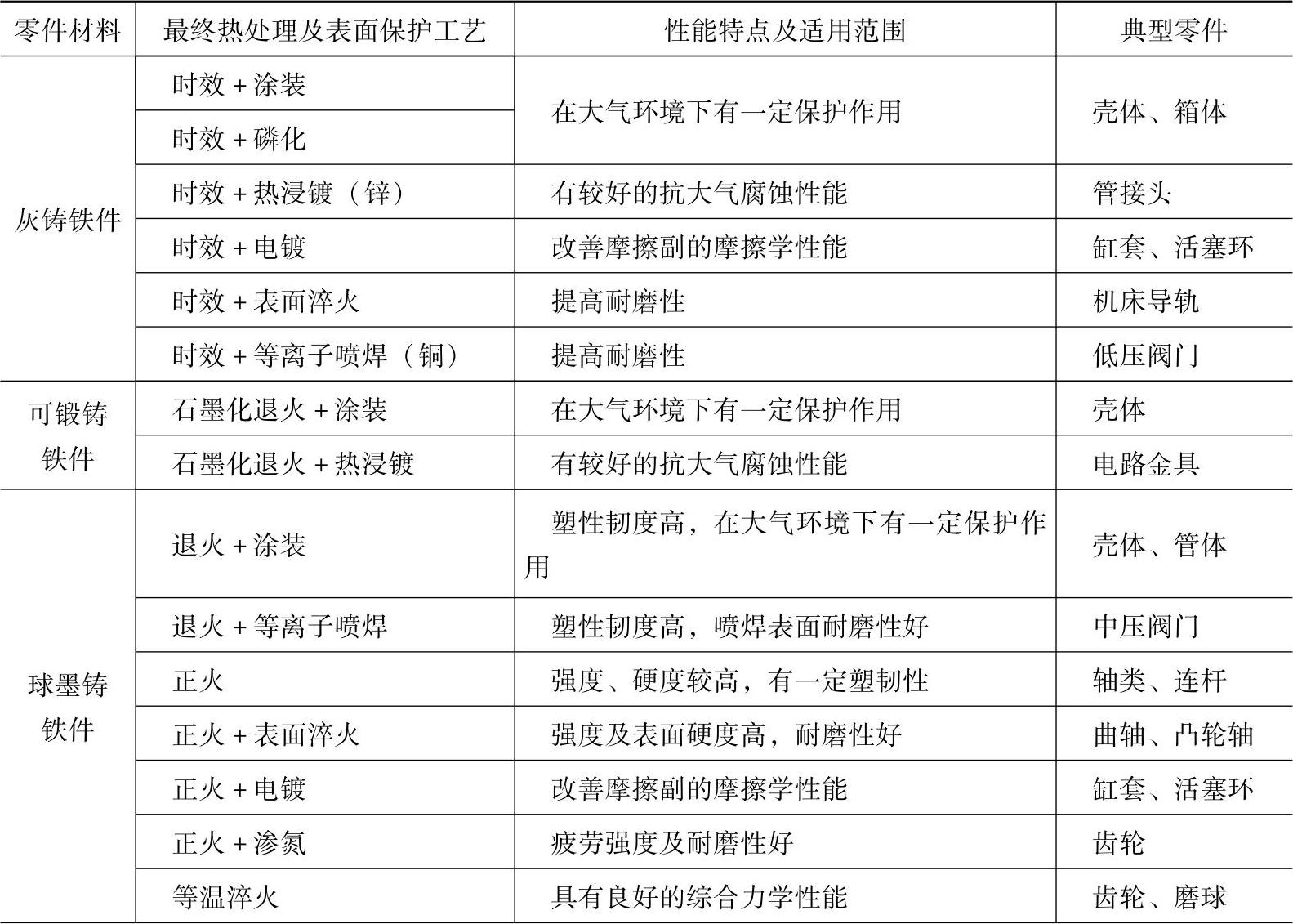
各种零件的最终热处理与表面保护工艺的合理搭配见表3-22。
表3-22 各种零件的最终热处理与表面保护工艺的合理搭配
(续)
(续)
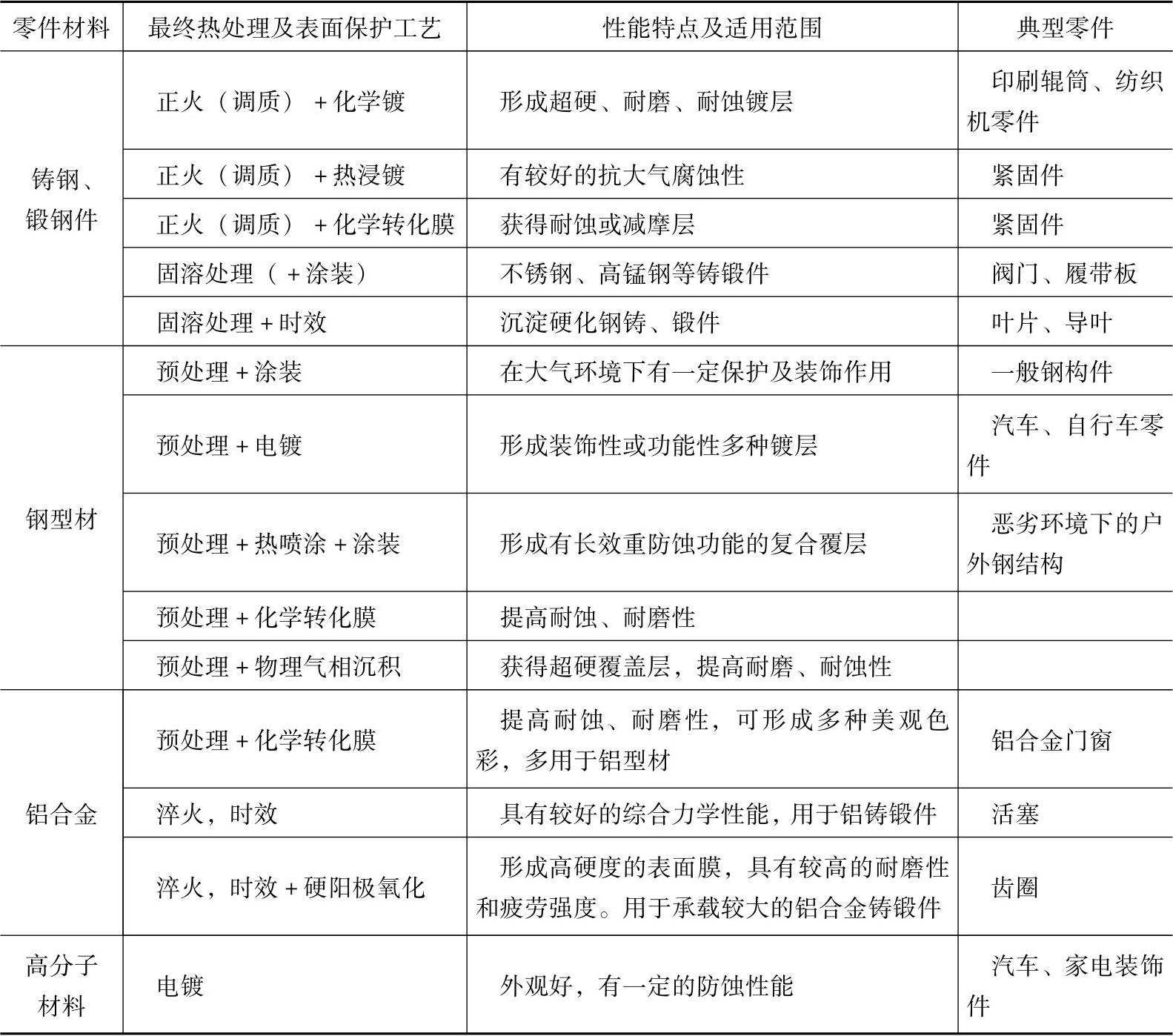
注:消除内应力退火等预备热处理工艺未列在本表内。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。