



2.2.4.1 常用镗床的型号与技术参数
1)卧式铣镗床的型号与技术参数见表2-81。
2)数控卧式镗床的型号与技术参数见表2-82。
3)落地镗床、数控落地铣镗床的型号与技术参数见表2-83。
4)坐标镗床的型号与技术参数见表2-84。
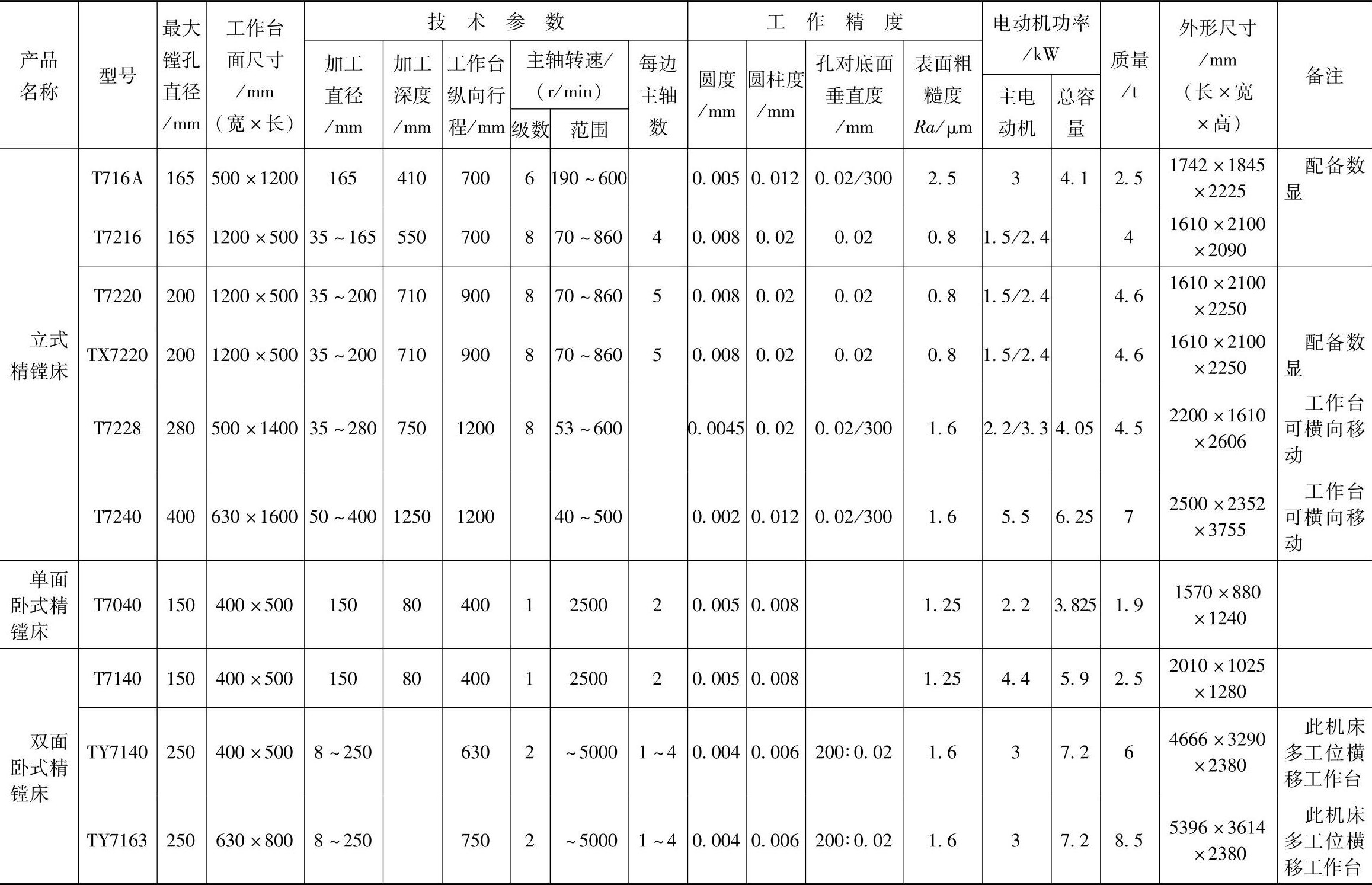
5)精镗床的型号与技术参数见表2-85。
表2-81 卧式铣镗床的型号与技术参数
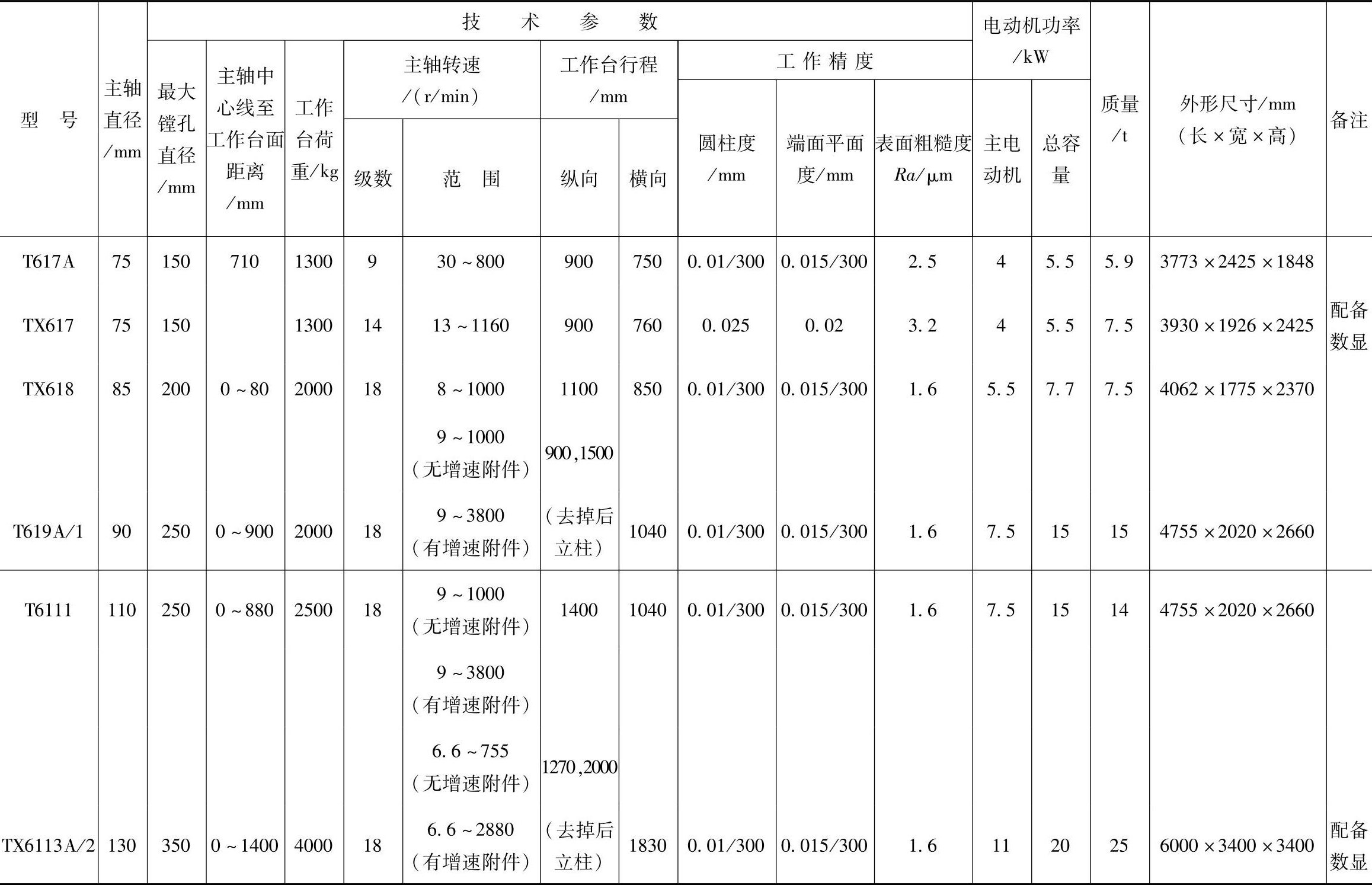
表2-82 数控卧式镗床的型号与技术参数
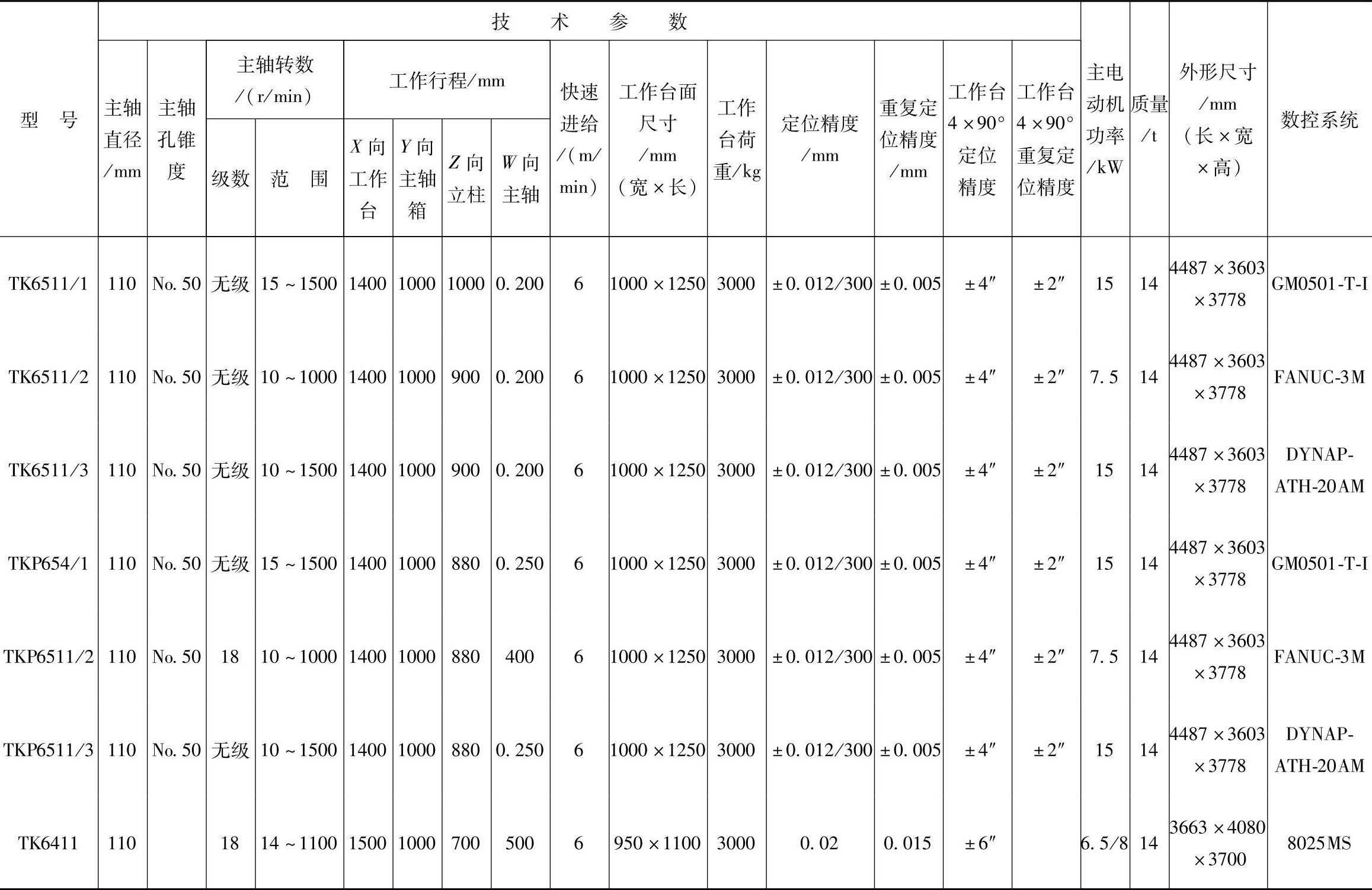
表2-83 落地镗床、数控落地铣镗床的型号与技术参数
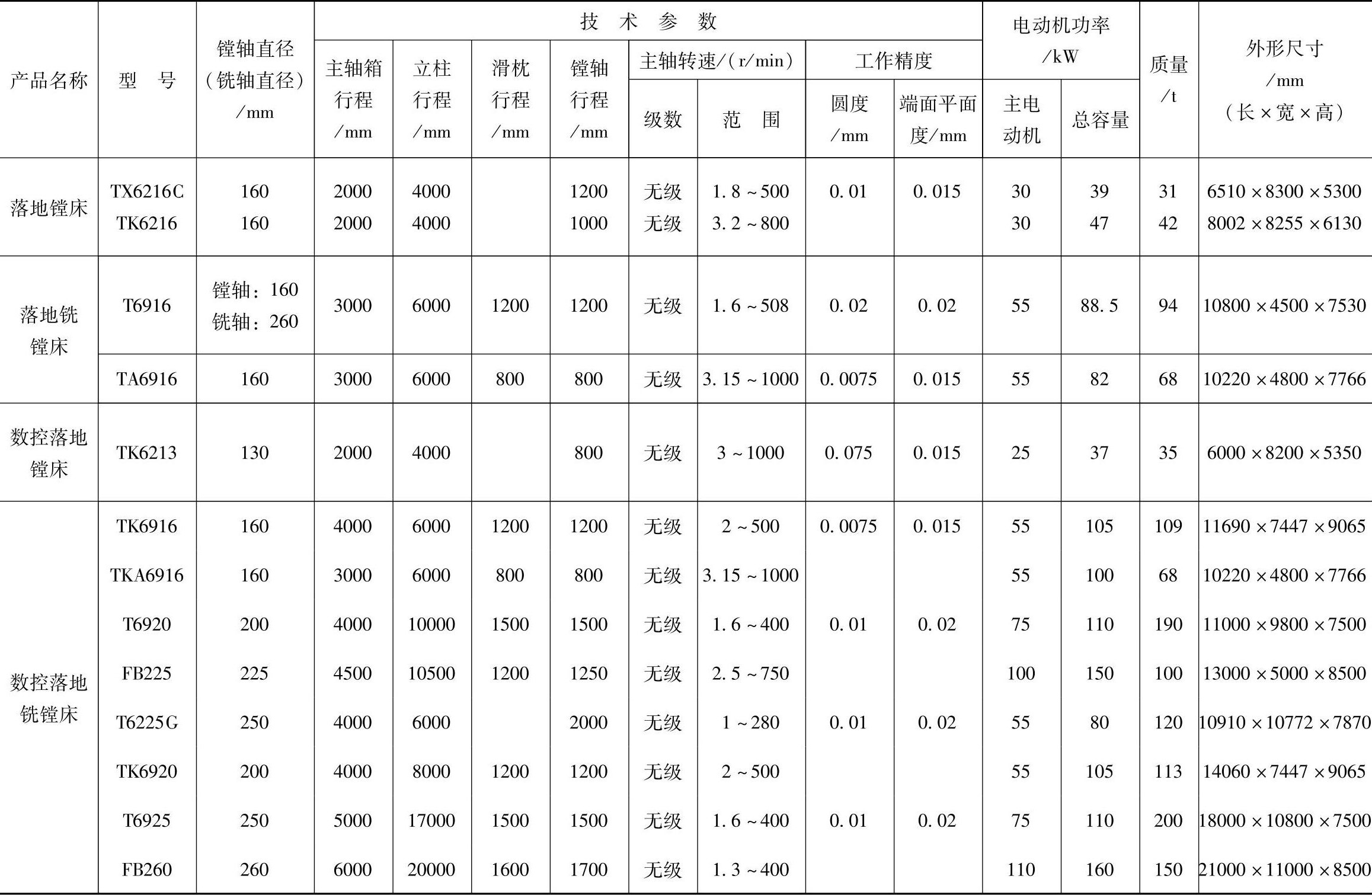
表2-84 坐标镗床的型号与技术参数
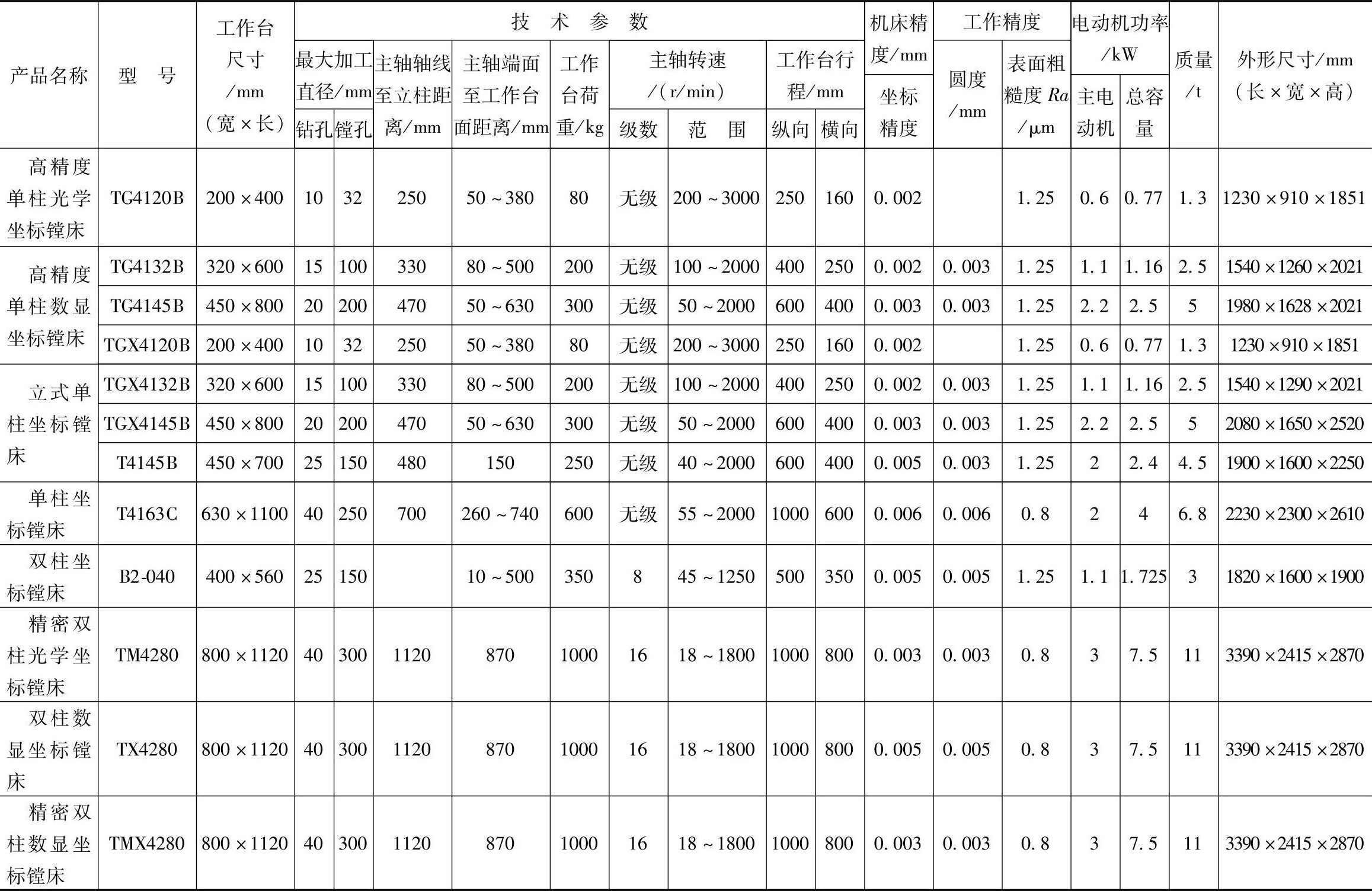
表2-85 精镗床的型号与技术参数
2.2.4.2 镗床辅具
(1)镗刀杆
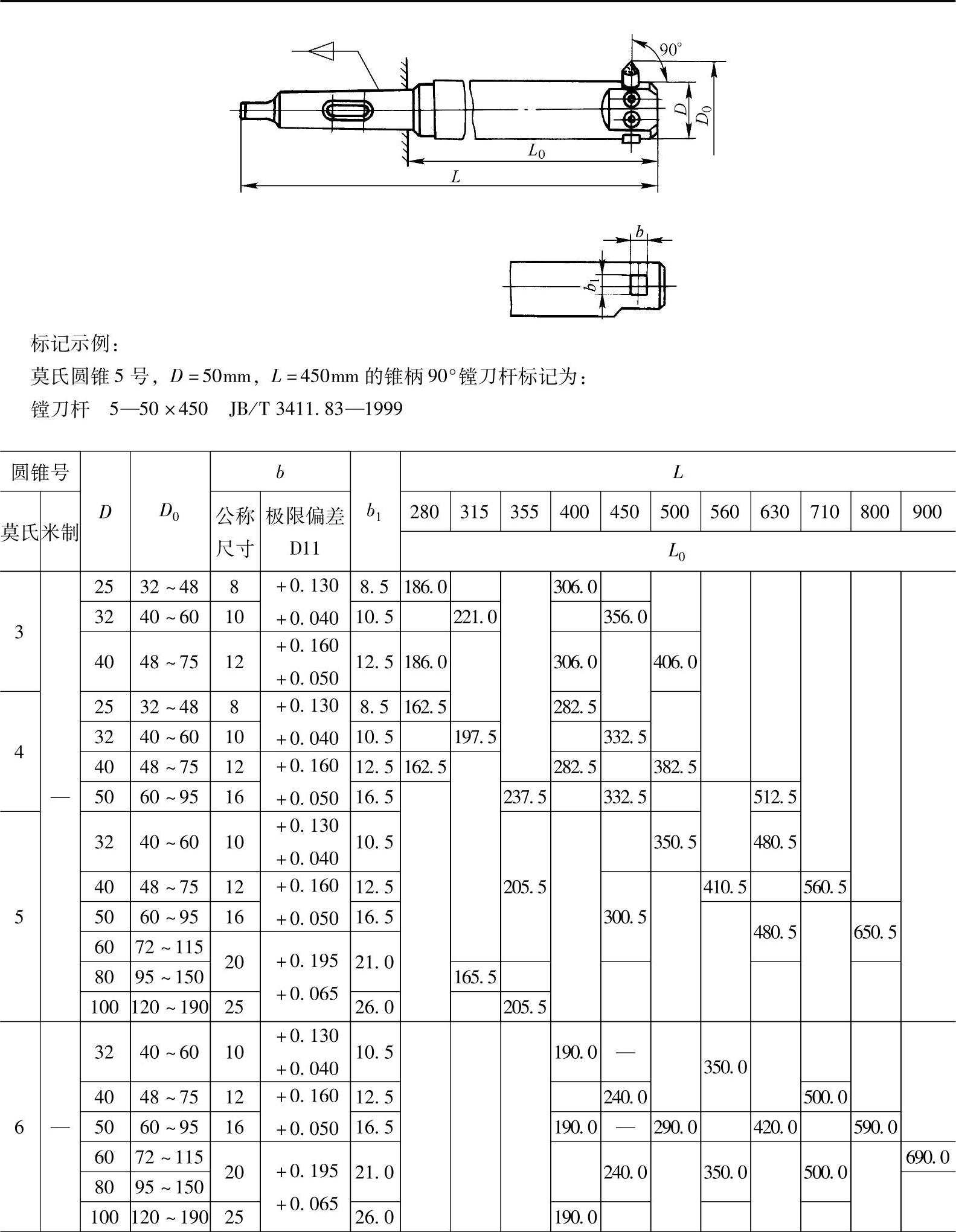
1)锥柄90°镗刀杆各部尺寸见表2-86~表2-88。
表2-86 锥柄90°镗刀杆各部尺寸(JB/T 3411.83—1999) (单位:mm)
(续)
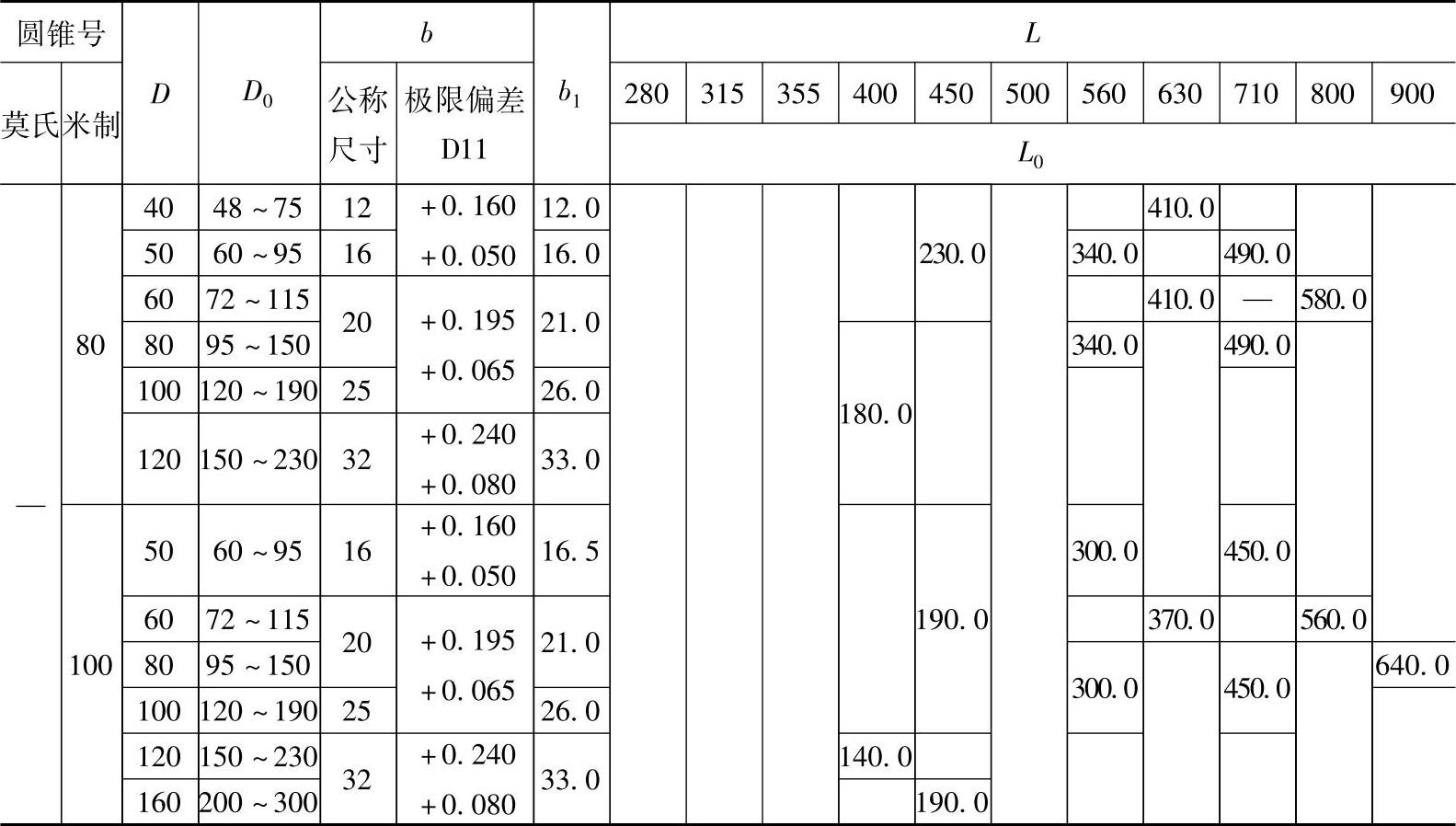
表2-87 镗刀杆锁紧槽尺寸(JB/T 3411.83—1999) (单位:mm)
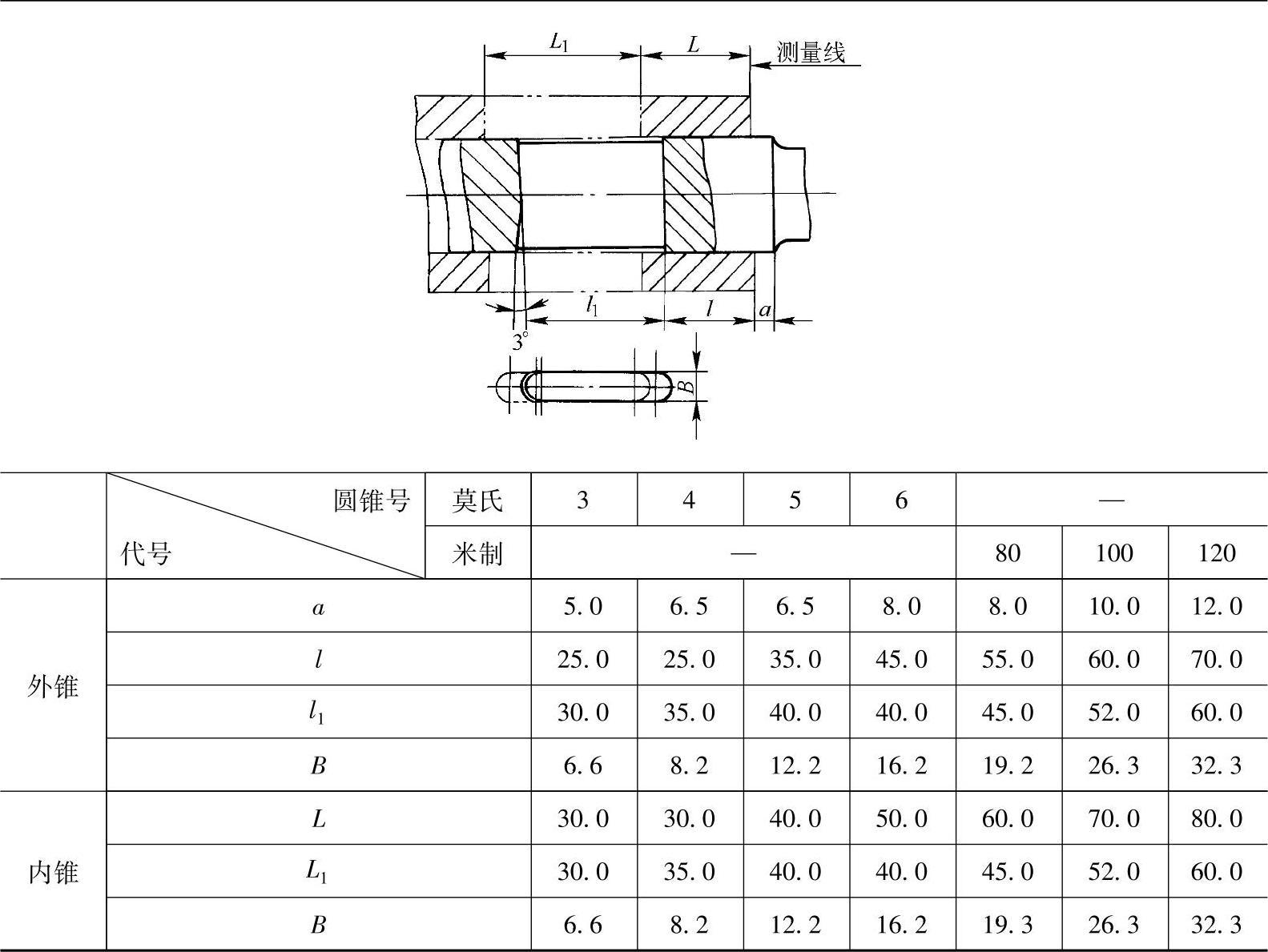
表2-88 镗刀杆锁紧楔尺寸(JB/T 3411.83—1999) (单位:mm)
注:锁紧楔在锁紧位置时,露出主轴外圆表面修正后不得大于5mm。
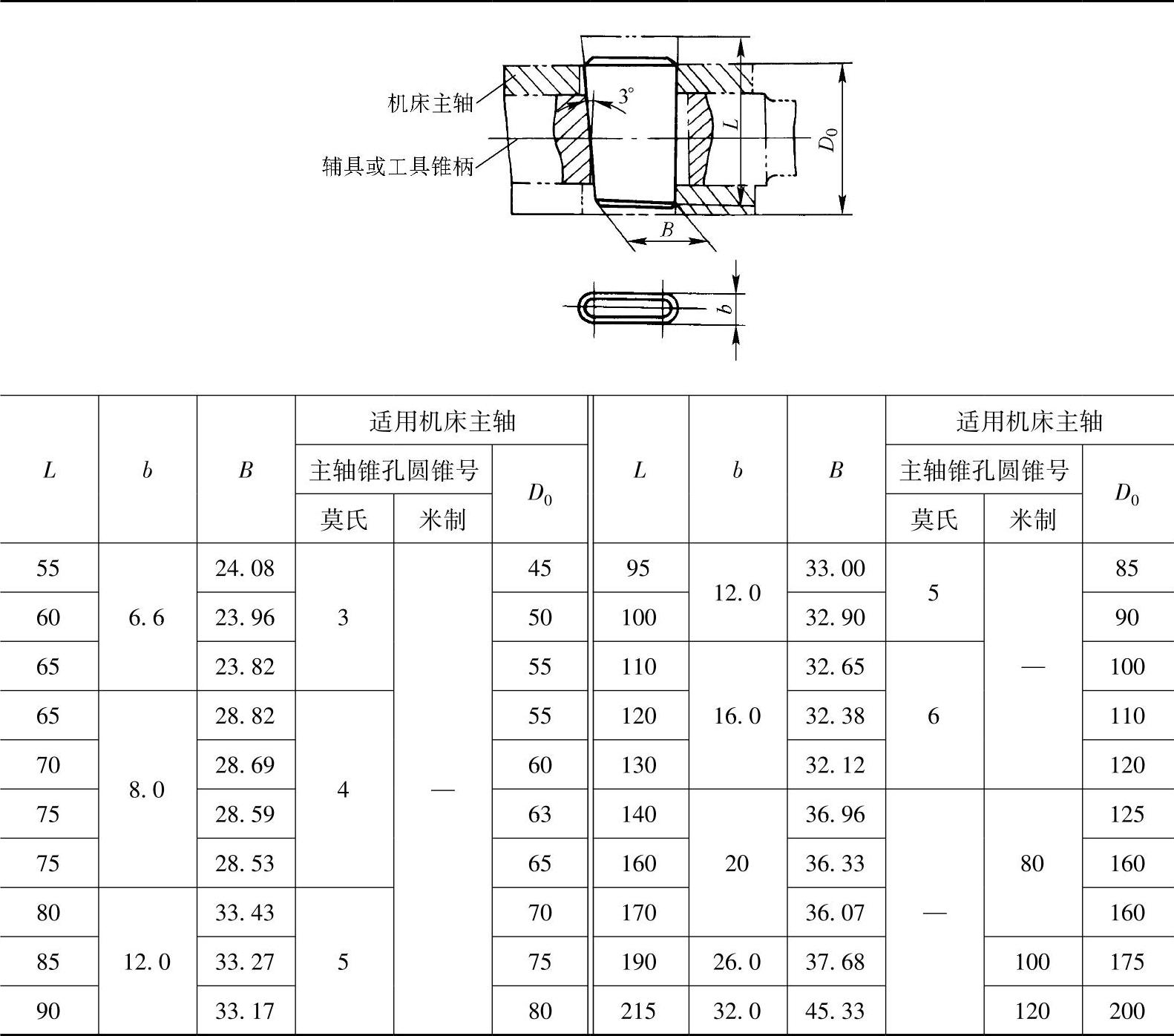
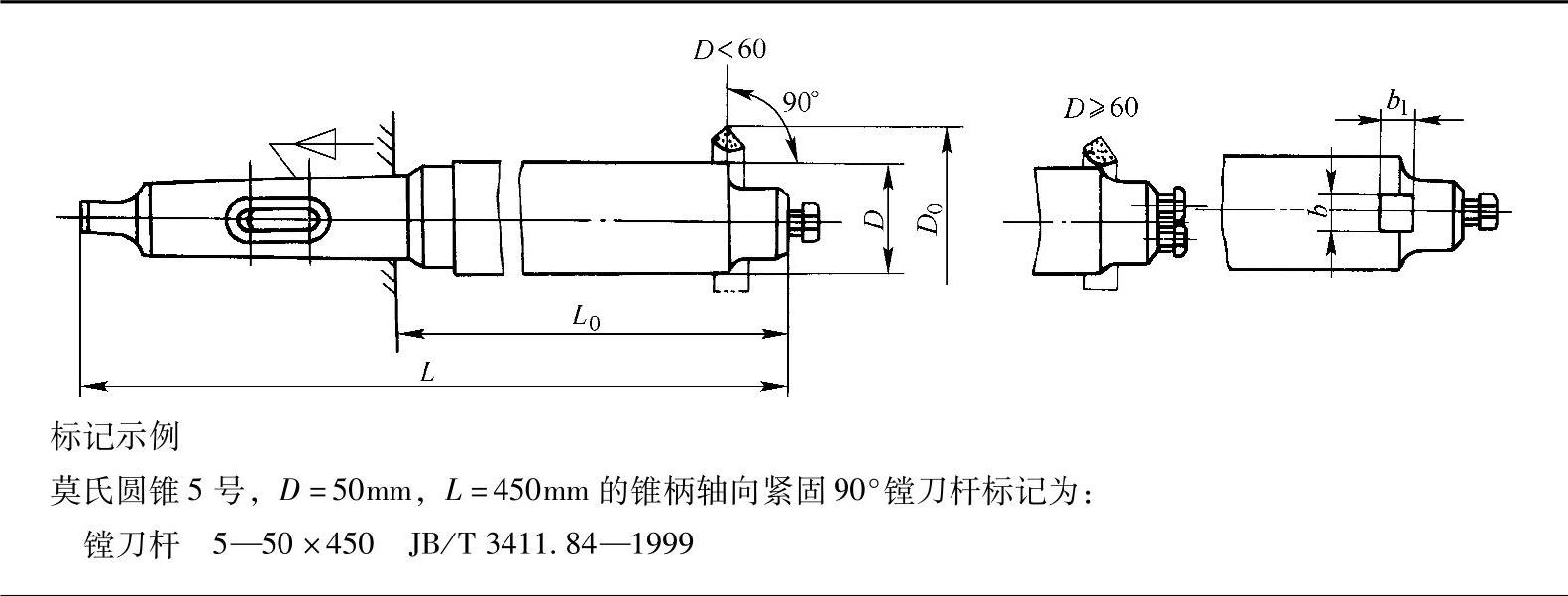
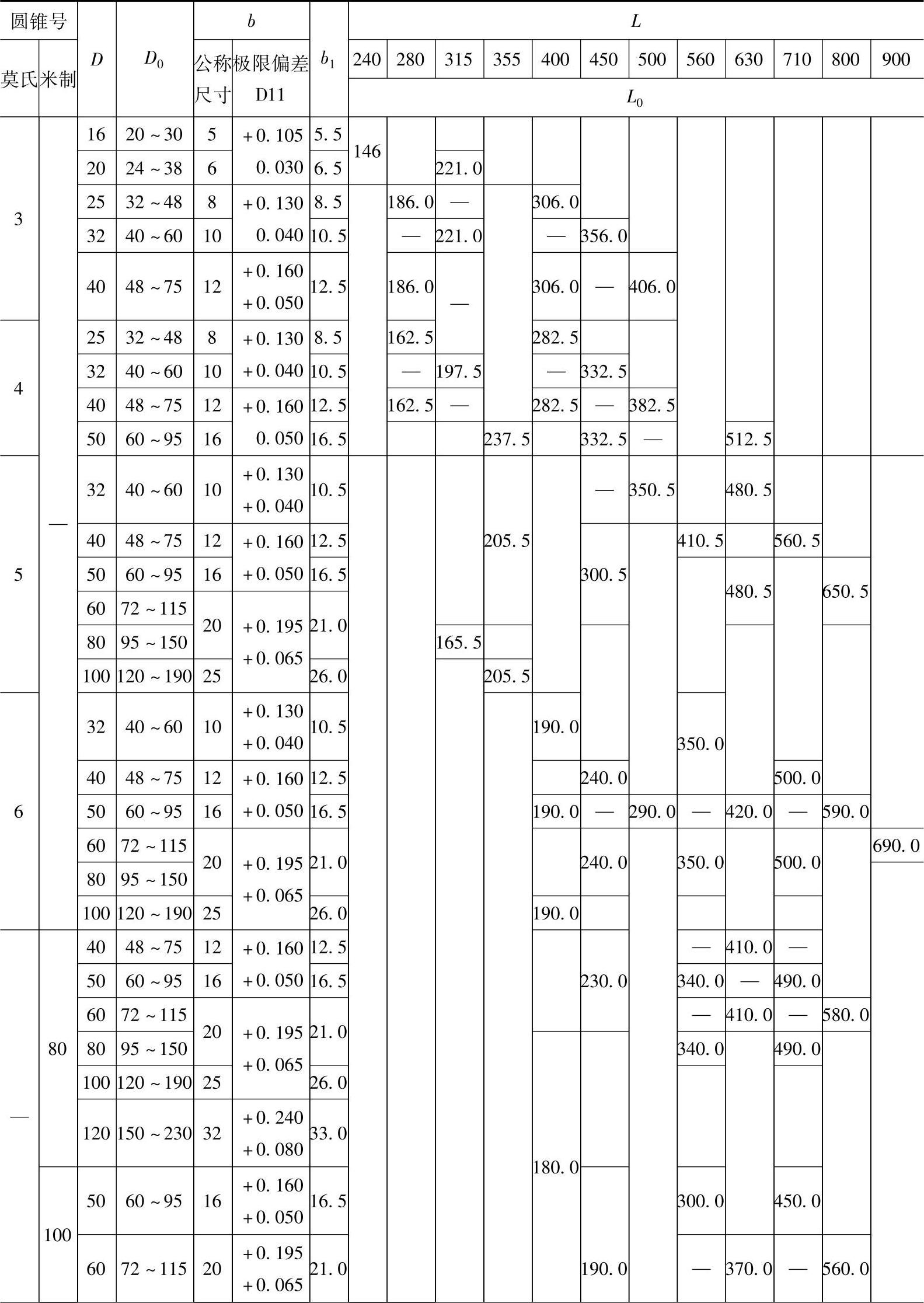
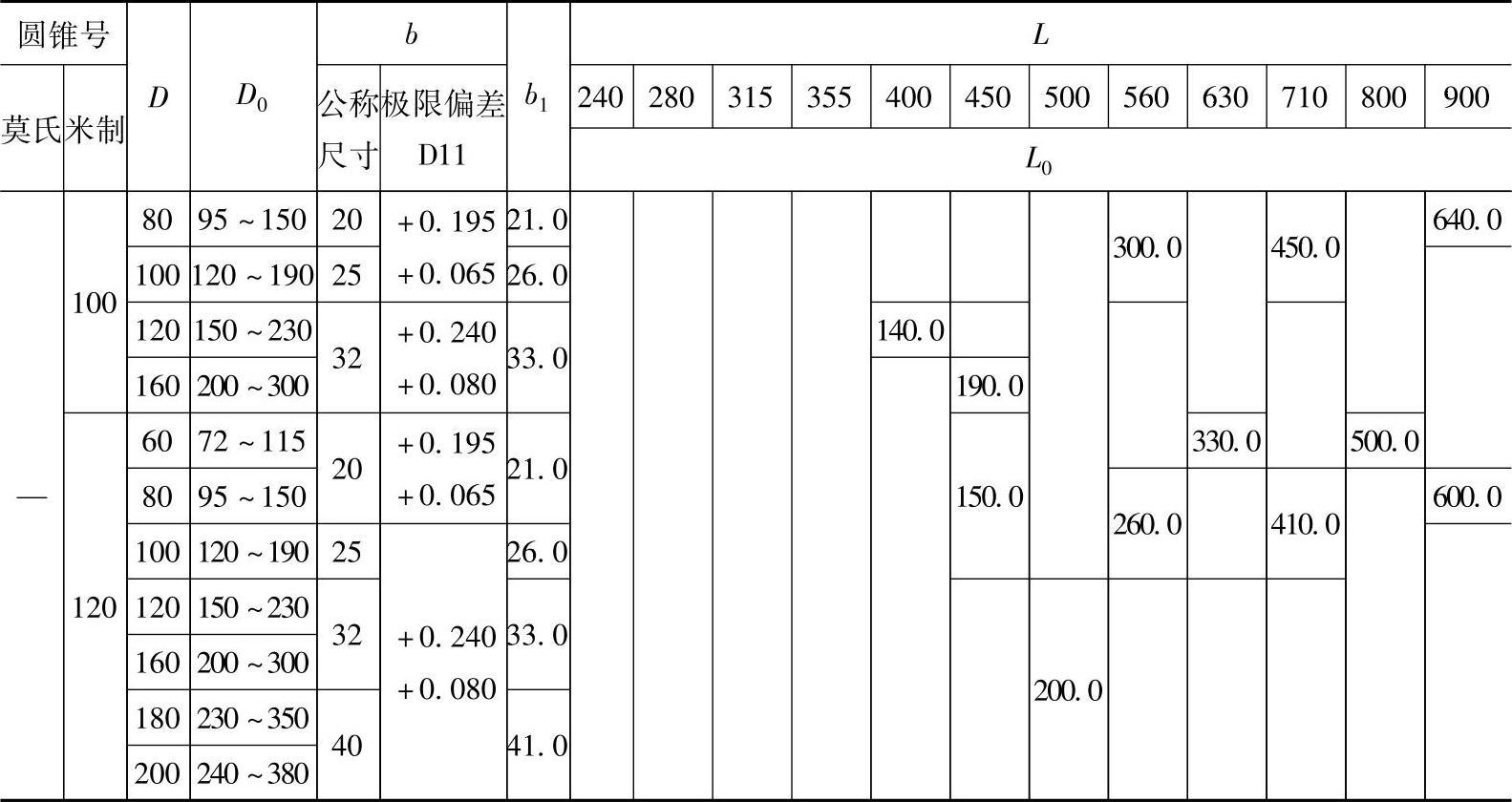
2)锥柄轴向紧固90°镗刀杆见表2-89。
表2-89 锥柄轴向紧固90°镗刀杆(JB/T 3411.84—1999) (单位:mm)
(续)
(续)
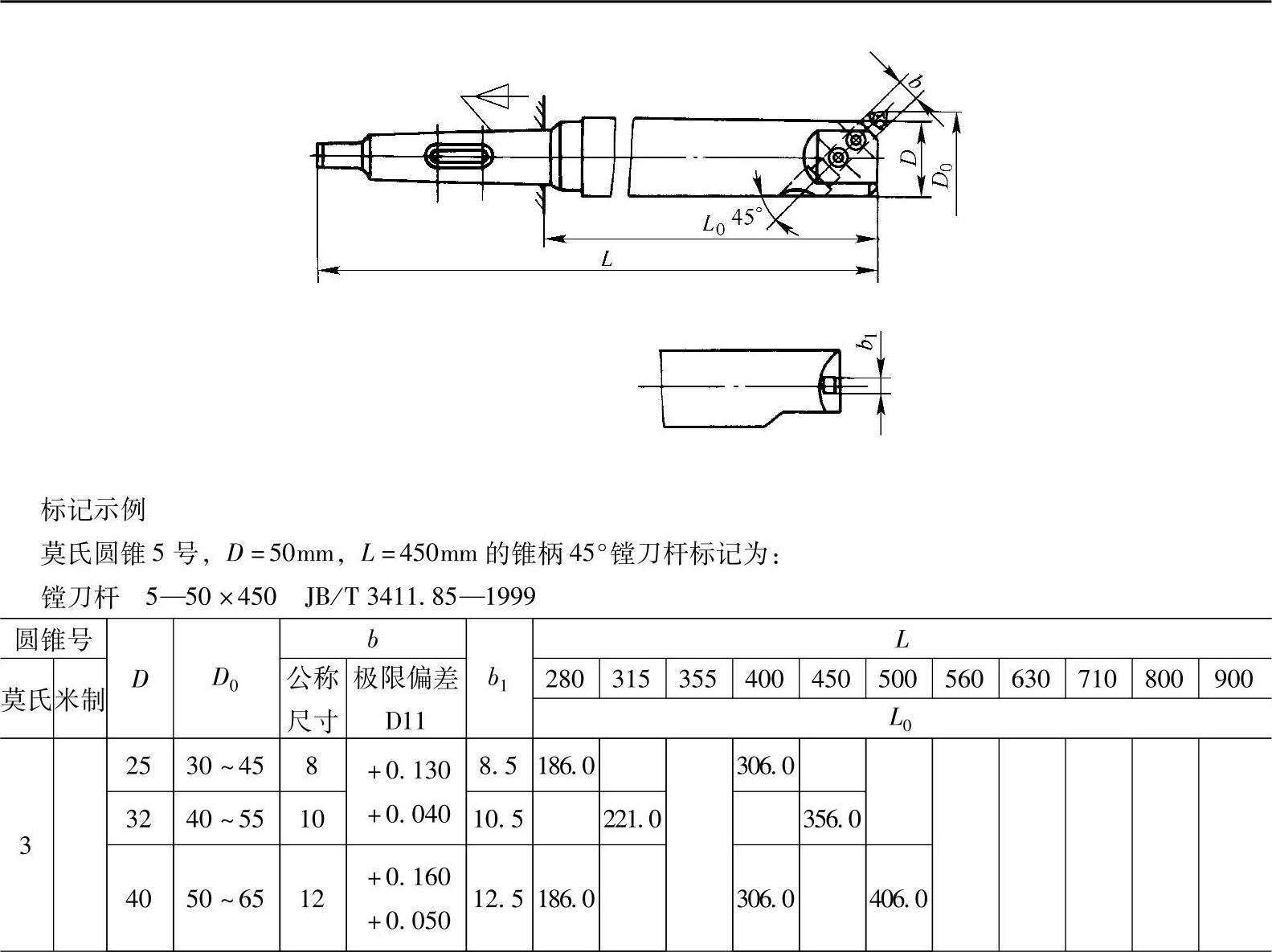
3)锥柄45°镗刀杆见表2-90。
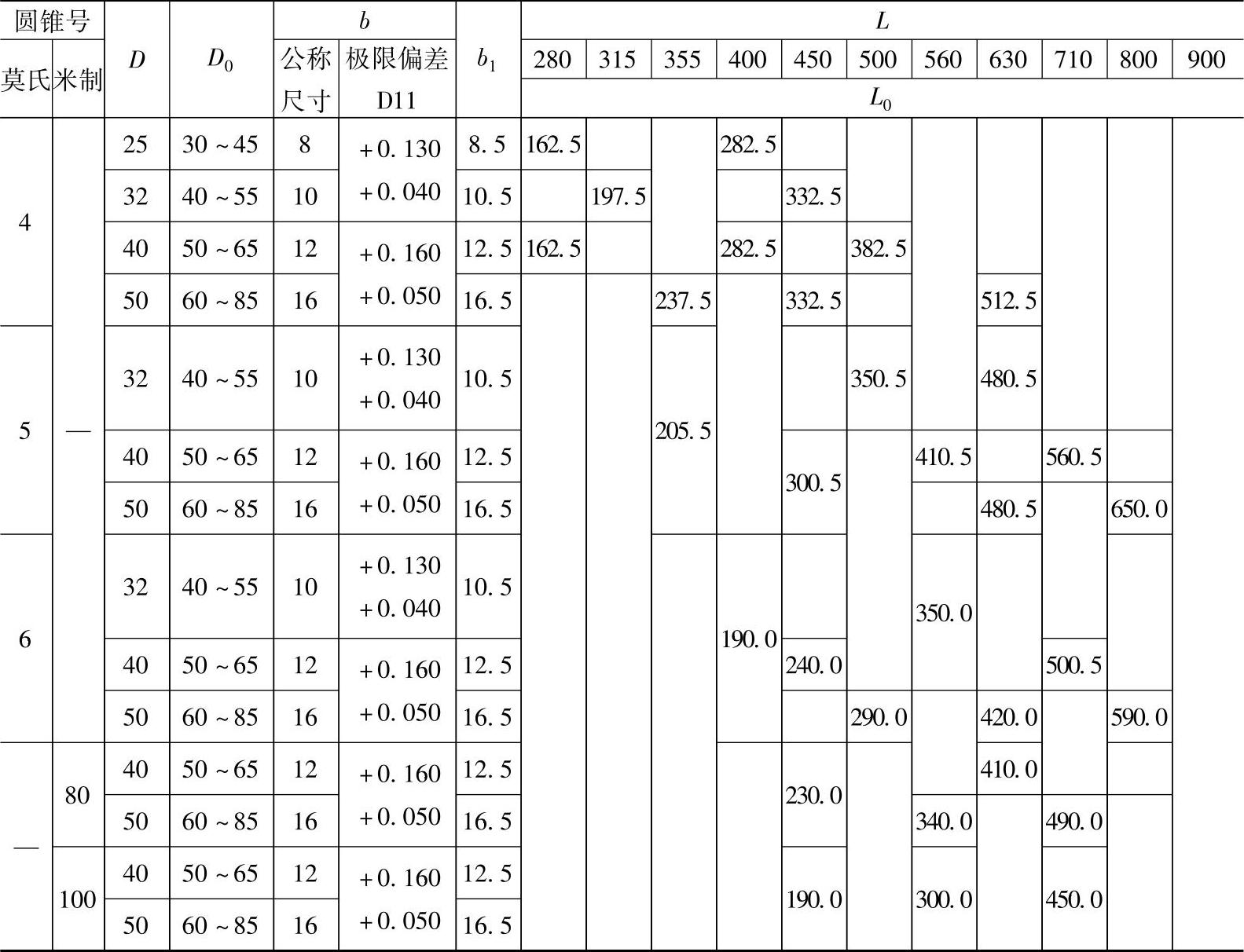
表2-90 锥柄45°镗刀杆(JB/T 3411.85—1999) (单位:mm)
(续)
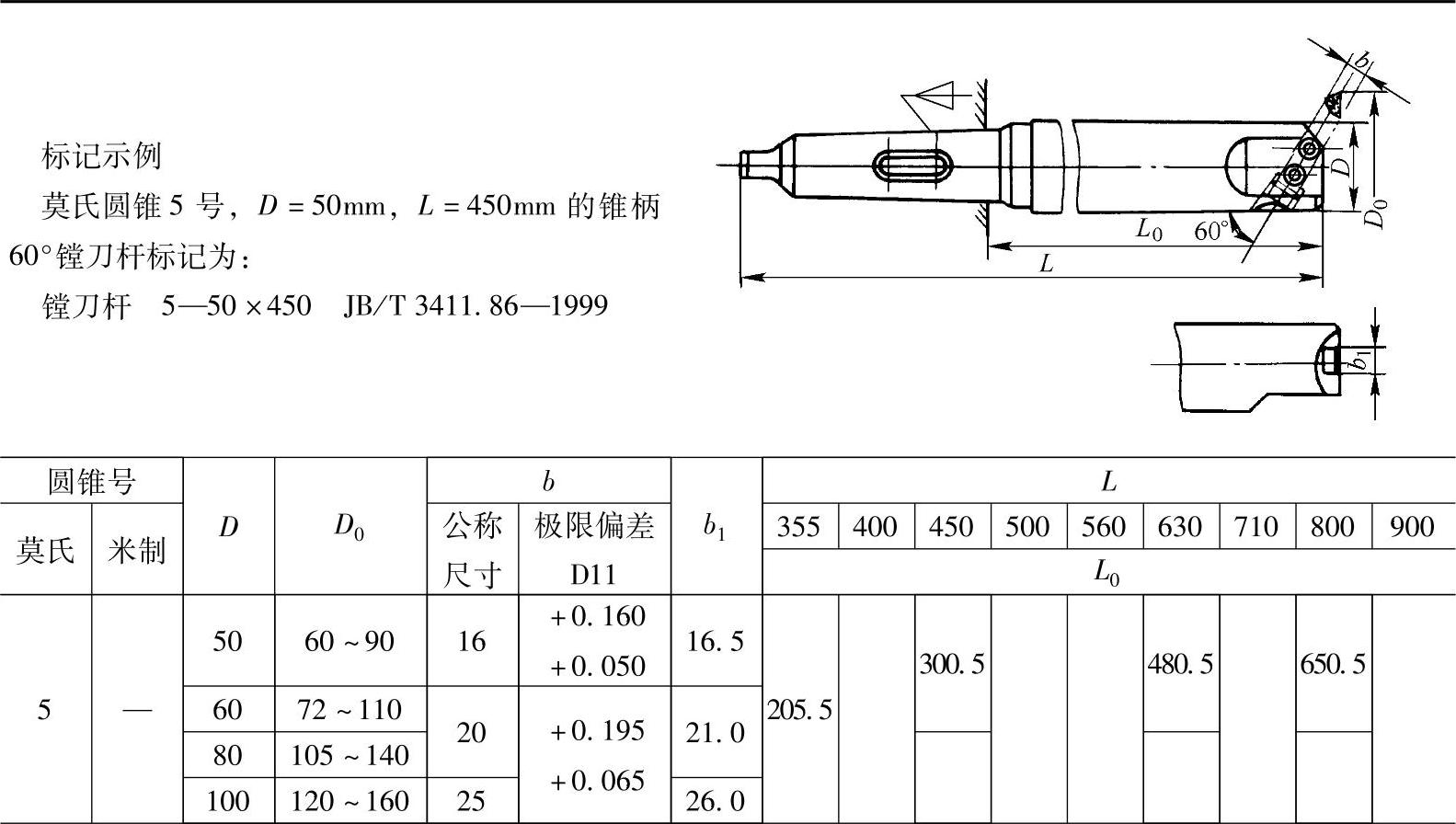
4)锥柄60°镗刀杆见表2-91。
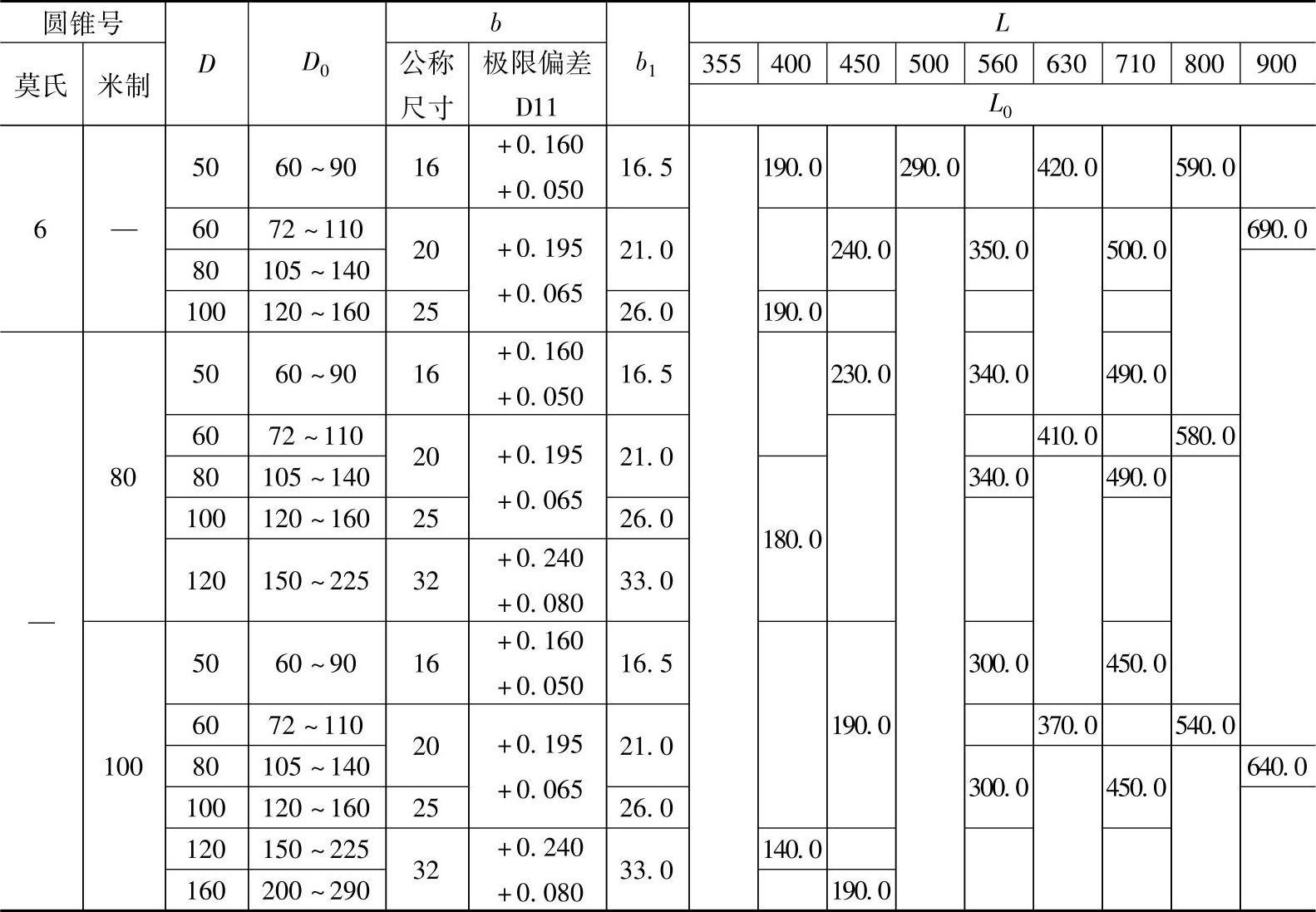
表2-91 锥柄60°镗刀杆(JB/T 3411.86—1999) (单位:mm)
(续)
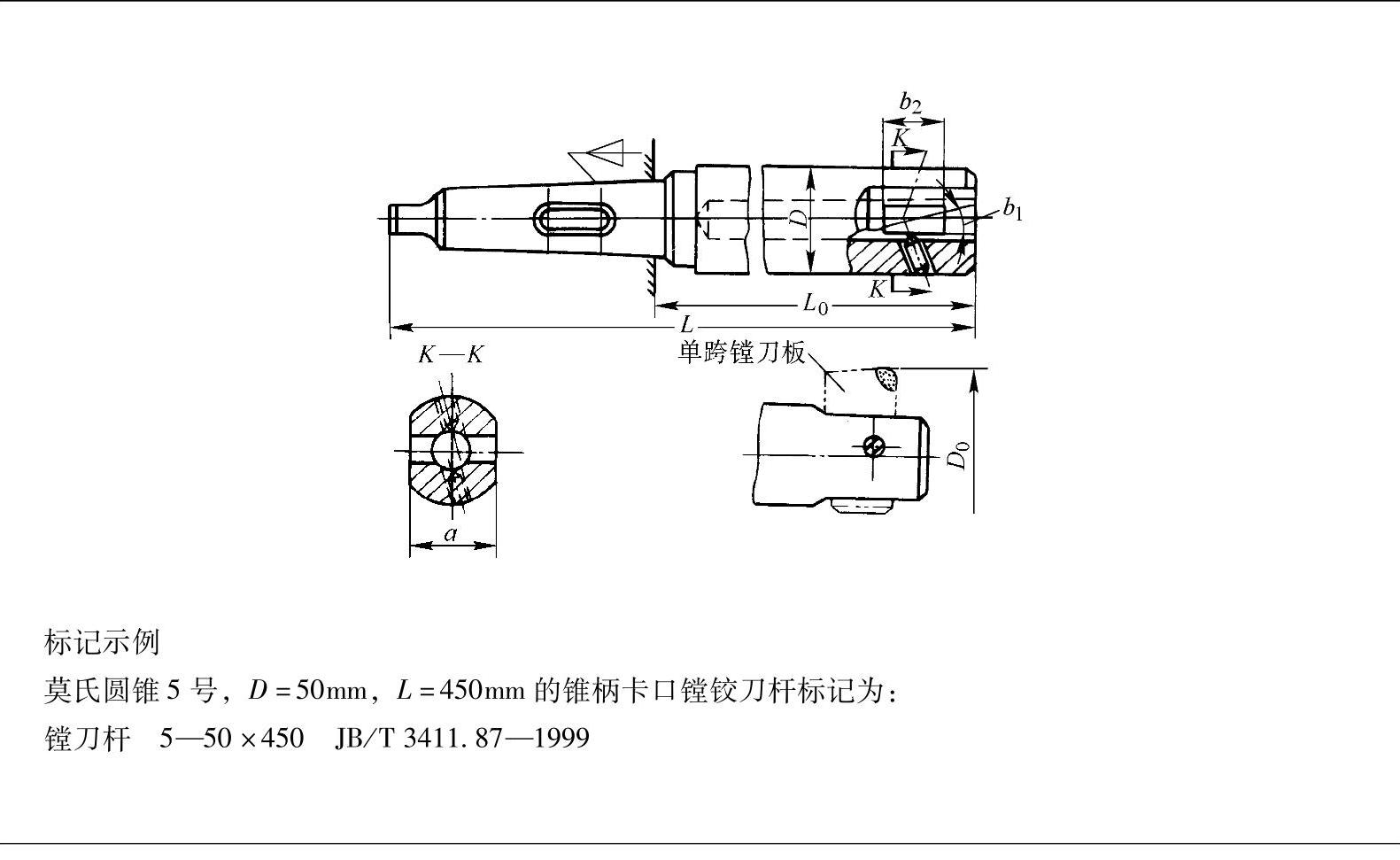
5)锥柄卡口镗铰刀杆见表2-92。
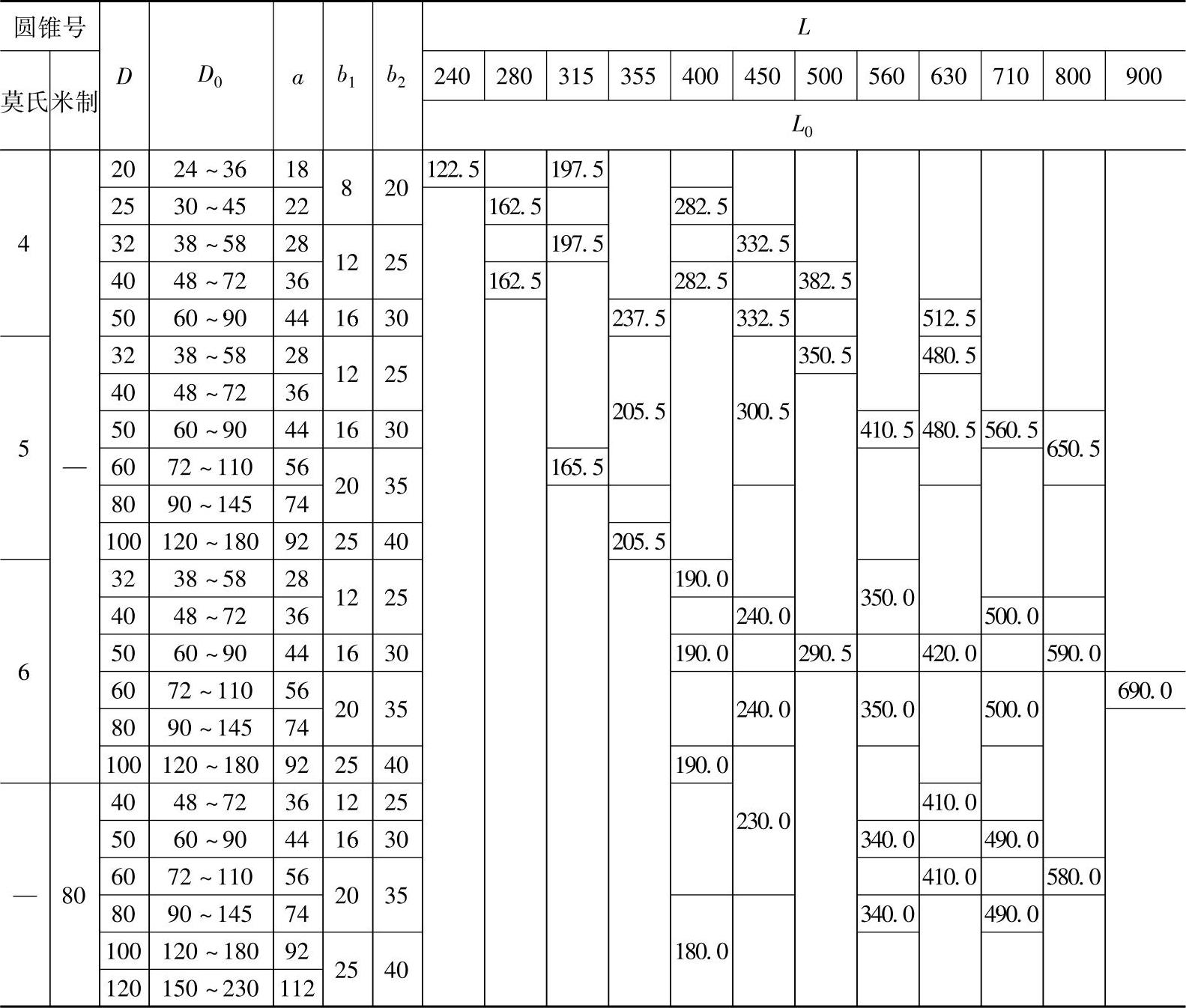
表2-92 锥柄卡口镗铰刀杆(JB/T 3411.87—1999) (单位:mm)
(续)
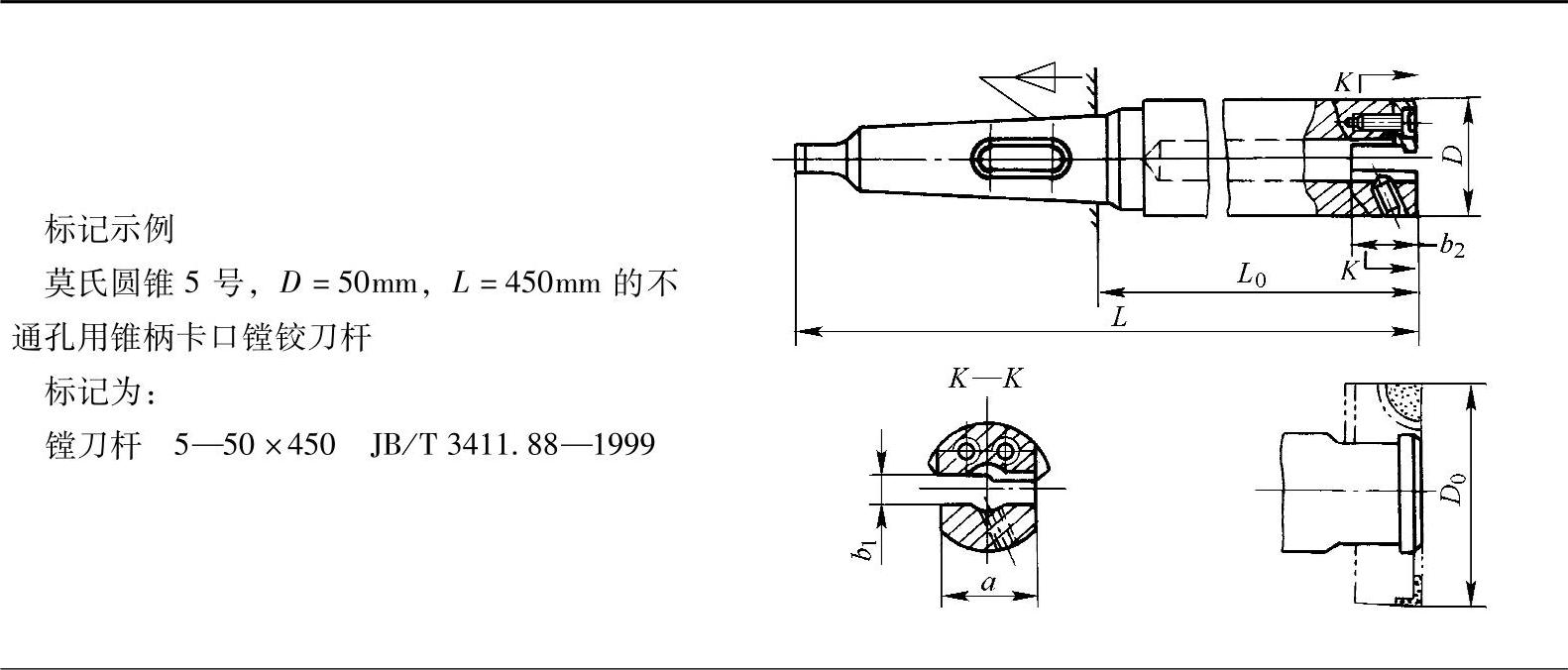
6)不通孔用锥柄卡口镗铰刀杆见表2-93。
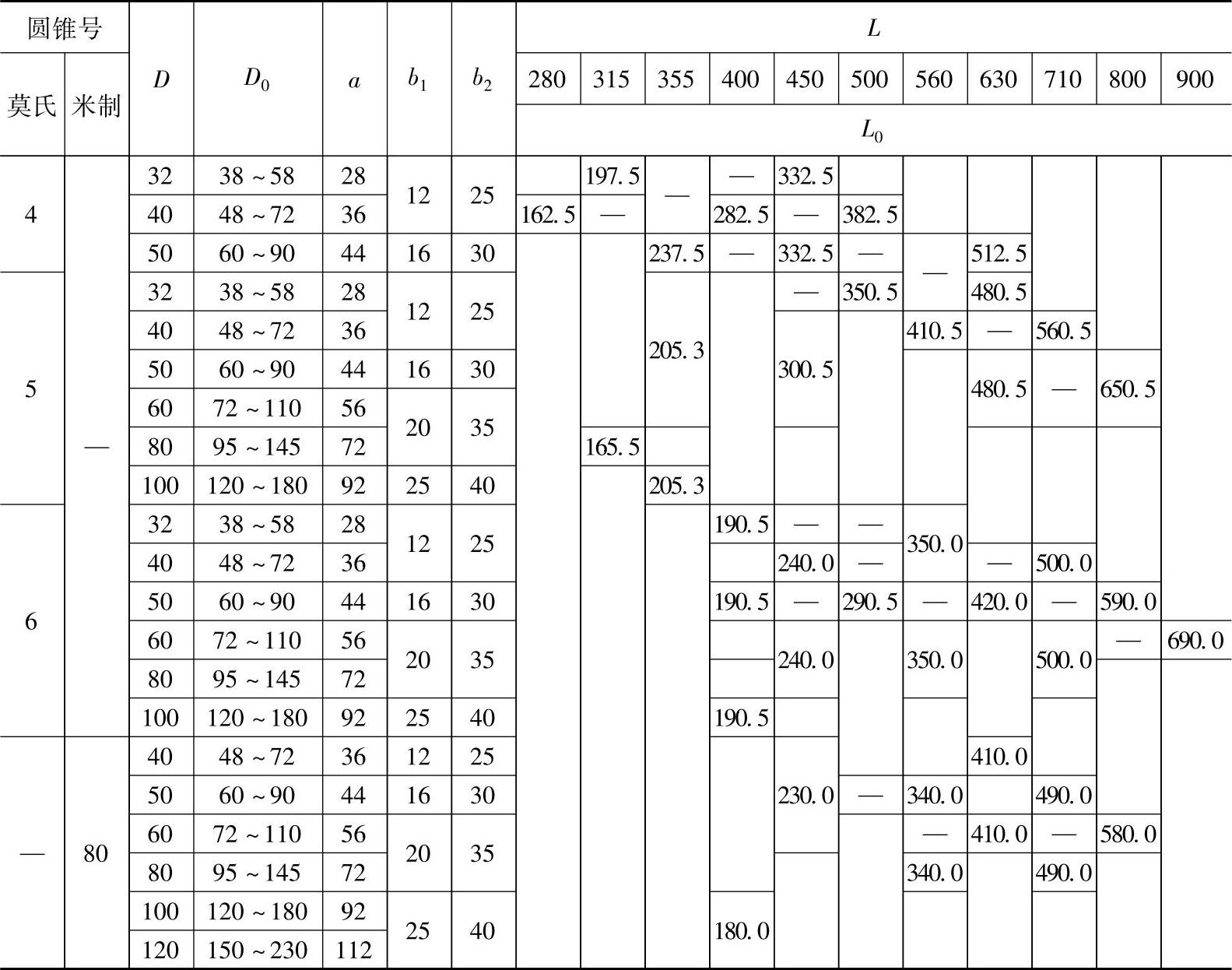
表2-93 不通孔用锥柄卡口镗铰刀杆(JB/T 3411.88—1999) (单位:mm)
(续)
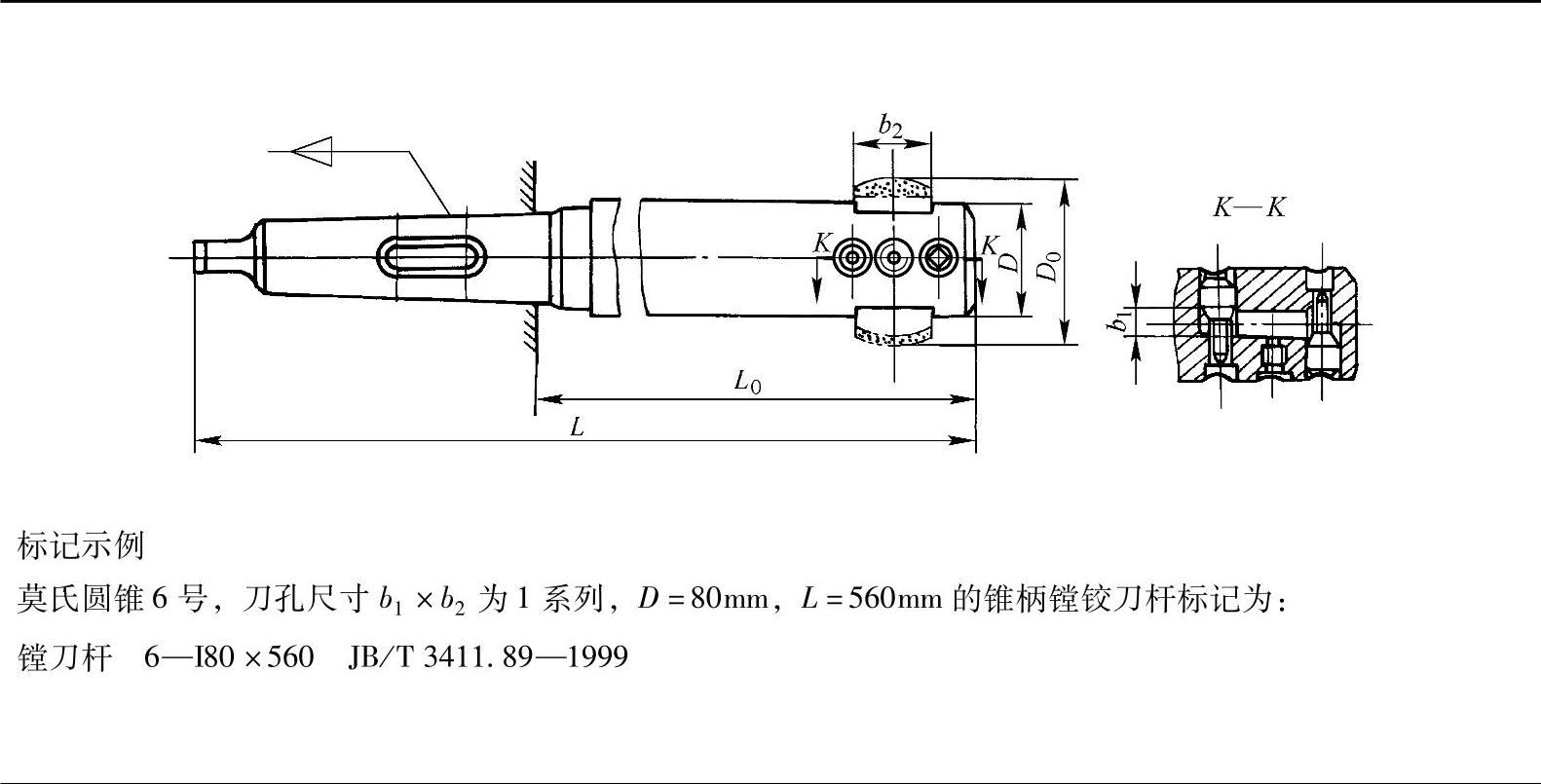
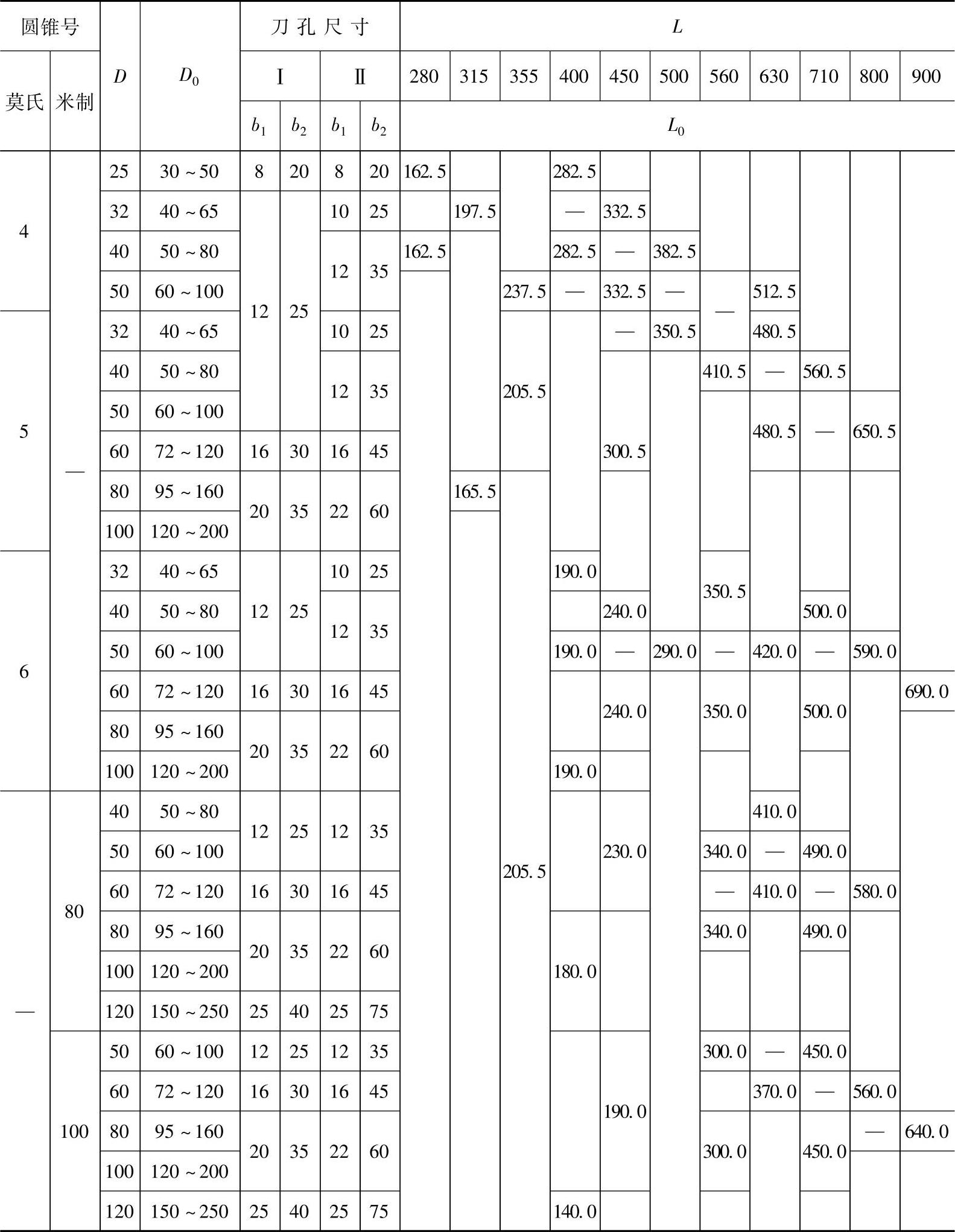
7)锥柄镗铰刀杆见表2-94。
表2-94 锥柄镗铰刀杆(JB/T 3411.89—1999) (单位:mm)
(续)
8)切槽刀杆见表2-95。
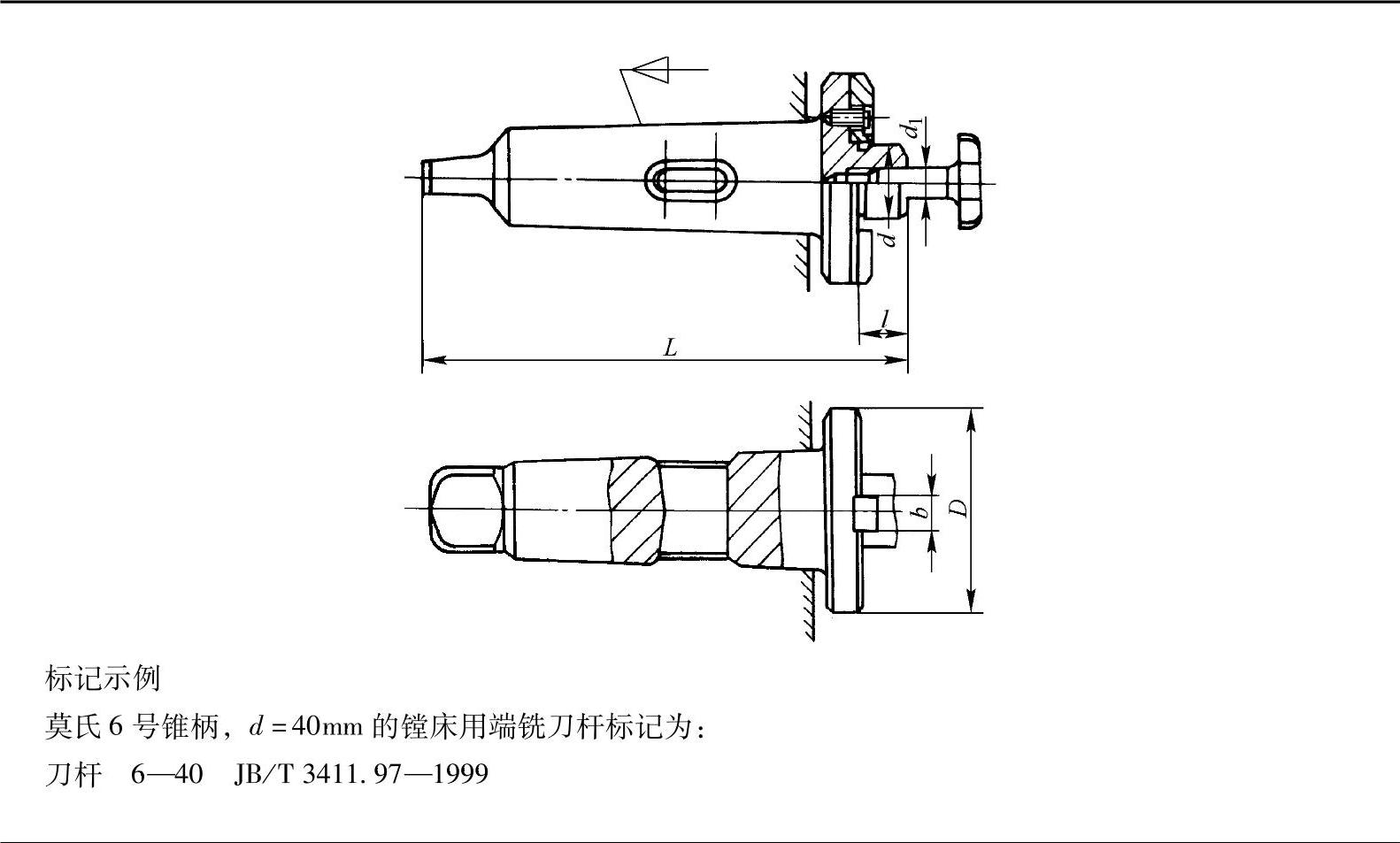
9)镗床用端铣刀杆见表2-96。
表2-95 切槽刀杆(JB/T 3411.96—1999) (单位:mm)
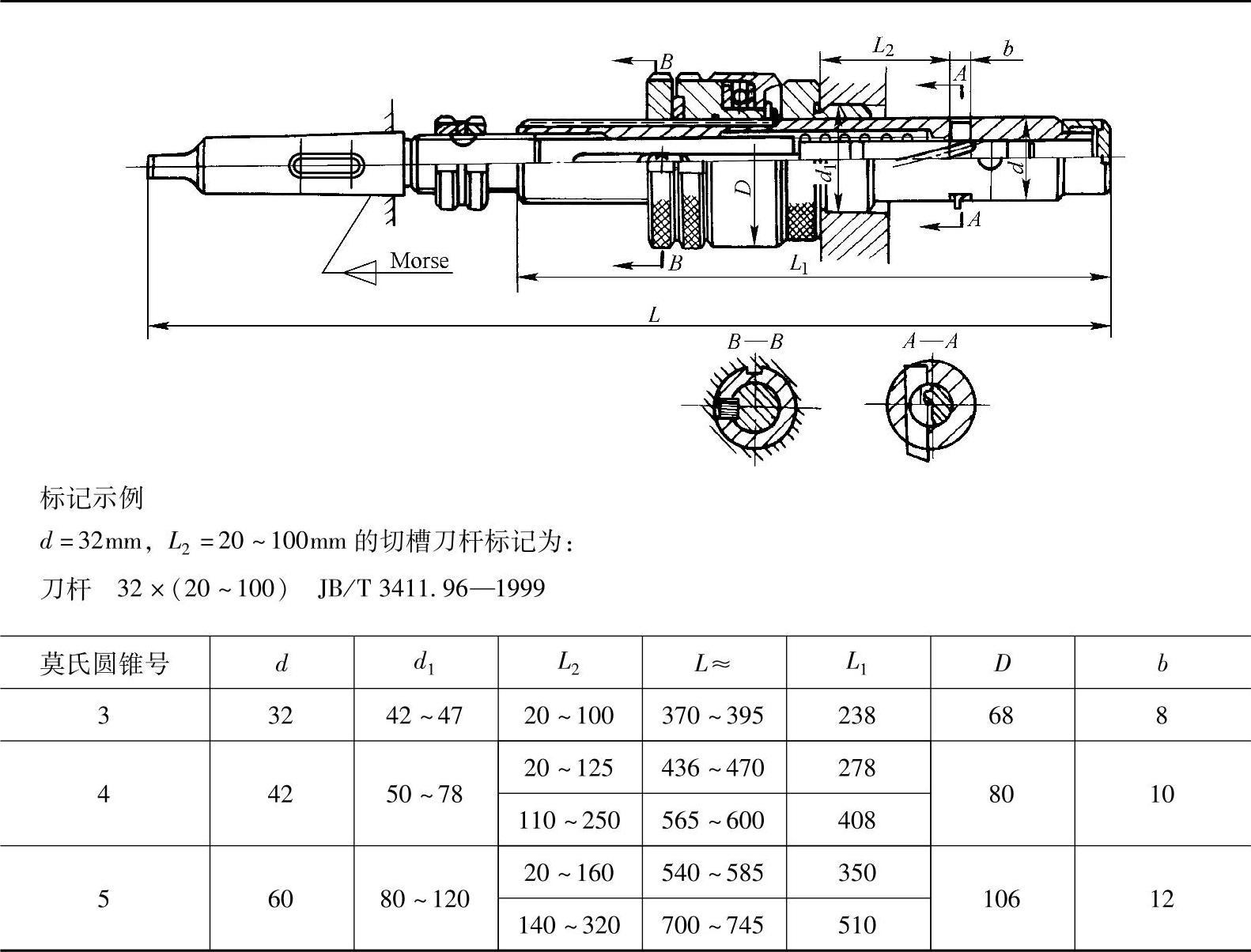
表2-96 镗床用端铣刀杆(JB/T 3411.97—1999) (单位:mm)
(续)
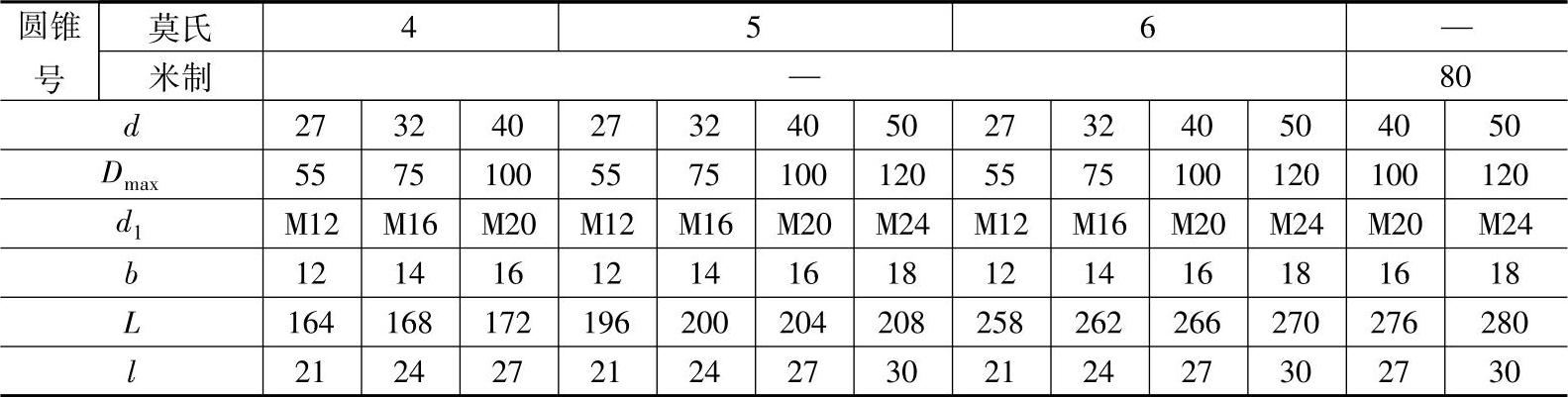
10)刀座用镗杆见表2-97。
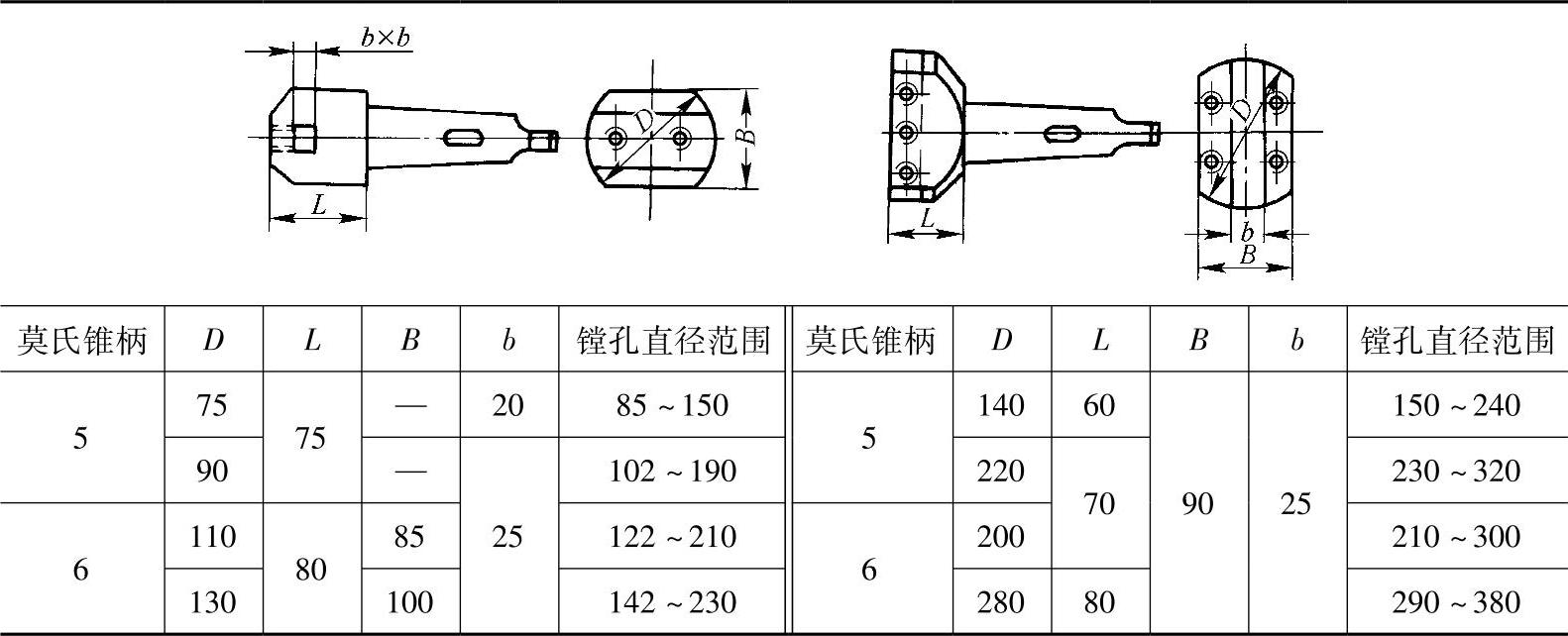
11)镗大孔用刀杆见表2-98。
表2-97 刀座用镗杆(JB/T 3411.99—1999) (单位:mm)
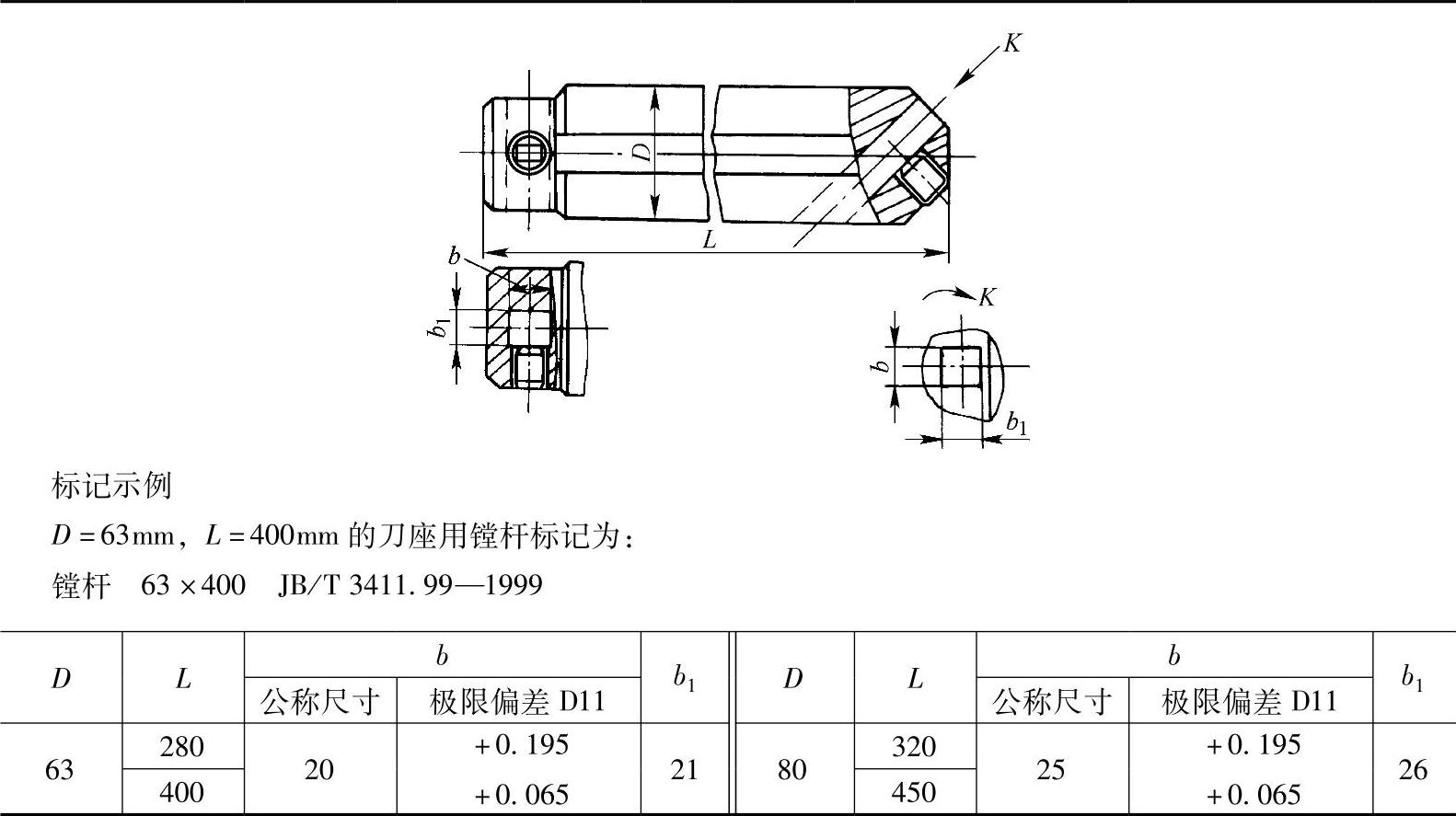
表2-98 镗大孔用刀杆 (单位:mm)
(2)镗杆(表2-99~表2-102)
表2-99 镗杆结构要素
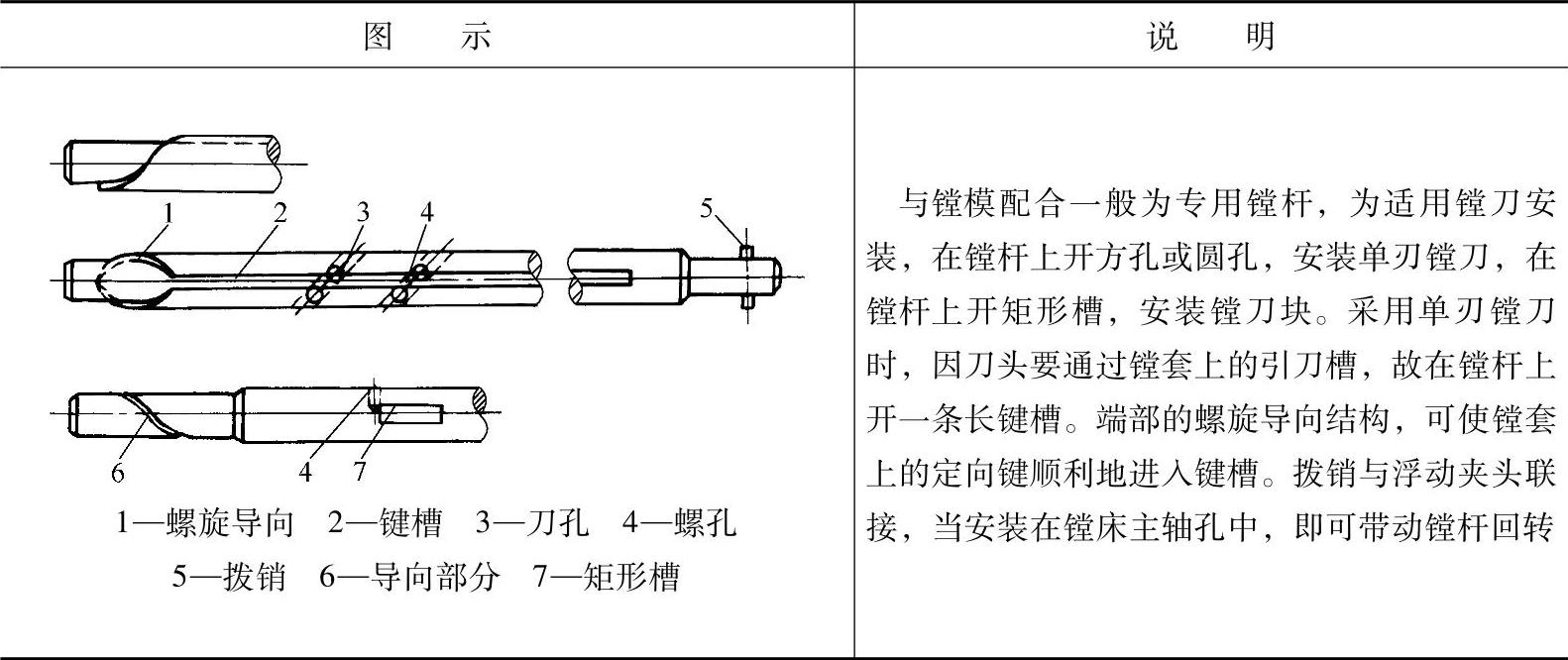
表2-100 镗杆端部导向结构形式(https://www.xing528.com)
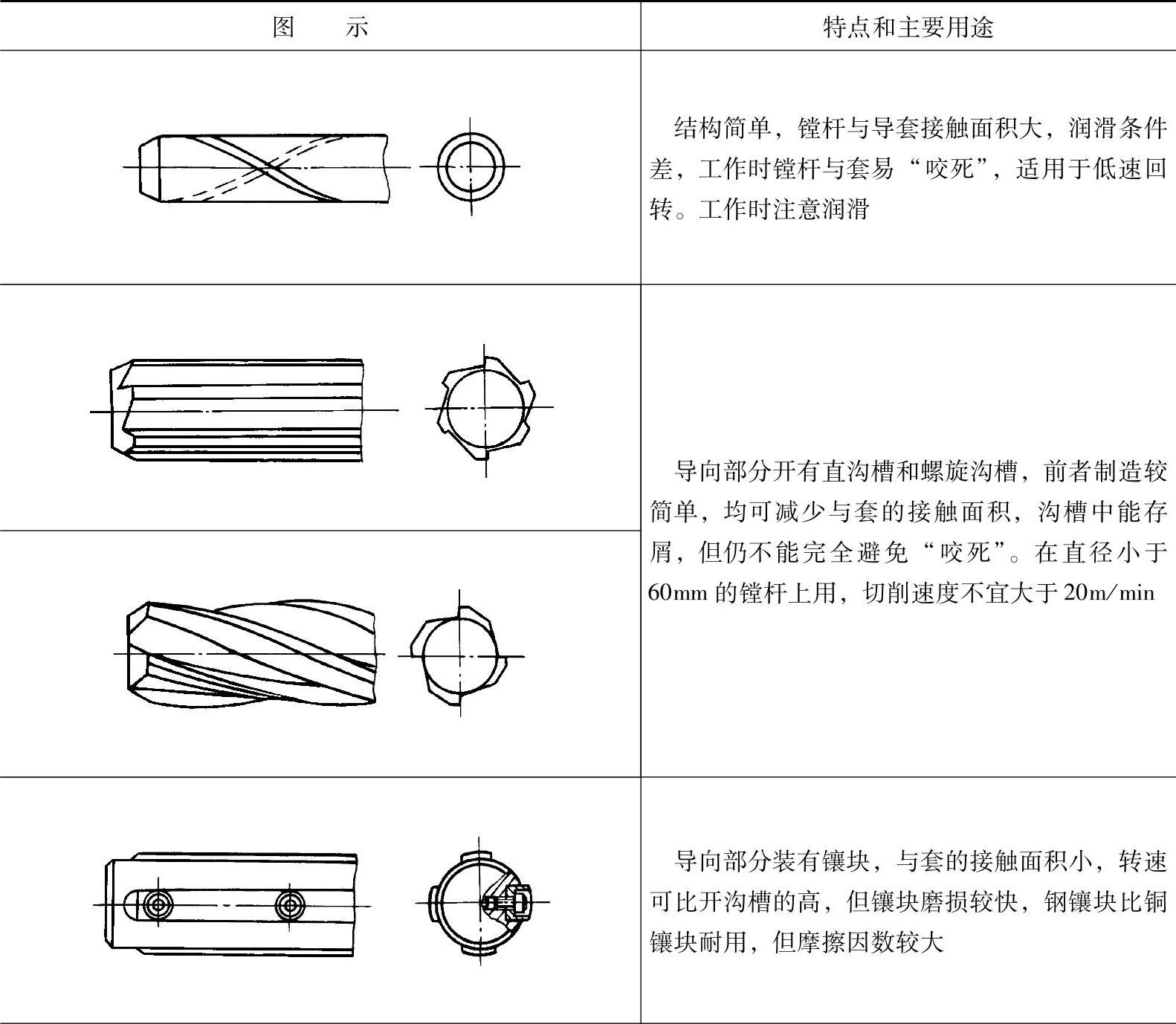
(续)
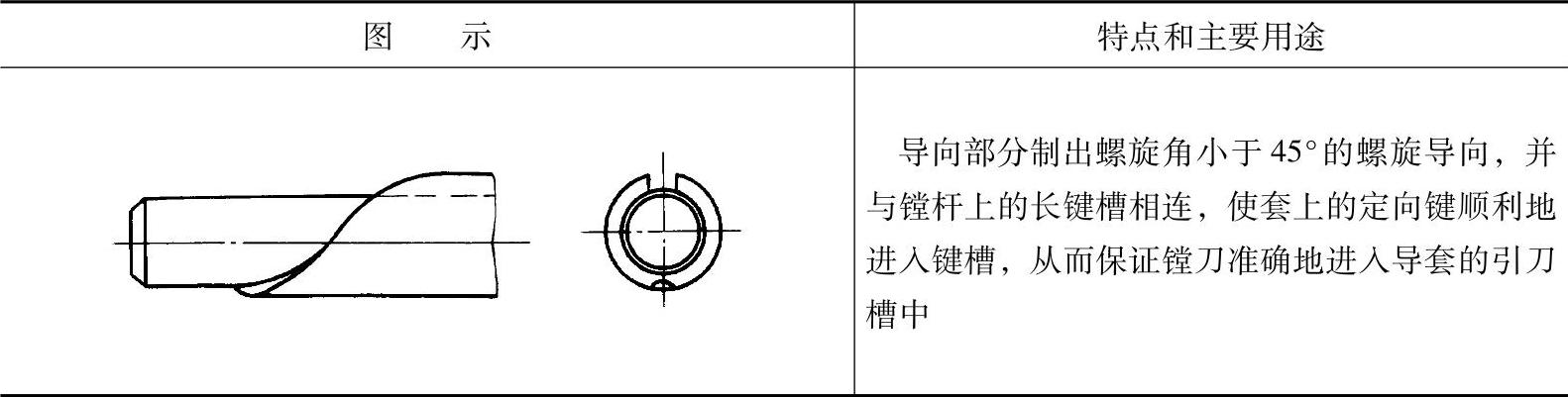
表2-101 镗杆柄部连接形式(包括浮动夹头)
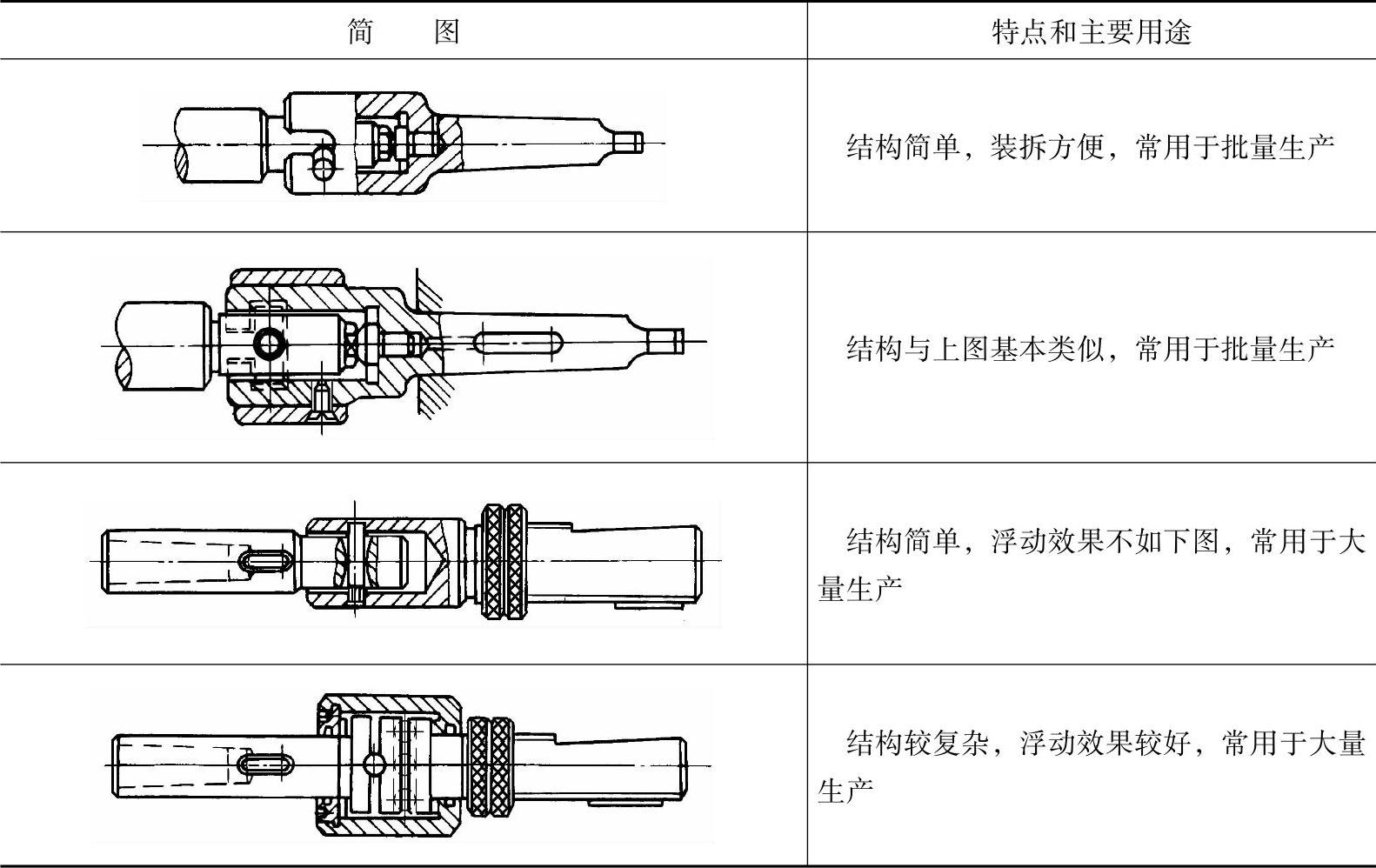
表2-102 镗孔直径D、镗杆直径d、刀方孔b×b的对照 (单位:mm)

注:镗杆有足够刚度或切削载荷重的取大值,一般取d=0.7071D。尽量避免将镗杆作成阶梯状。
(3)镗刀架
1)锥柄可调镗刀架见表2-103。
2)7∶24锥柄可调镗刀架见表2-104。
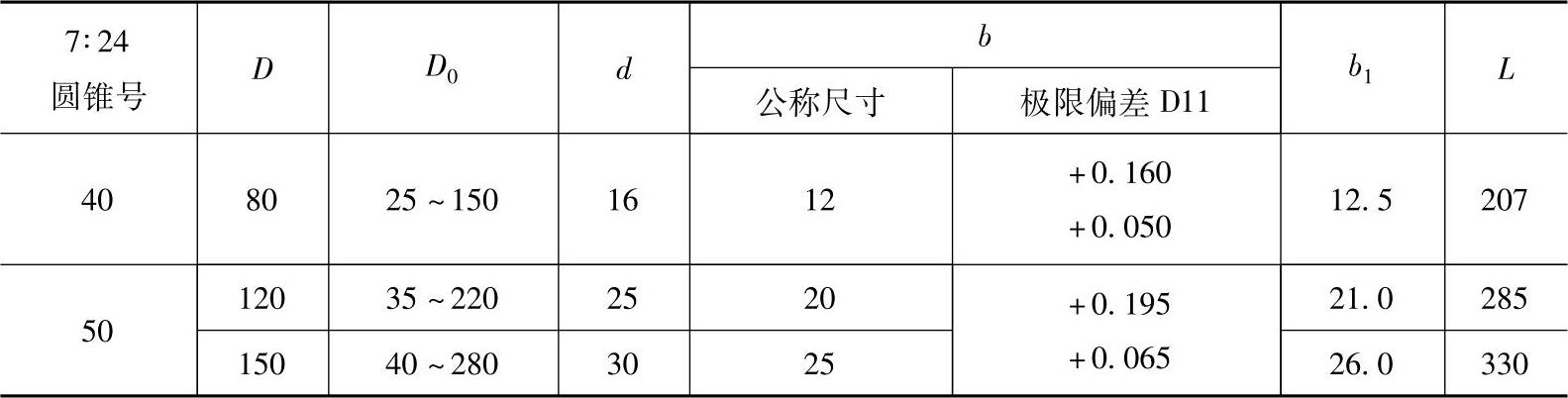
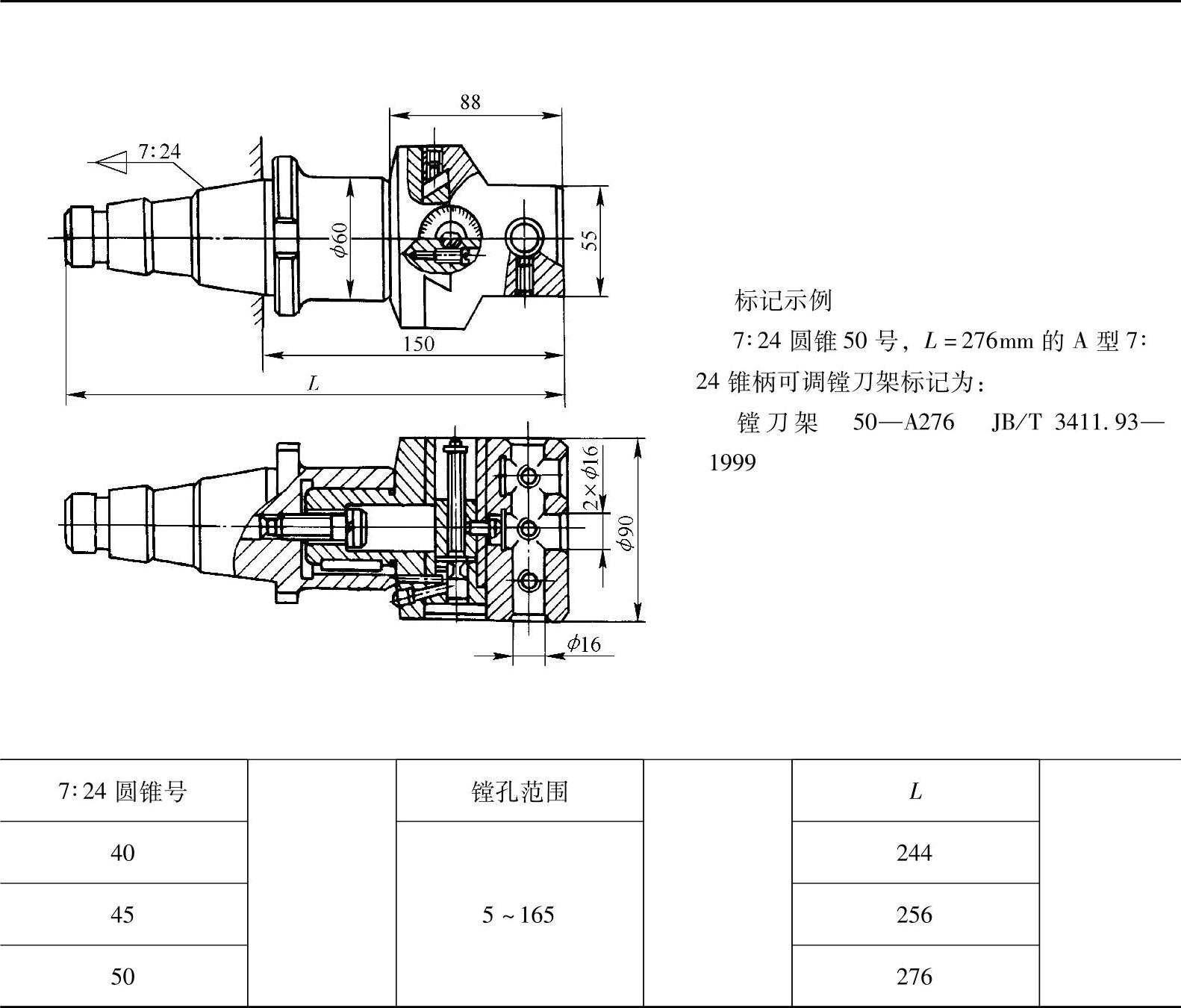
3)可换锥柄式可调镗刀架见表2-105、表2-106。
表2-103 锥柄可调镗刀架(JB/T 3411.91—1999) (单位:mm)
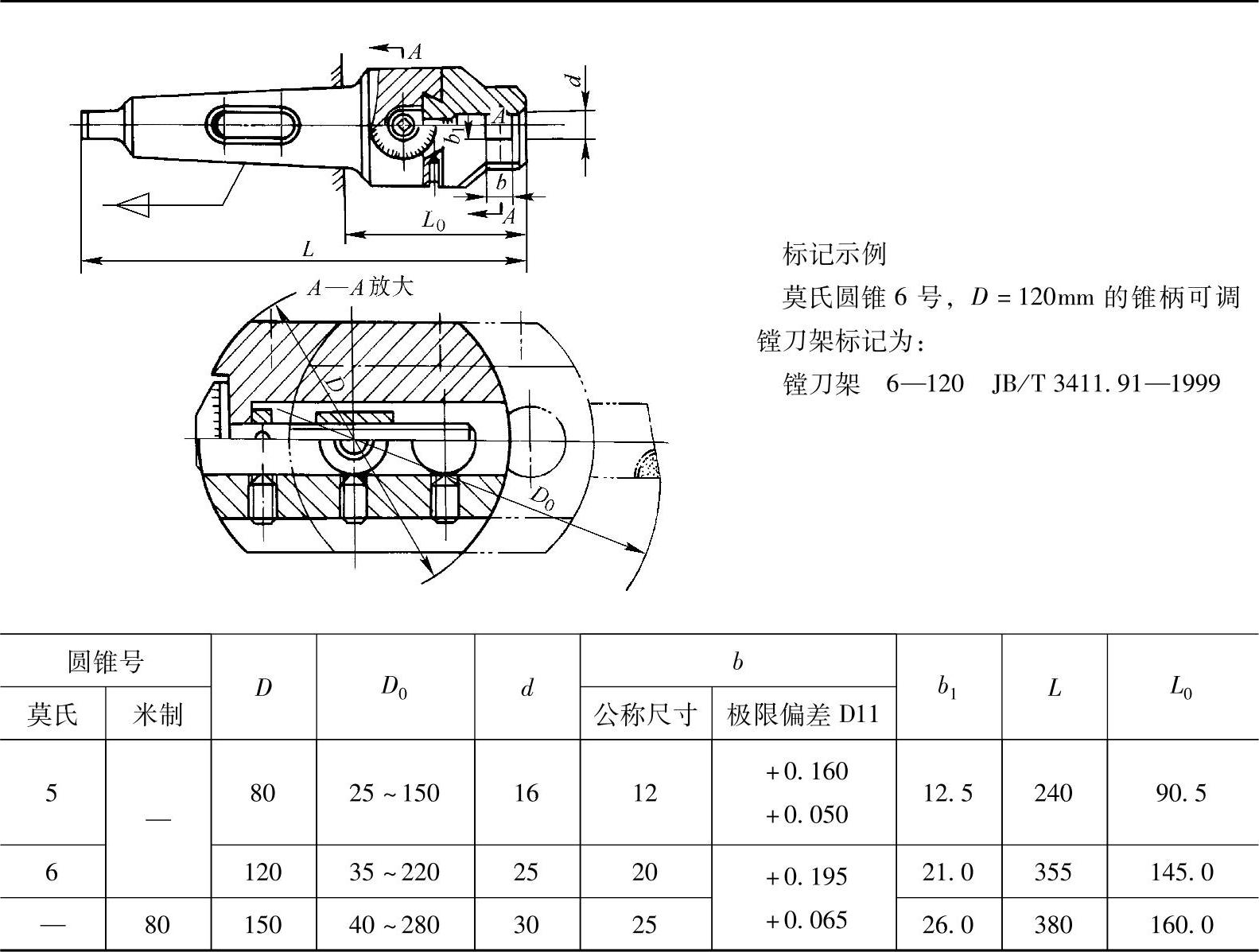
表2-104 7∶24锥柄可调镗刀架(JB/T 3411.92—1999) (单位:mm)
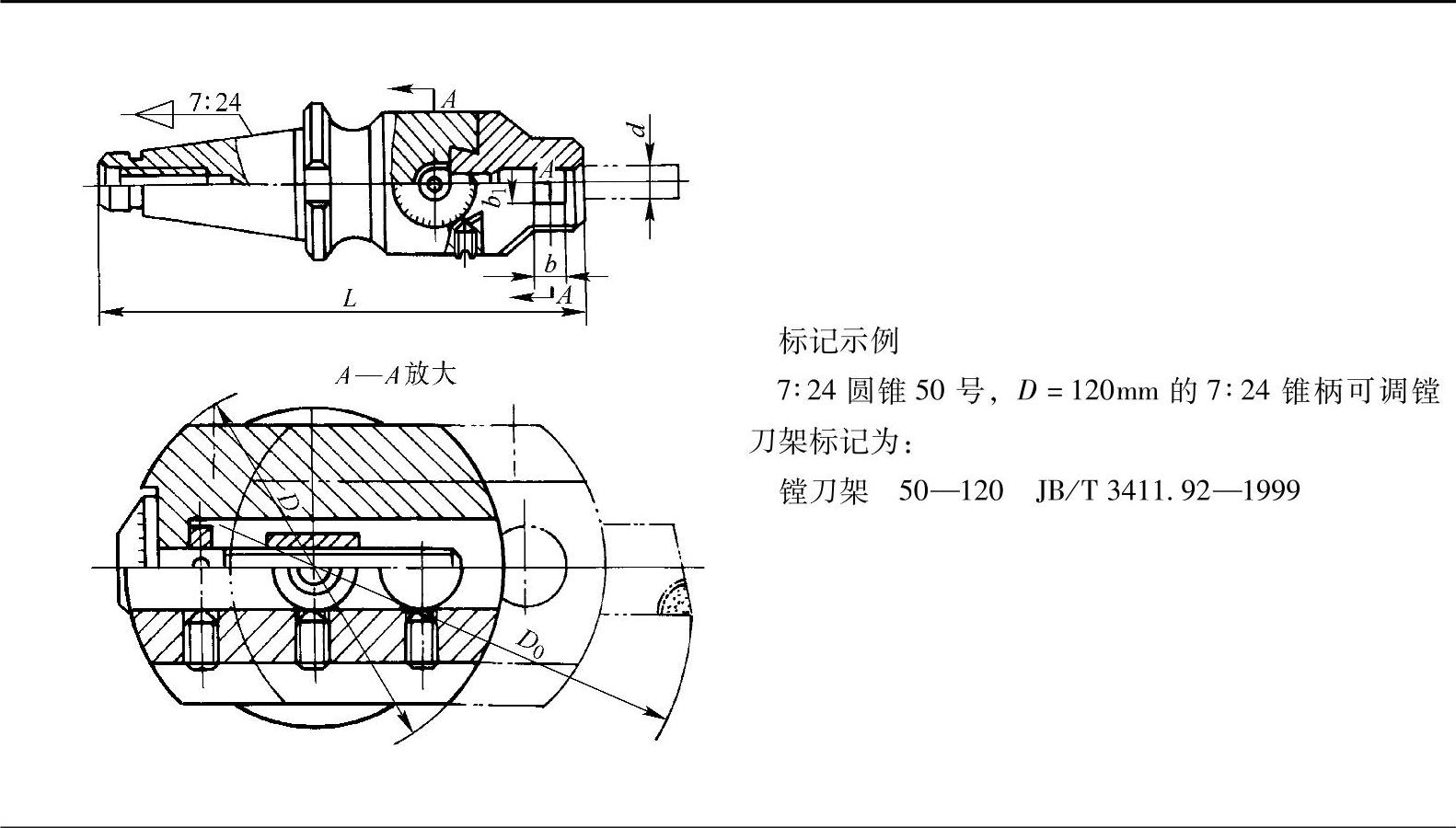
(续)
注:1.7∶24圆锥的尺寸和偏差按GB/T 3837—2001《7∶24手动换刀刀柄圆锥》的规定。
2.调节丝杆的刻度值,每格调节量不大于0.02mm。
3.径向方刀孔允许制成圆孔。
表2-105 A型可换锥柄式可调镗刀架(JB/T 3411.93—1999) (单位:mm)
注:1.7∶24圆锥的尺寸和偏差按GB/T 3837—2001《7∶24手动换刀刀柄圆锥》。
2.对调节丝杆的刻度值,每格调节量不大于0.02mm。
表2-106 B型可换锥柄式可调镗刀架(JB/T 3411.93—1999) (单位:mm)
(4)接杆
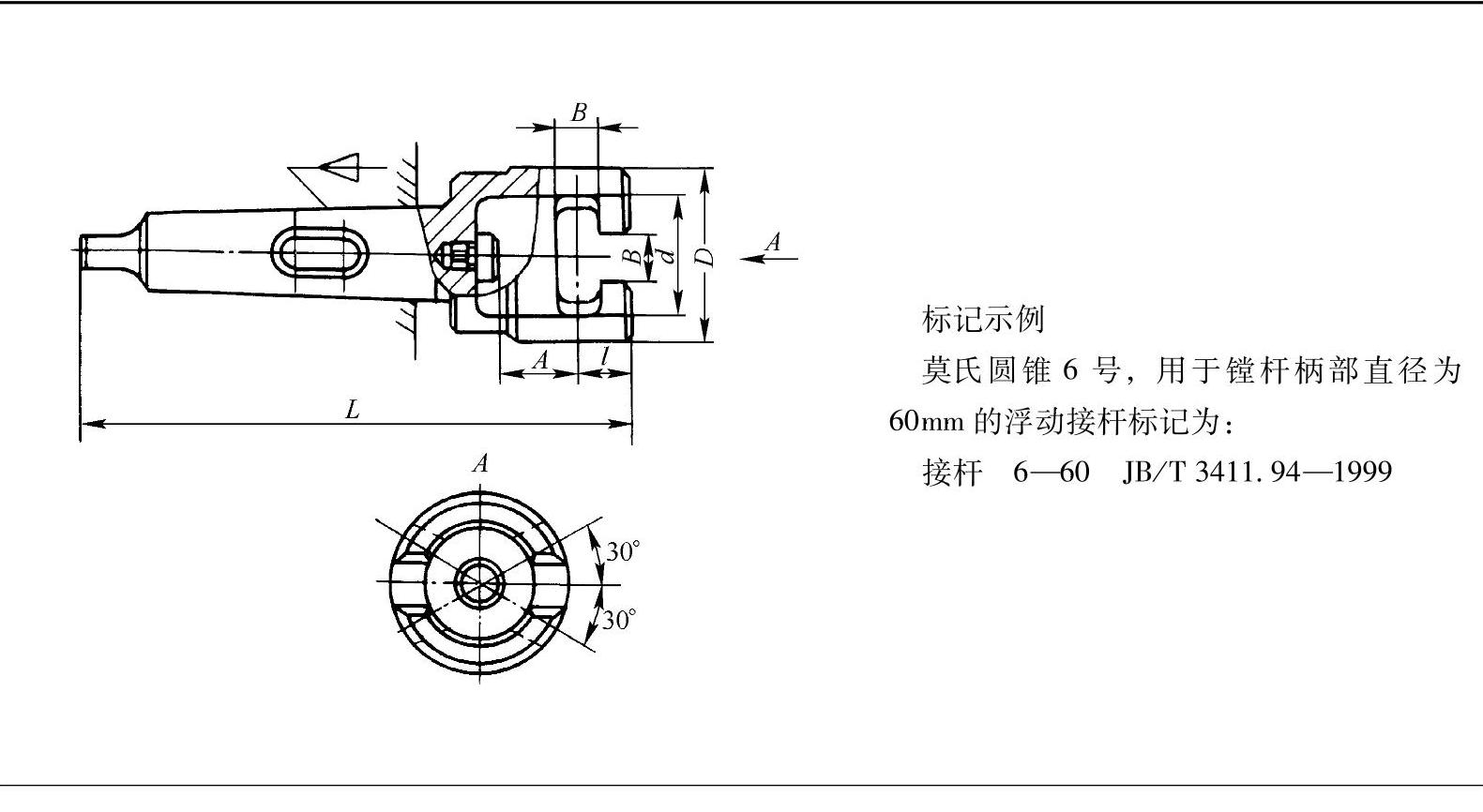
1)浮动接杆见表2-107。
表2-107 浮动接杆(JB/T 3411.94—1999) (单位:mm)
(续)
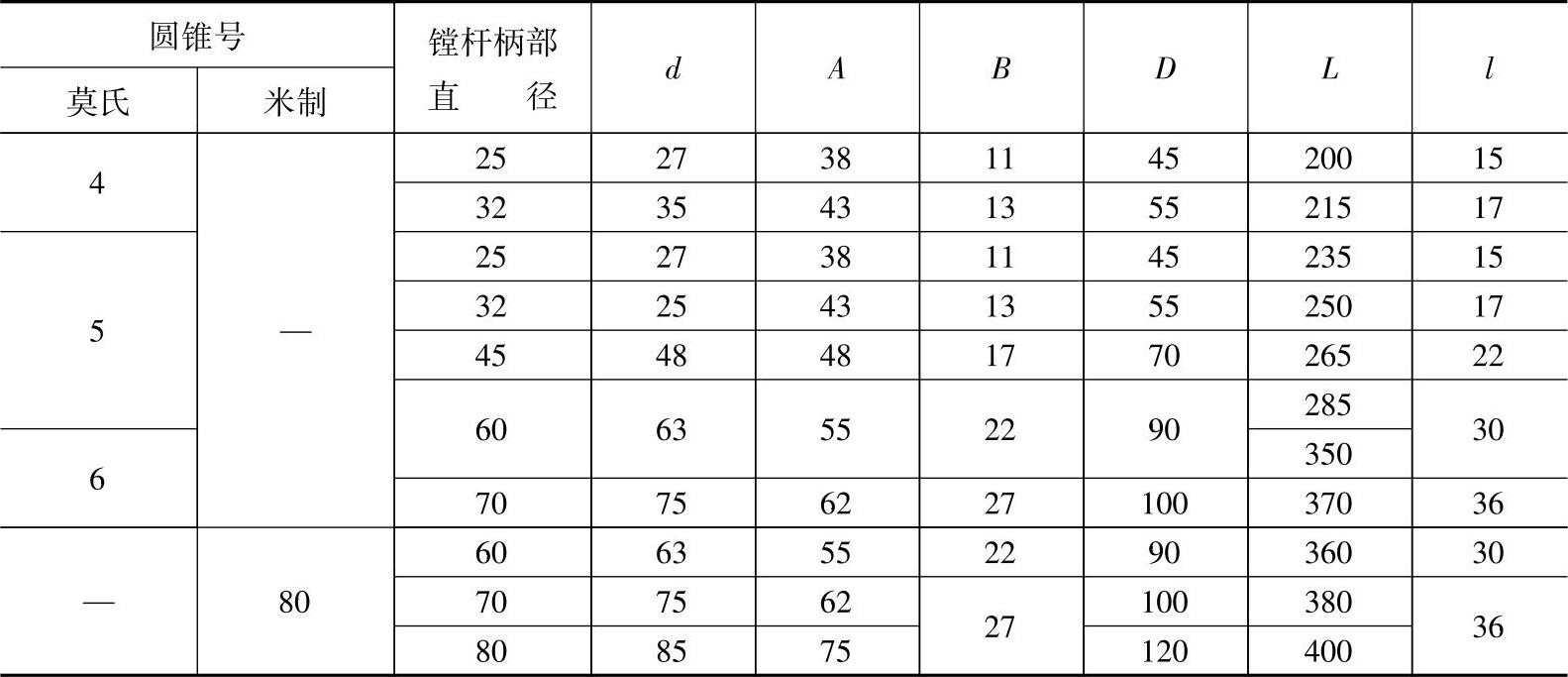
2)变径接杆见表2-108。
表2-108 变径接杆(JB/T 3411.95—1999) (单位:mm)
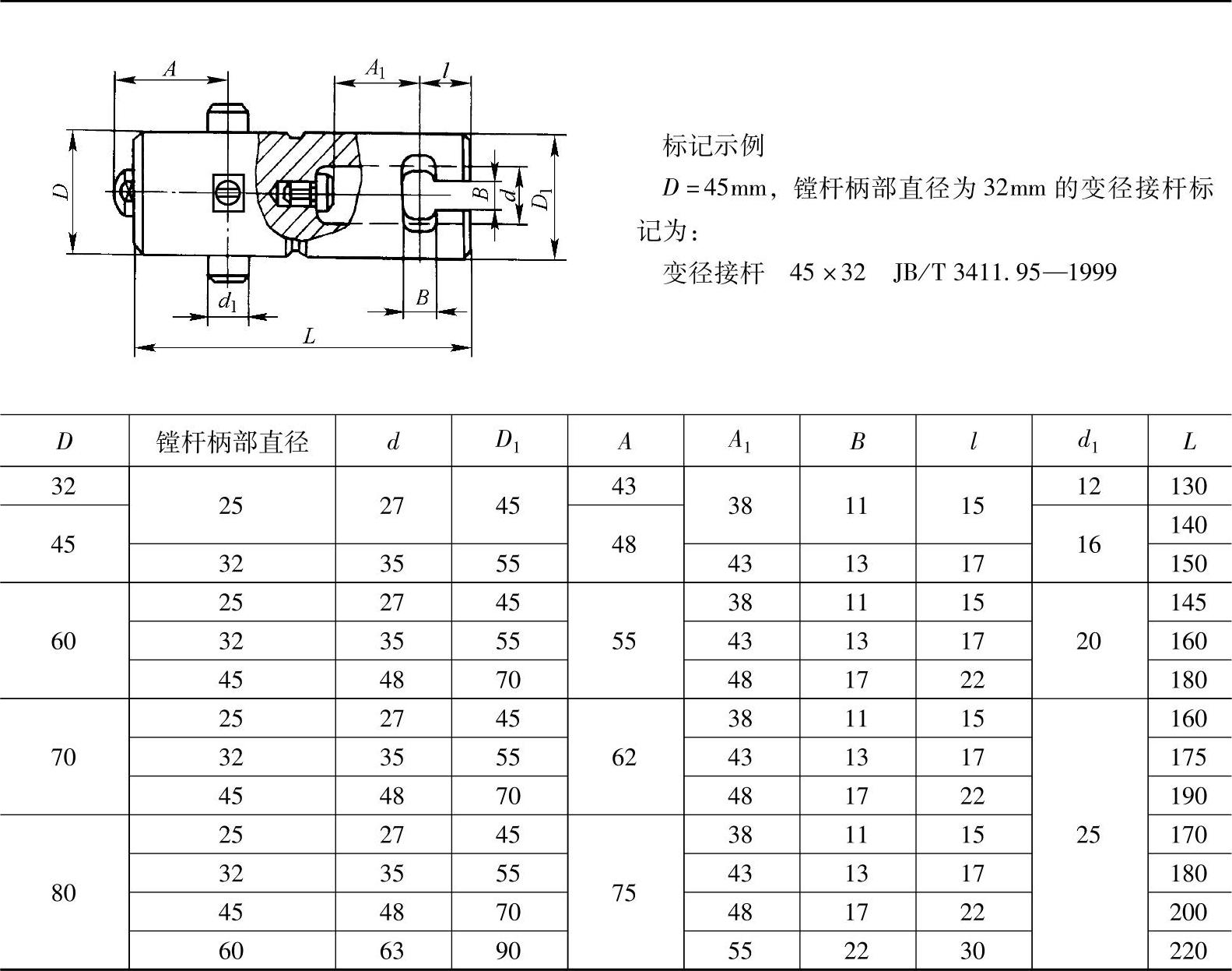
3)镗杆与浮动接杆连接柄部尺寸见表2-109。
表2-109 镗杆与浮动接杆连接柄部尺寸 (单位:mm)
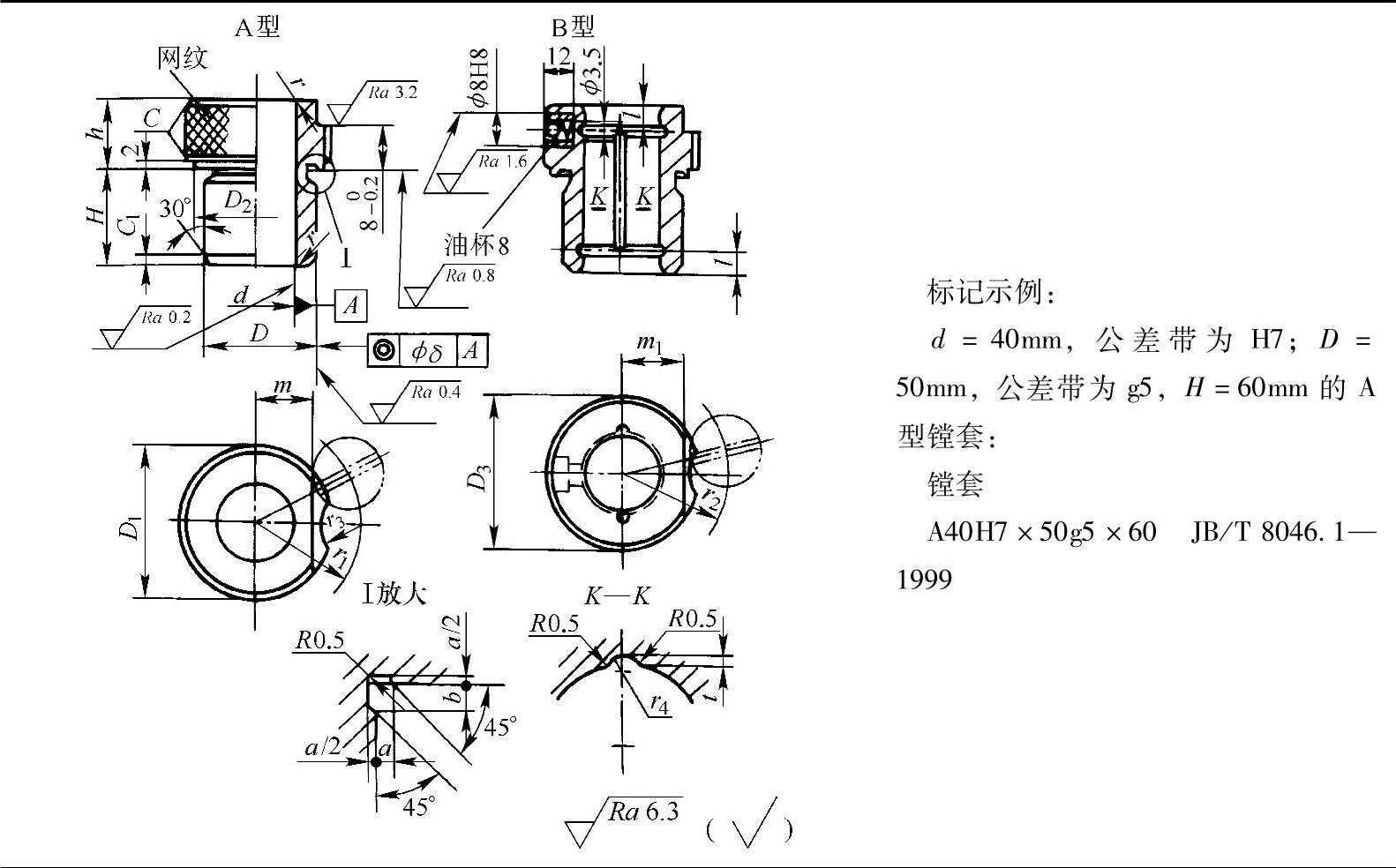
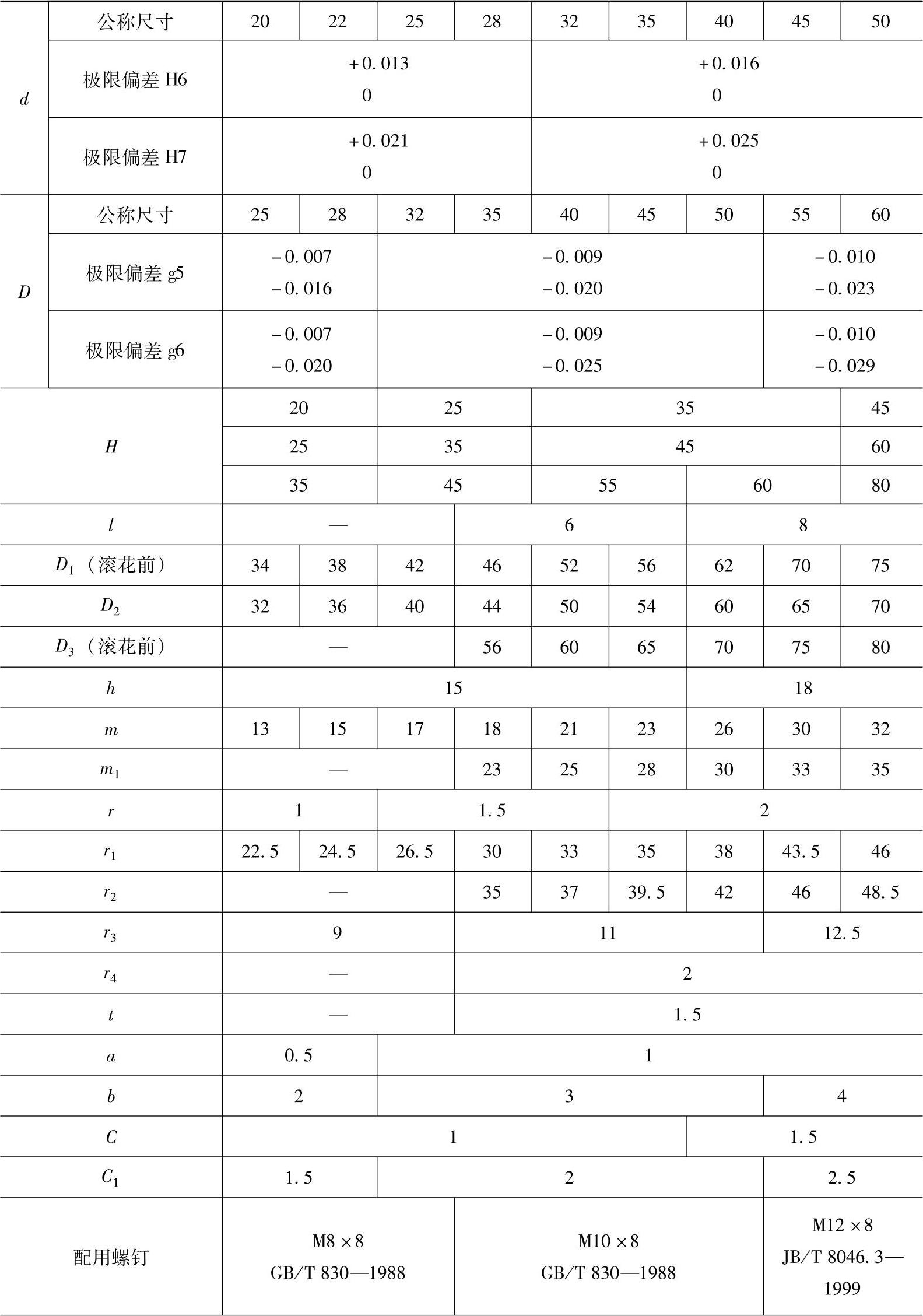
(5)镗套与衬套(表2-110~表2-113)
表2-110 镗套(JB/T 8046.1—1999) (单位:mm)
(续)
(续)
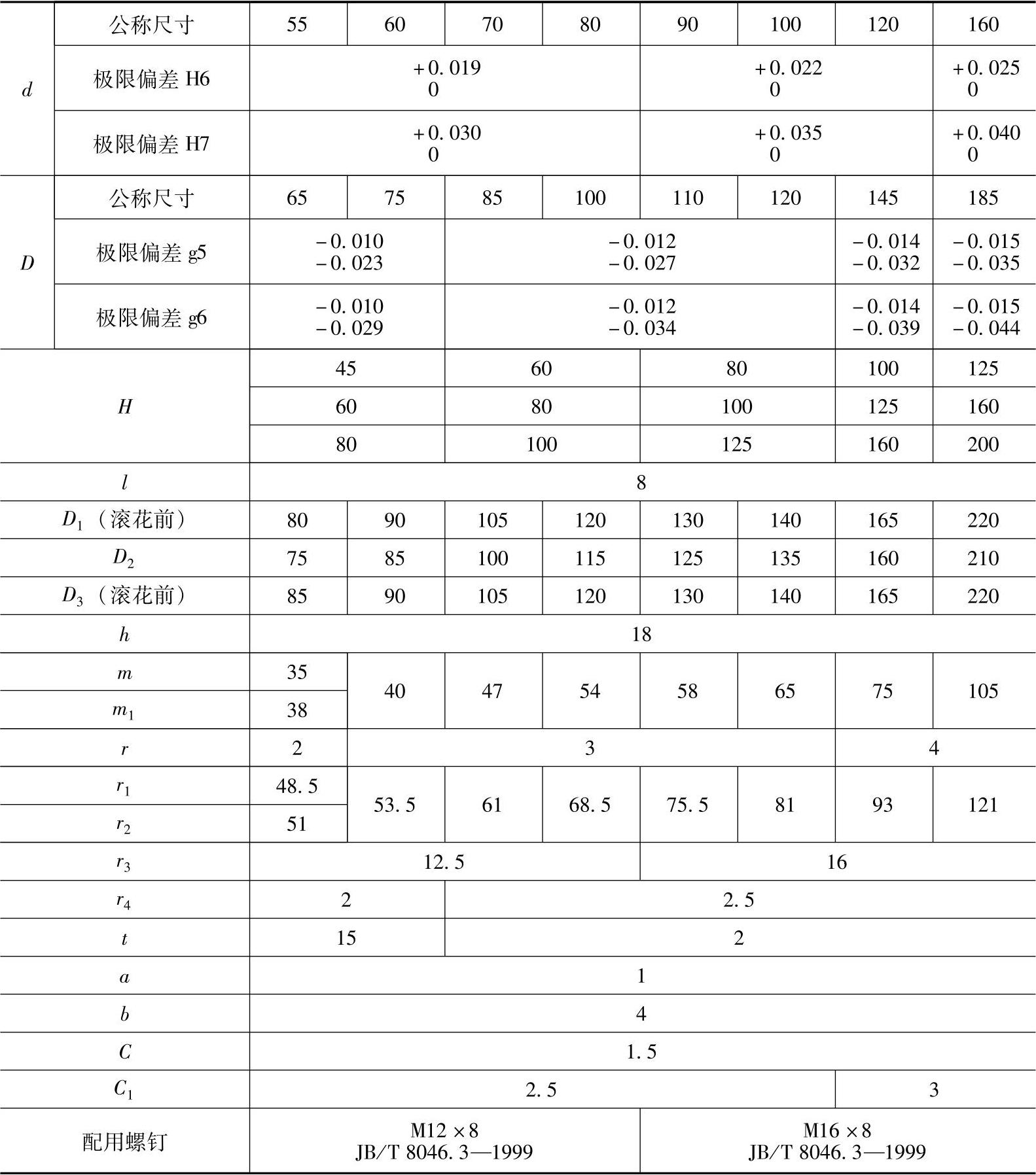
注:1.d或D的公差带,d与镗杆外径或D与衬套内径的配合间隙也可由设计确定。
2.当d的公差带为H7时,d孔的表面粗糙度为Ra0.4μm。
3.材料:20钢按GB/T 699—1999《优质碳素结构钢技术条件》;HT200按GB/T 9439—1988《灰铸铁件》。
4.热处理:20钢,渗碳深度0.8~1.2mm 55~60HRC;HT200粗加工后进行时效处理。
5.d的公差带为H6时,当D<85mm,δ=0.005mm;D≥85mm,δ=0.01mm;d的公差带为H7时,δ=0.010mm。
6.油槽锐角磨后倒钝。
7.其他技术条件按JB/T 8044—1999《机床夹具零件及部件 技术要求》。
表2-111 镗套用衬套(JB/T 8046.2—1999)
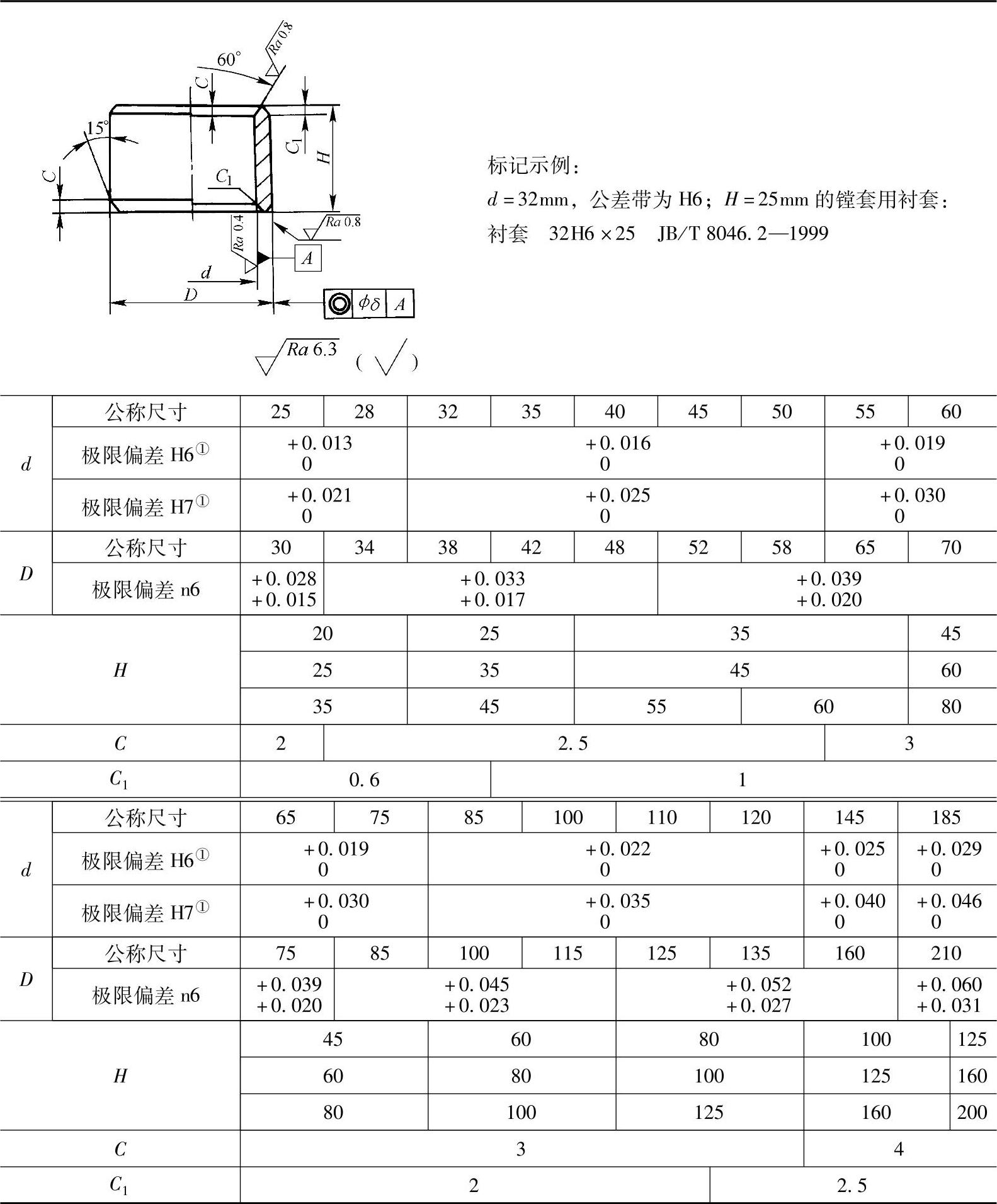
注:1.材料:20钢,按GB/T 699—1999《优质碳素结构钢技术条件》。
2.热处理:渗碳深度0.8~1.2mm 58~64HRC。
3.d的公差带为H6时,当D<52mm,δ=0.005mm;当D≥52mm,δ=0.010mm。d的公差带为H7时,δ=0.010mm。
4.其他技术条件按JB/T 8044—1999《机床夹具零件及部件技术条件》。
① H6或H7为装配后公差带,零件加工尺寸需由工艺决定。
表2-112 固定衬套、镗套等配合公差
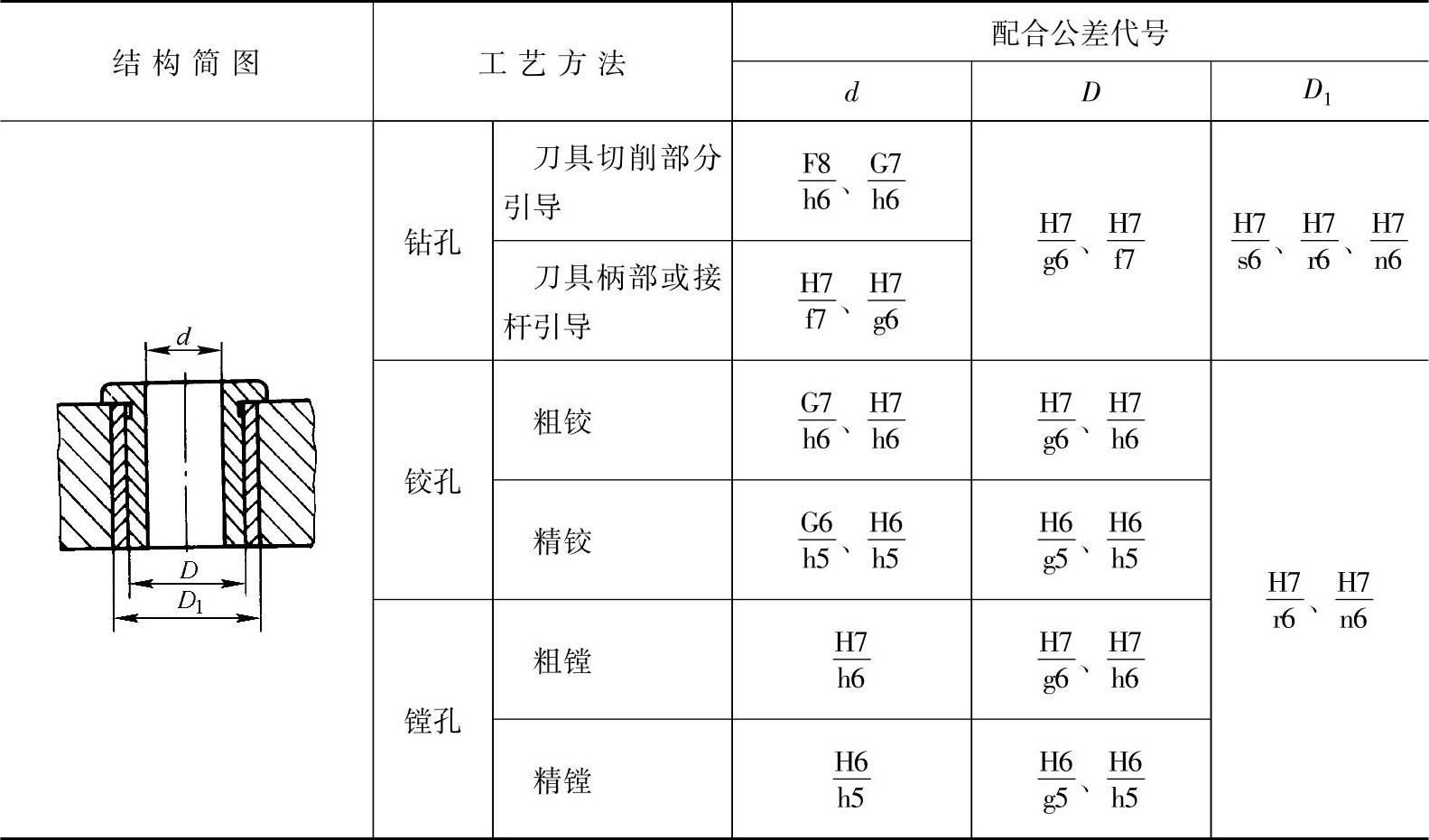
表2-113 镗套螺钉(JB/T 8046.3—1999) (单位:mm)
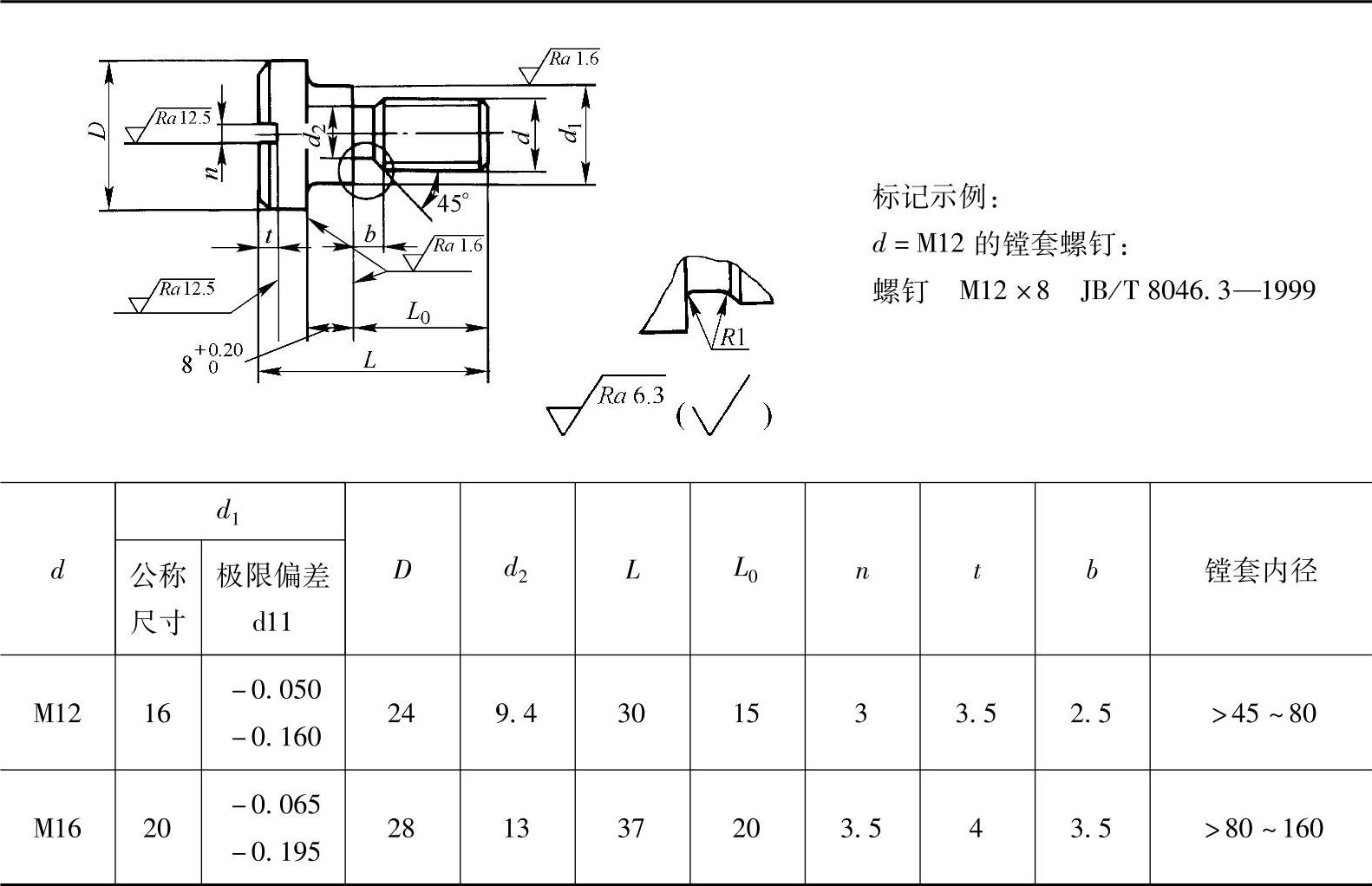
注:1.材料:45钢,按GB/T 699—1999《优质碳素结构钢技术条件》。
2.热处理:35~40HRC。
3.其他技术条件按JB/T 8044—1999《机床夹具零件及部件 技术要求》。
(6)其他
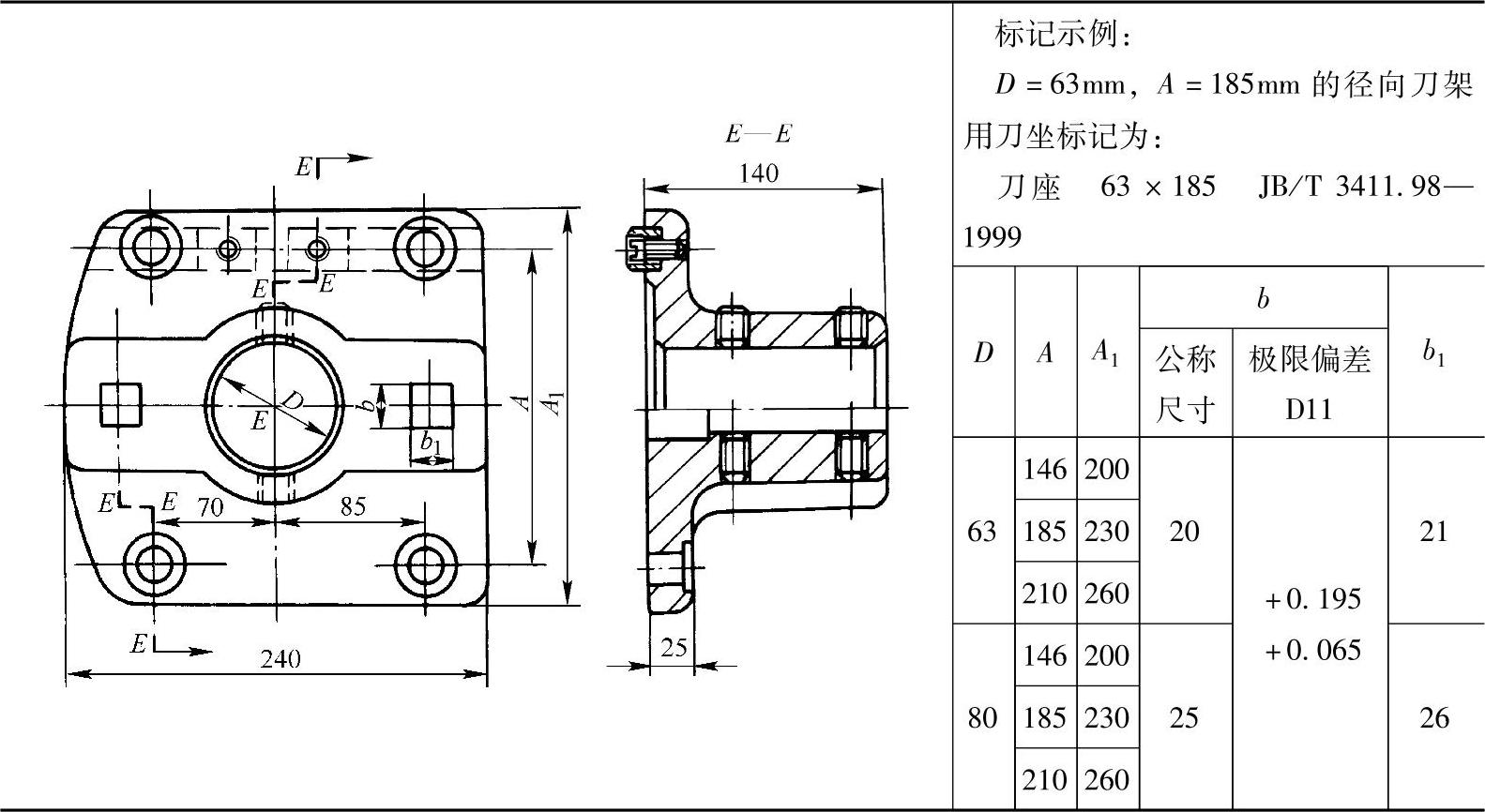
1)径向刀架用刀座见表2-114。
表2-114 径向刀架用刀座(JB/T 3411.98—1999) (单位:mm)
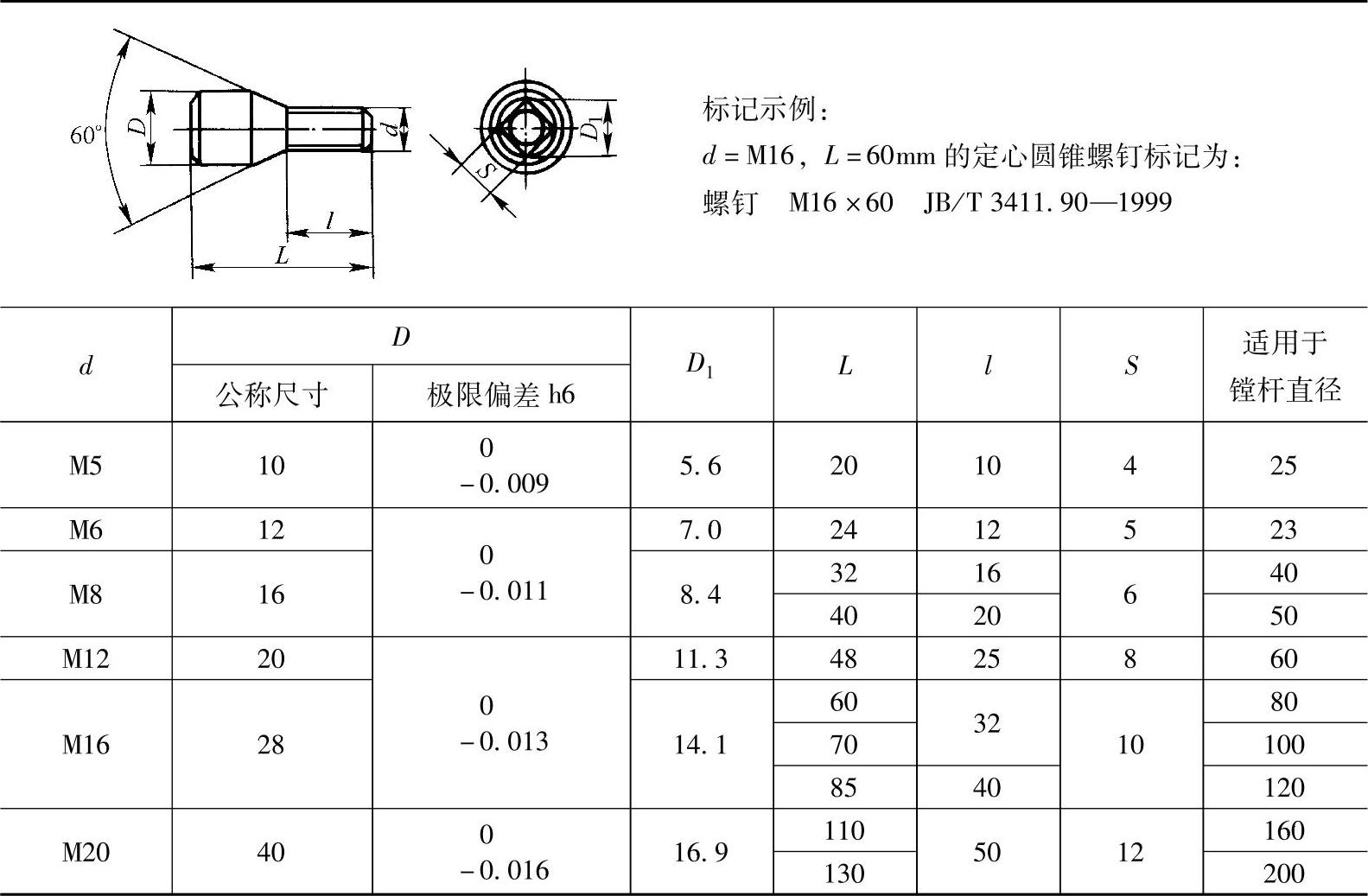
2)定心圆锥螺钉见表2-115。
表2-115 定心圆锥螺钉(JB/T 3411.90—1999) (单位:mm)
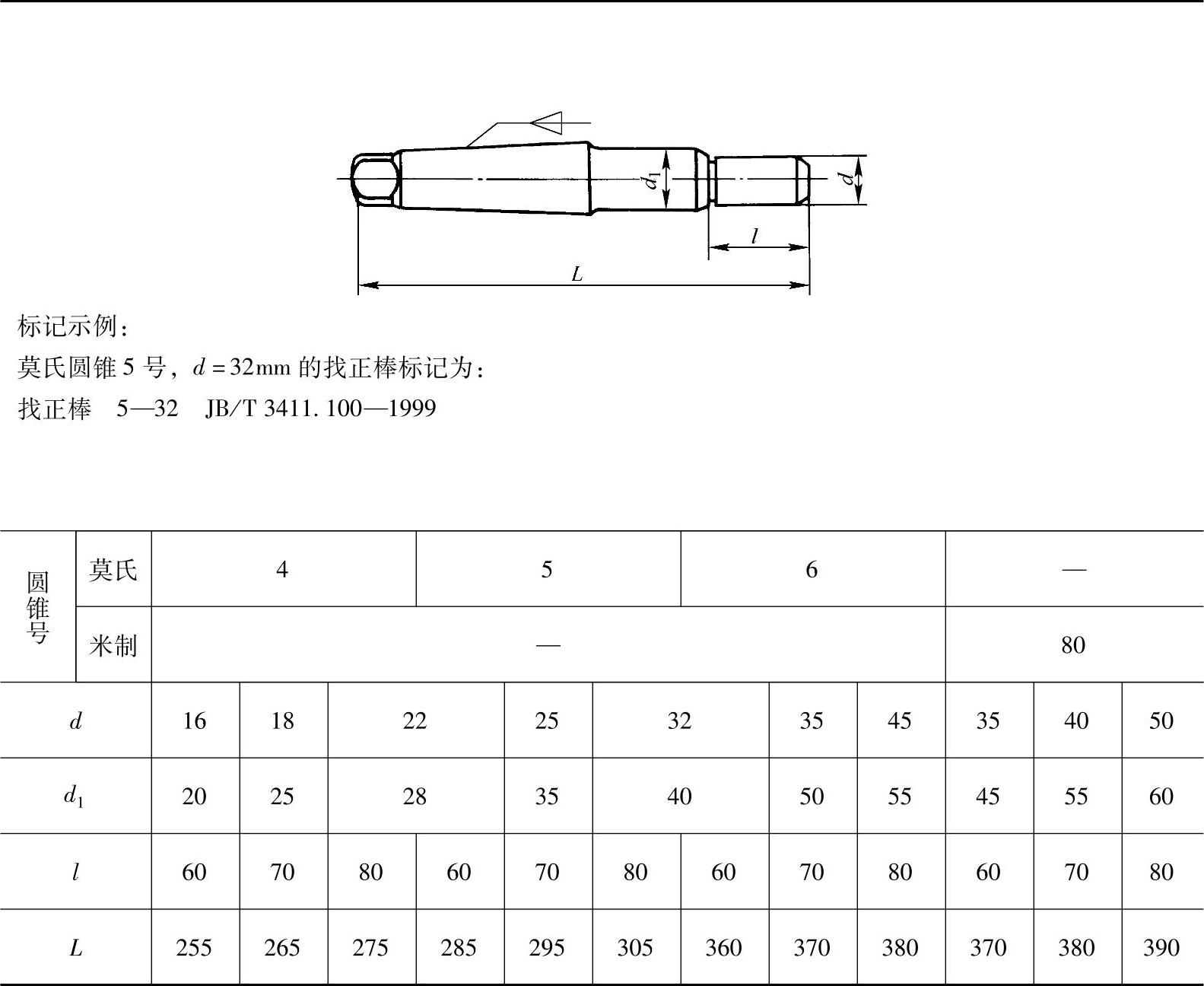
3)找正棒见表2-116。
表2-116 找正棒(JB/T 3411.100—1999) (单位:mm)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。