



(1)钢件的整体热处理
钢的整体热处理是对钢制零件的穿透加热方式进行退火、正火、淬火、回火等热处理工艺。
1)退火。退火是将工件加热到一定温度,保持一定时间,然后缓慢冷却下来的热处理工艺。
钢的退火工艺通常作为铸造、锻造、轧、焊加工之后,冷加工、热处理之前的一种中间预备热处理工序。其目的在于使材料的成分均匀化、细化组织,消除应力,降低硬度,提高塑性,改善可加工性。
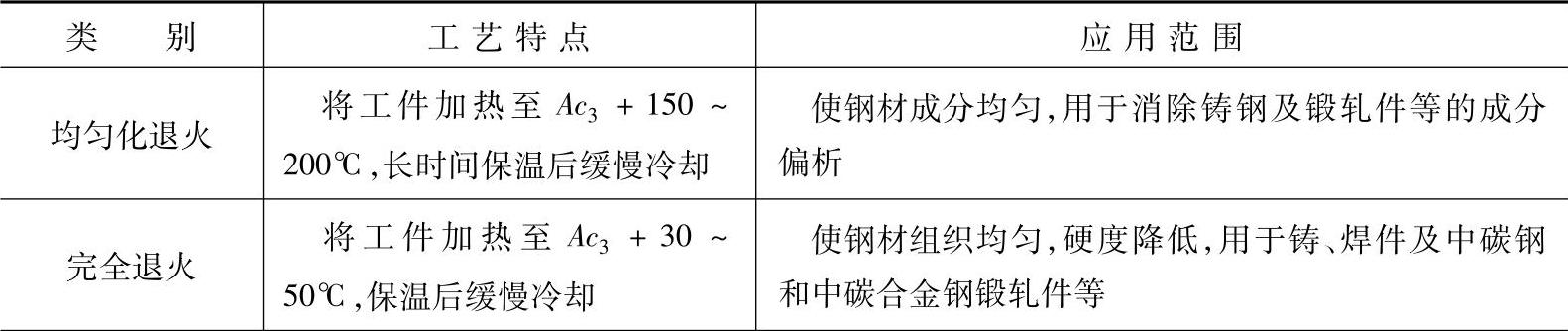
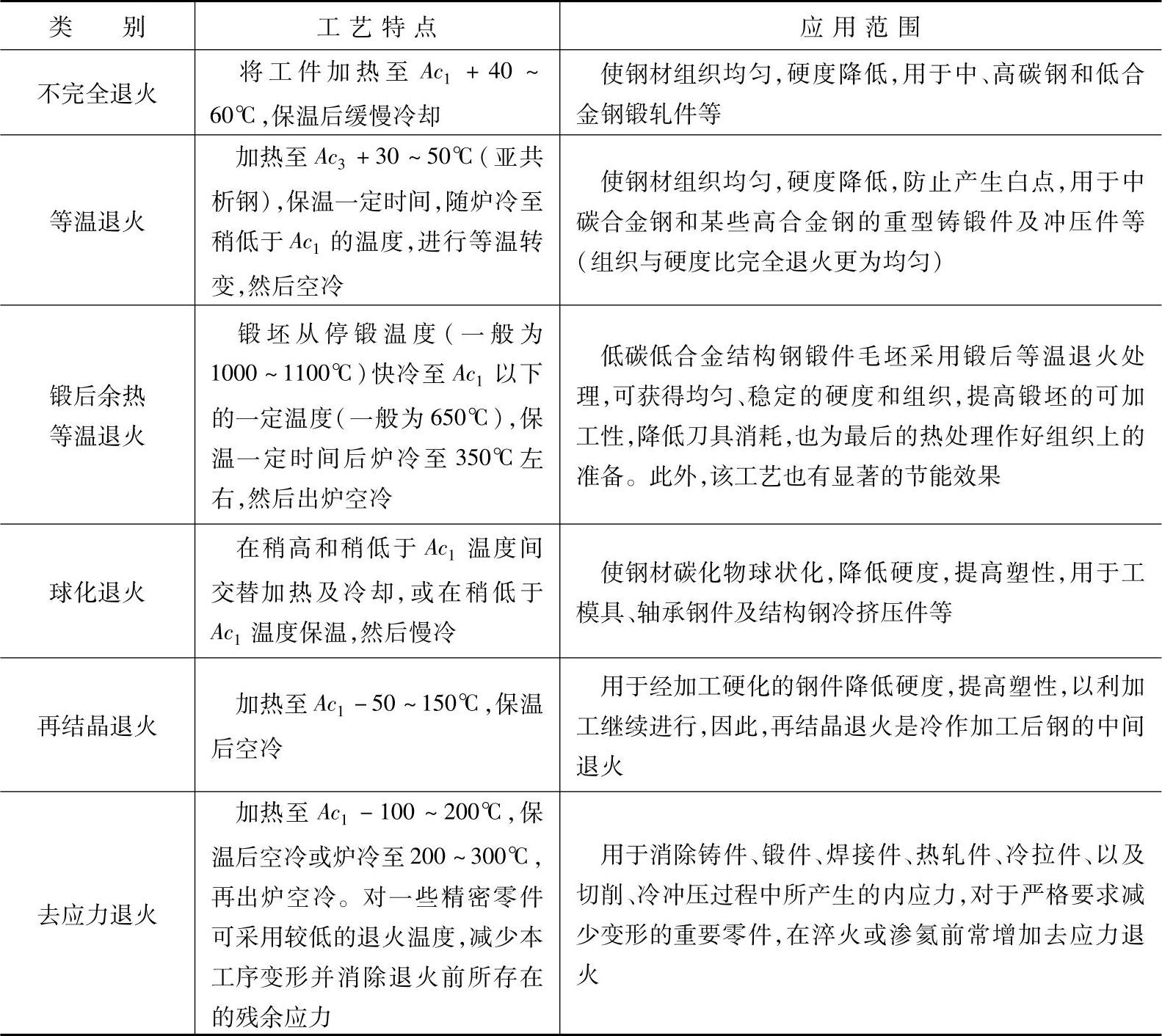
钢的常用退火工艺的分类及应用见表1-112。
表1-112 钢的常用退火工艺的分类及应用
(续)
注:Ac1为钢加热后开始形成奥氏体的温度;Ac3为亚共析钢加热时所有铁素体均转变为奥氏体的温度(后同)。
2)正火。将工件加热奥氏体化后在空气中冷却的热处理工艺称为正火。
钢件正火一般加热至Ac3或Ac[1]cm+40~60℃,保温一定时间,达到完全奥氏体化和均匀化,然后在自然流通的空气中均匀冷却。大件正火也可采用风冷、喷雾冷却等以获得正火均匀的效果。
钢件正火的目的在于调整钢件的硬度,细化组织及消除网状碳化物,并为淬火做好组织准备。正火的主要应用如下:
①用于含碳量(质量分数)低于0.25%的低碳钢工件,使之得到量多且细小的珠光体组织,提高硬度,从而改善其可加工性。
②消除共析钢中的网状碳化物,为球化退火做准备。
③作为中碳钢及合金结构钢淬火前的预备热处理,以减少淬火缺陷。
④作为要求不高的普通结构件的最终热处理。
⑤用于淬火返修件消除残余应力和细化组织,以防重淬时产生变形与开裂。
3)淬火。钢的淬火工艺是通过加热和快速冷却的方法使零件在一定的截面部位上获得马氏体或下贝氏体,回火后达到要求的力学性能。一般将工件加热至Ac3+20~30℃(亚共析钢)或加热至Ac1+20~30℃(过共析钢),保温一定时间后在水、油等介质中快速冷却,最终使工件获得要求的淬火组织。
钢件淬火的目的在于提高硬度和耐磨性。淬火后经中温或高温回火,也可获得良好的综合力学性能。
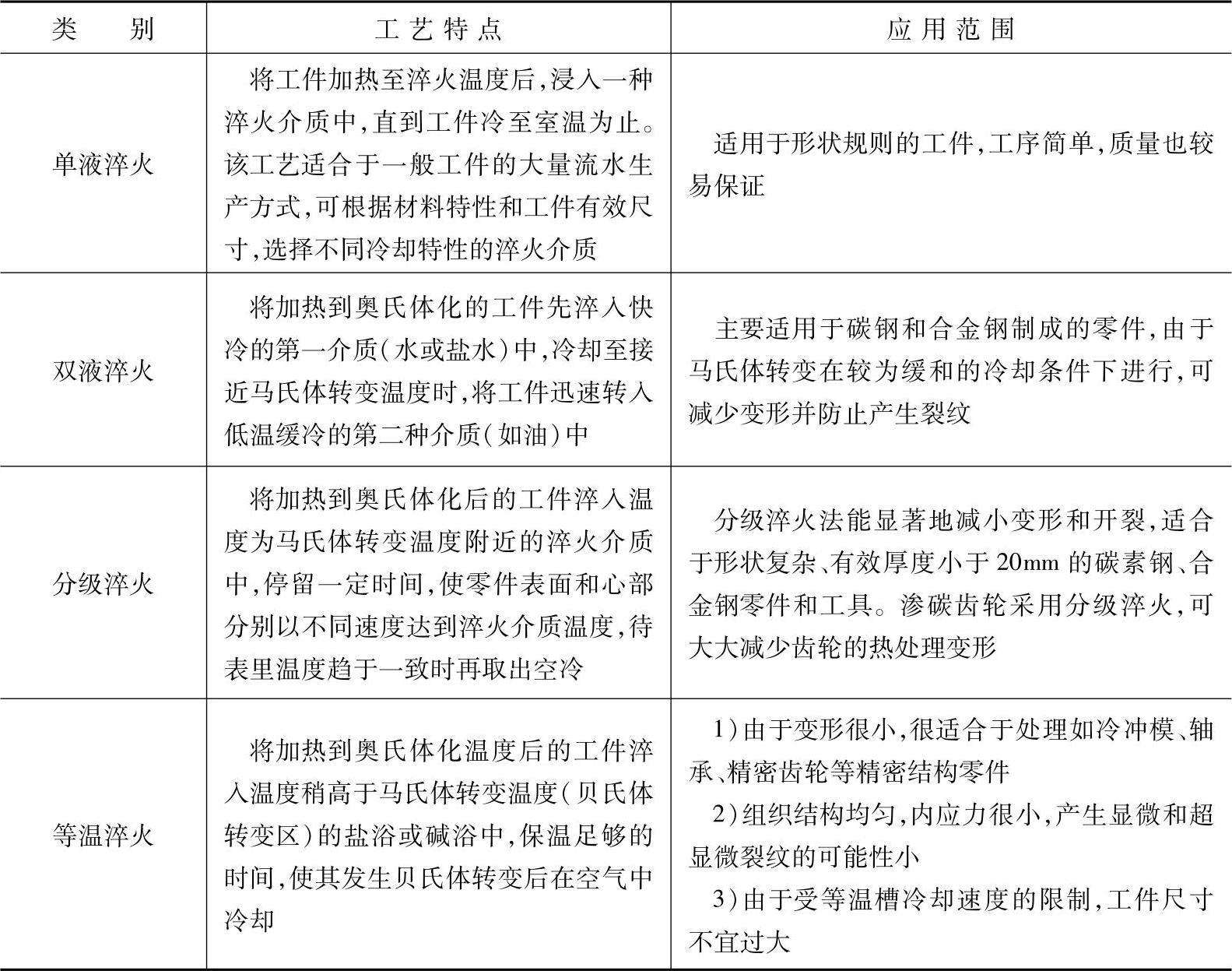
钢的常用淬火工艺的分类及应用见表1-113。
表1-113 钢的常用淬火工艺的分类及应用
 (https://www.xing528.com)
(https://www.xing528.com)
4)回火。工件淬硬后再加热到Ac1点以下某一温度,保温一定时间,然后冷却至室温的热处理工艺,称为回火。
钢淬火后重新加热回火的目的是获得所要求的力学性能,消除淬火残余应力,提高其塑性和韧性,以及保证零件尺寸的稳定性。回火工艺通常要在淬火后立即进行。
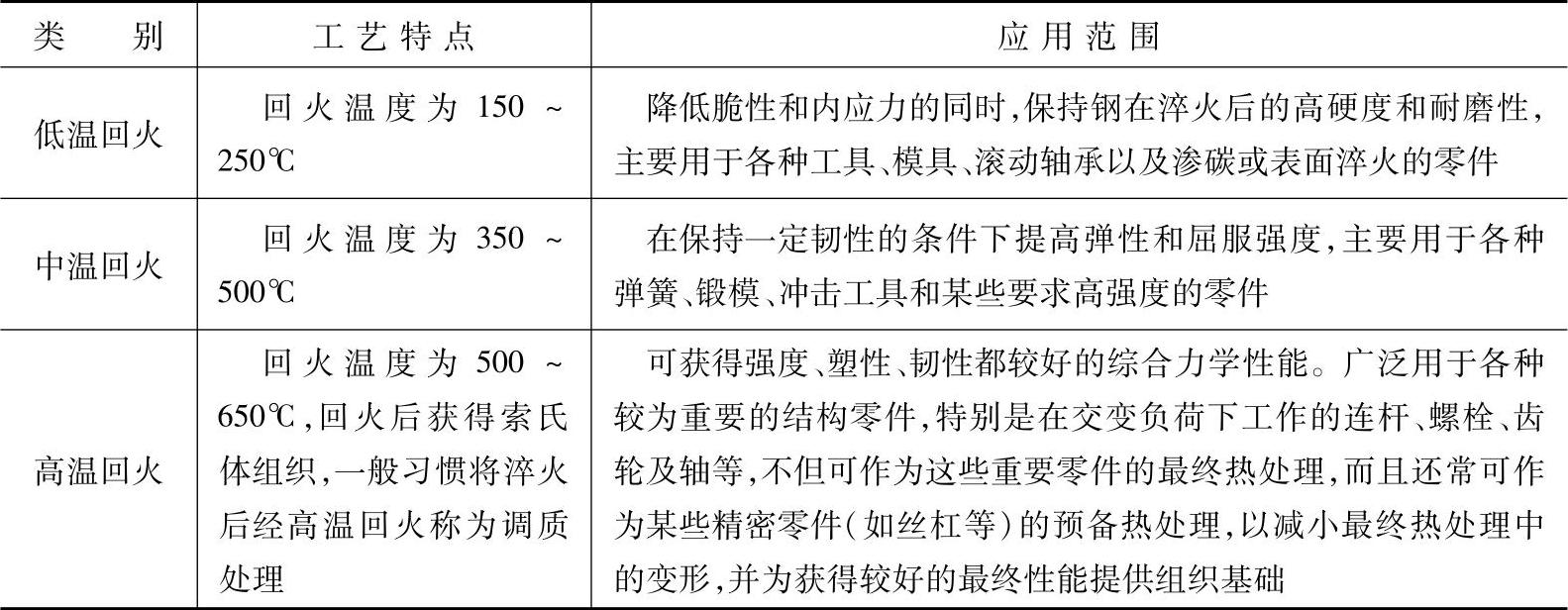
在实际生产中,根据零件不同的性能要求,钢的常用回火工艺的分类及应用见表1-114。
表1-114 钢的常用回火工艺的分类及应用
5)冷处理。冷处理应在工件淬火冷却到室温后立即进行,以免在室温停留时间过长引起奥氏体稳定化。冷处理温度一般到-60~80℃,待工件截面冷却至温度均匀一致后,取出空冷。
钢的冷处理目的在于提高工件硬度、抗拉强度和稳定工件尺寸,主要适用于合金钢制成的精密刀具、量具和精密零件,如量块、量规、铰刀、样板、高精度的齿轮等,还可使磁钢更好地保持磁性。
(2)钢的表面热处理
仅对工件表层进行热处理以改变其组织和性能的工艺称为表面热处理。它不仅可以提高零件的表面硬度及耐磨性,而且与经过适当预备热处理的心部组织相配合,从而获得高的疲劳强度和强韧性。
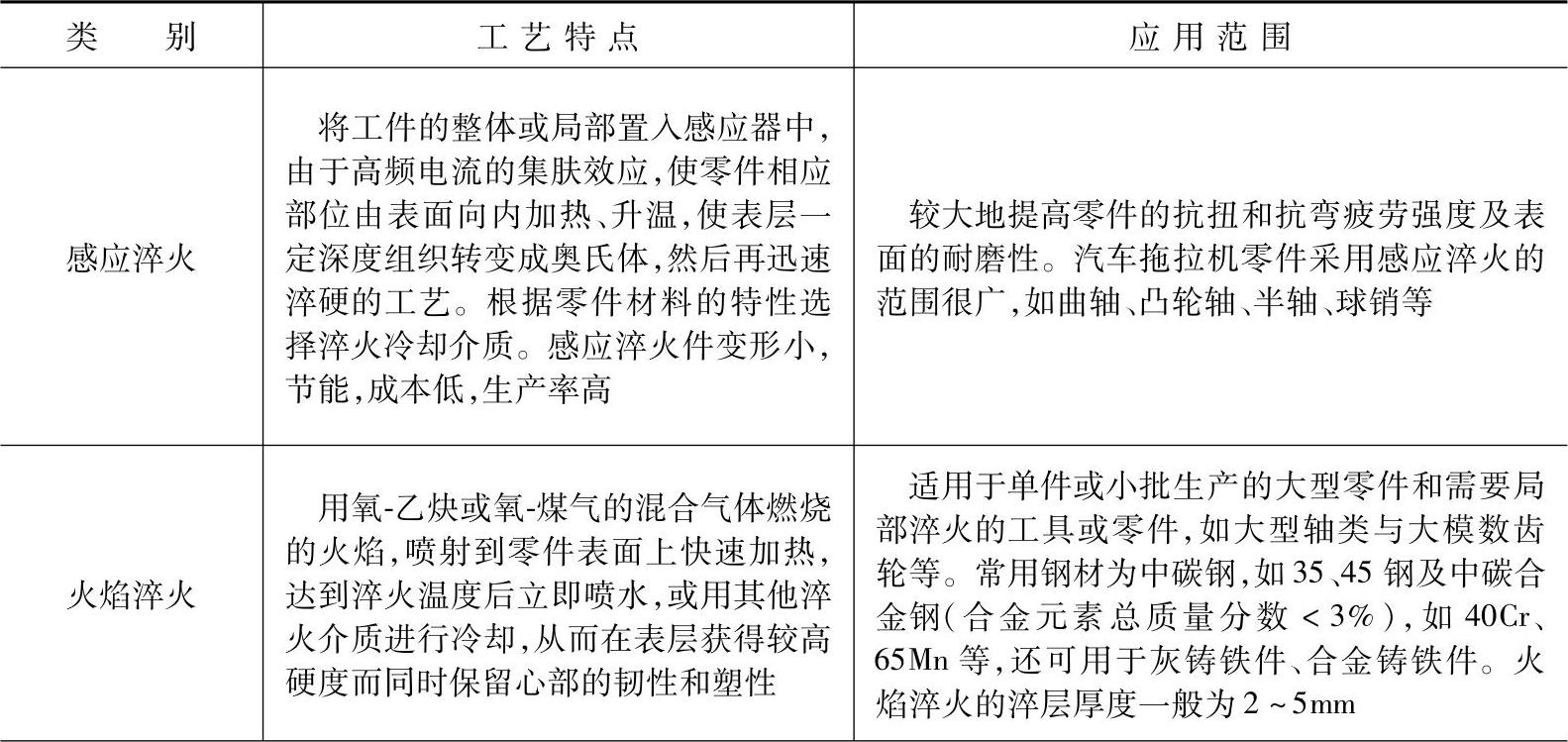
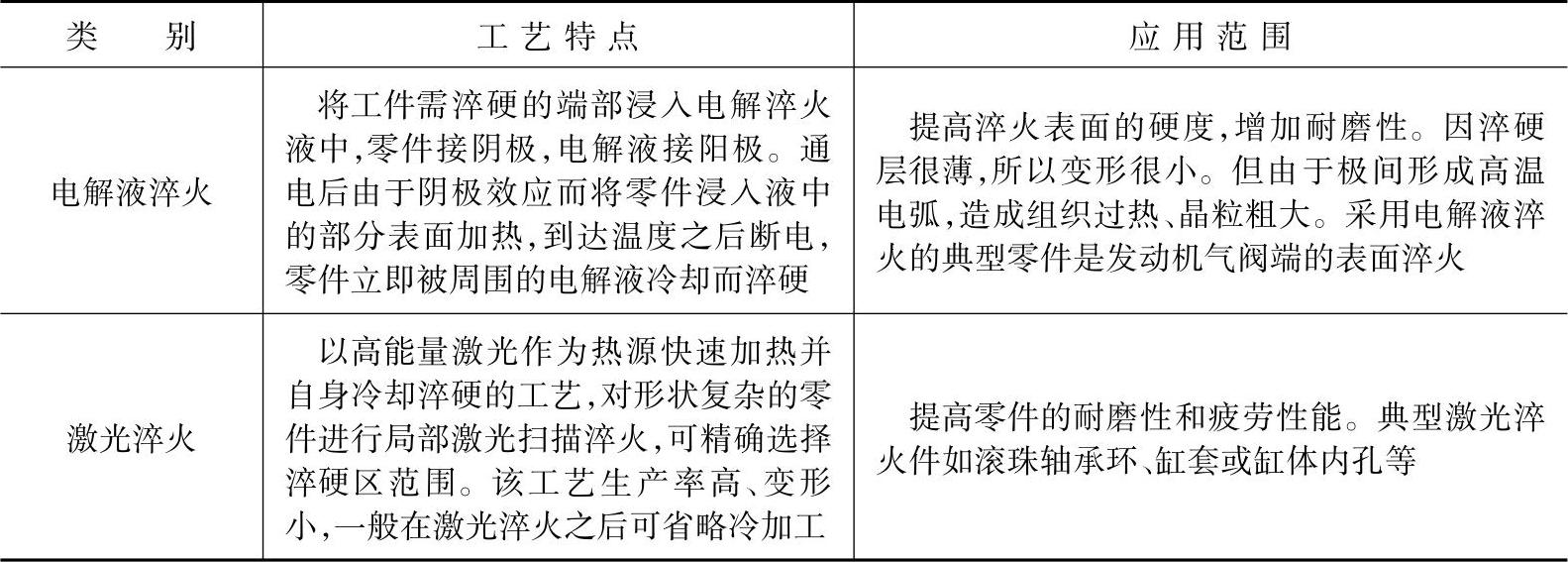
钢的表面热处理工艺的分类及应用见表1-115。
表1-115 钢的表面热处理工艺的分类及应用
(续)
(3)钢的化学热处理
将工件放在具有一定活性介质的热处理炉中加热、保温,使一种或几种元素渗入工件的表层,以改变其化学成分、组织和性能的热处理工艺,称为化学热处理。
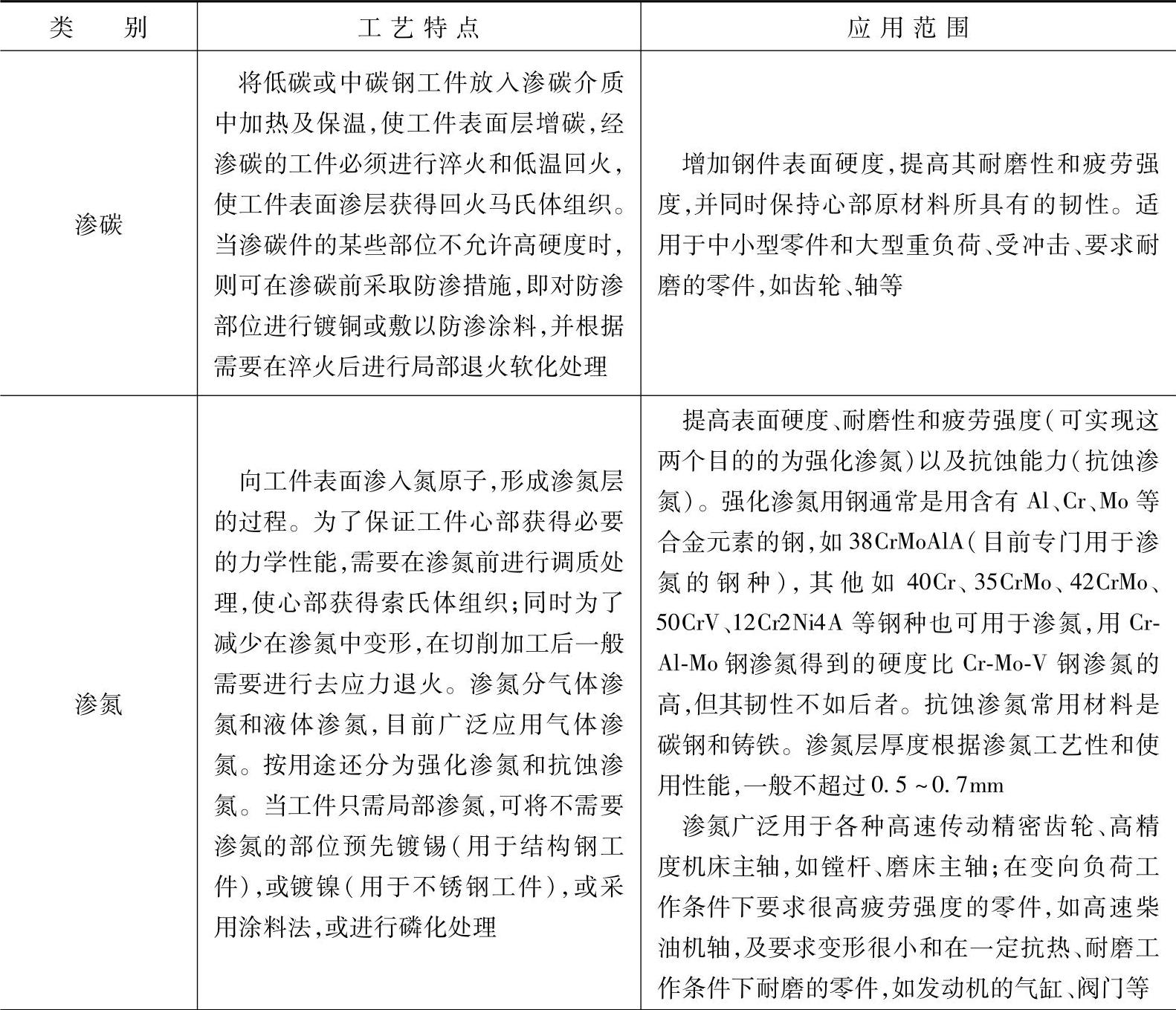
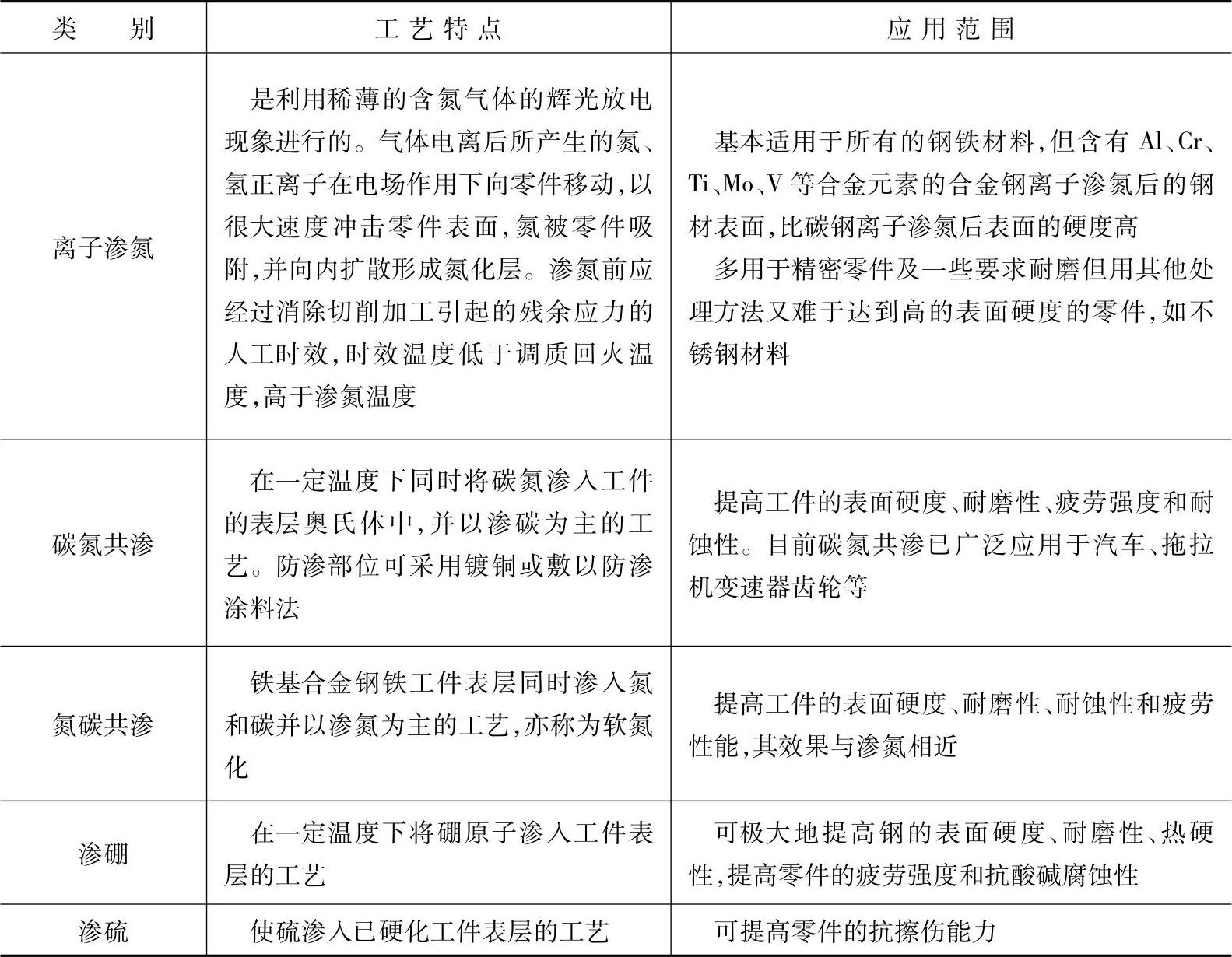
钢的化学热处理工艺的分类及应用见表1-116。
表1-116 钢的化学热处理工艺的分类及应用
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。