



【学习目标】
1.了解射线检测工艺规程的内容。
2.熟悉射线检测工艺规程的编制。
【任务描述】
1.球罐主要技术参数
球罐主要技术参数见表8-1。
表8-1 球罐主要技术参数

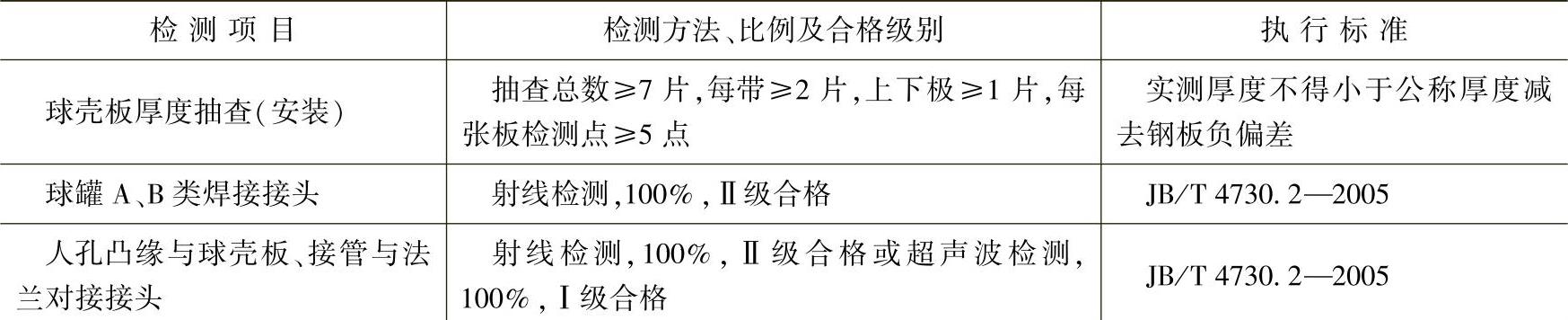
2.球罐射线检测技术
球罐射线检测项目及要求见表8-2。
表8-2 球罐射线检测项目及要求
本任务的要求是编制2000m3球罐的射线检测工艺规程。
【相关知识】
无损检测通用工艺规程应根据相关法规、产品标准、有关技术文件和现行的无损检测标准的要求,结合无损检测单位(机构)的特点、设备技术条件和人员条件,针对本单位产品的特点进行编制。无损检测通用工艺规程应涵盖本单位(制造、安装或检测单位)产品的检测范围。通用工艺规程应详细、明确、便于操作且具有可选择性。射线检测通用工艺规程的主要内容包括:
1)适用范围(依据现行检测标准、满足相关法规标准、检测技术等级、工件种类和透照母材厚度范围等)。
2)对检测人员的要求(资格、视力等)。
3)检测准备要求(检测时机、工件表面状况、标记方法等)。
4)设备、器材要求(射线源和能量的选择、胶片牌号和类型、增感屏、像质计、暗盒、铅笔等)。
5)透照方法及相关要求(100%透照或局部透照的要求、焦距选择、一次透照长度、编号方法、像质计和标记的摆放、散射线的屏蔽等)。
6)曝光曲线及校准点的规定。
7)暗室处理(洗片方法、胶片处理程序、条件及要求等)。
8)底片评定(评片人员资格、底片质量、验收标准、等级评定和返修)。
10)安全防护。
11)附录(必要说明的内容)。
【任务实施】
1.主题内容与适用范围
1)本工艺规定了焊缝射线检测人员的资格、所用器材、检测技术及验收标准等。
2)本工艺依据JB/T4730.2—2005编写,满足《固定式压力容器安全技术监察规程》和GB150—2011的要求。
3)检测工艺卡是本工艺的补充,由RTⅡ级人员按标准要求编写。
2.检测人员
1)凡从事焊缝无损检测的人员,必须具有技术质量监督机构颁发的与其工作相适应的资格证书。
2)评片人员或审核人员必须持有RTII级或RTIII级资格证书。
3)评片人员矫正视力不得低于1.0,并一年检查一次。评片人员还应能够辨别出400mm距离处高0.5mm、间距0.5mm的一组印刷字母。
3.射线源的选择
选用X射线。射线能量的选择取决于工件厚度及材料的种类,有时也根据设备条件而定,通常情况下,随着射线能量降低,透照影像对比度增大。因此,在曝光时间允许的条件下,应尽量采用较低的射线能量。
对环焊缝采用双壁透照时,可适当提高射线能量,以提高焊缝影像的宽容度,但必须保证底片应达到的像质指数。
4.胶片
选用AGFA-C7工业射线胶片。
5.增感屏
1)采用金属增感屏,为防止在透照过程中前、后屏放反,采用前、后屏厚度相同的增感屏,在透照过程中,胶片暗袋后面应用铅板进行遮挡。
2)铅箔增感屏厚度见表8-3。
表8-3 铅箔增感屏厚度

3)胶片和增感屏在透照过程中应始终紧密接触。
6.像质计
1)选用JB/T7902—2006规定的R10系列丝型像质计。
2)像质计应放在射线源一侧的工件表面上,被检焊缝区的一侧(被检区长度1/4部位)。金属丝应横跨焊缝并与焊缝方向垂直,细丝置于外侧,当射线源一侧无法放置像质计时,也可放在胶片侧。
3)当射线源置于中心位置对环焊缝作周向曝光时,像质计应放在内壁,每隔120°放一个。若透照区为抽查或返修复照,则每张底片上应有像质计显示。若同时还透照纵焊缝,则纵焊缝透照区的远端也应有像质计显示。
4)单壁单影透照时,像质指数根据透照厚度TA=T应达到相关标准中AB级的要求,双壁单影或双壁双影透照时像质指数根据透照厚度TA=2T应达到相关标准中AB级的要求。(https://www.xing528.com)
5)单壁单影透照时,像质计置于胶片侧时,应加“F”铅标记,以示区别。
7.“B”标记
背部散射线及无用射线应采用常规方法屏蔽。为验证背部散射线的影响,每个暗盒背向工件侧贴一个“B”铅字标记。若在底片的黑色背影上出现“B”的较淡影像,则说明背部散射防护不良,应予重照。若在较淡背影上出现“B”的较黑影像,则不作为底片质量判废的依据。因为这种情况是一次射线照射铅字“B”时,铅字“B”本身产生的二次射线对胶片产生曝光的结果。
8.定位标记和识别标记
(1)定位标记 储罐底片上应有中心标记(→↑)和搭接标记(↑),管道环焊缝透照时搭接标记可用数字代替,采用双壁双影方式透照时不放搭接标记。
(2)识别标记 底片上应有:工件编号、焊缝编号、片位编号和检测日期(外径≤100mm的管焊缝可不要)。返修部位还应有返修标记R1、R2……(1、2……指返修次数)。进行局部拍片时,如有不合格按比例扩拍时,底片上应有“K”字标出,并按底片顺序号的延续号编扩拍片号。工件表面应做出永久性标记,以作为对每张底片重新定位的依据。产品上不适合打印标记时,应采用详细的透照布片位置图加以标注。
(3)标记位置 上述标记均应放在胶片的适当位置,离焊缝边缘至少5mm,搭接标记的布置应按JB/T4730.2—2005执行。
(4)底片标记布置 底片标记布置如图8-1(以储罐本体透照为例)所示。
9.观片灯和评片室
(1)观片灯 观片灯的亮度至少应能观察最大黑度为4.0的底片,且观片窗口的漫射光亮度可调,并备有遮光板,对不需要观察或透光量过强的部分进行屏蔽。
(2)评片室 评片应在评片室进行。评片室的光线应暗淡,但不能全暗,周围环境亮度应大致与底片上需要观察部位透过光的亮度相当,室内照明光线不得在底片上产生反射。
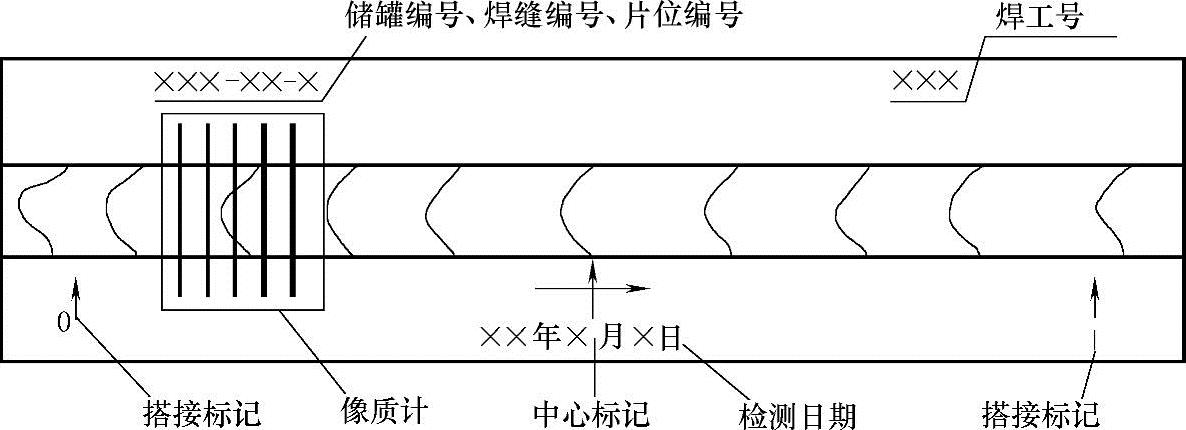
图8-1 底片标记布置
10.黑度计
采用JCMD-210型黑度计检查底片黑度。黑度计误差≤0.05。
11.显影剂
手工处理用的显影剂配方、显影时间和温度等应符合胶片厂使用说明的要求。
12.表面质量及透照时机
1)焊缝及热影响区须经焊接检查员表面检查合格,方可进行射线照相,对于焊缝表面存在的可能遮盖焊缝内部缺陷或与之相混淆的不规则状况,射线检测人员有权提出对焊缝表面进行修整的要求。有延迟裂纹倾向的焊缝要在规定时间内进行无损检测工作。
2)同一条焊缝的余高在允许范围内应均匀,以保证底片黑度处于规定范围内。
13.透照方式与工艺
(1)透照方式 按射线源、工件和胶片的相互位置关系,透照方式分为纵缝透照法、环缝外透法、环缝内透法、双壁单影法和双壁双影法。
(2)射线透照质量等级 按AB级进行透照。
(3)几何条件
1)射线源至工件表面的距离f和射线源有效焦点尺寸d的比值f/d与透照厚度的关系应符合JB/T4730.2—2005的有关规定。
2)焊缝透照厚度比K,在AB级条件下,环缝不大于1.1,纵缝不大于1.03(关于焊缝透照厚度比K的定义参照JB/T4730.2—2005)。
3)设备、储罐焊缝透照方式采用单壁单影法,底片规格为360mm×80mm,有效长度取300mm,透照张数按焊缝长度实际计算。
14.胶片的暗室处理
1)胶片的暗室处理按胶片的使用说明书进行,现场采用手工冲洗方式。
2)胶片的手工冲洗采用槽浸方式,在规定温度(20℃左右)和时间内进行显影、定影、水洗和干燥等工序。
3)暗室布局整洁、合理,干、湿区分开,并配有通风设备。
15.底片质量
1)底片上的像质计应符合要求,其像质指数必须达到标准要求。X射线透照的底片上有效评定区黑度应在2.0~4.0。
2)底片上的定位标记和识别标记应符合要求。
3)底片有效评定区域内不应有因胶片处理不当而引起的伪缺陷。
16.焊缝质量评定
1)焊缝质量的评定及审核应由RTⅡ级及RTⅡ级以上人员承担。
2)评片应在较暗的室内进行,观片灯的亮度应为可调,其最大亮度不小于1×105cd/m2。
3)评片按照JB/T4730.2—2005或相关标准执行。
17.检测报告及底片资料存档
检测报告应包括如下内容:
1)委托单位、被检工件名称及编号。
2)被检工件材质、母材厚度。
3)检测装置的名称、型号。
4)透照方法及透照规范。
5)透照部位及工件草图。
6)检测结果、缺陷等级评定及检测标准名称。
7)返修情况。
8)检测人员和责任人员签字及其检测技术资格。
9)检测日期。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。