



【学习目标】
1.了解环焊缝的透照方式和一次透照长度的规定。
2.熟悉环焊缝检测的规范参数,编制射线检测透照工艺。
3.掌握对环焊缝进行射线检测的操作。
【任务描述】
现有规格为ϕ1200mm×1600mm×10mm的储罐,材料为Q345R。筒节长1600mm,母材厚度为10mm,两端为封头,右侧封头中心有一ϕ450mm×8mm的高径法兰人孔,两者均采用双面焊条电弧焊,焊缝余高为2mm,短节长280mm,罐体上有ϕ273mm×8mm的高径法兰接管,左侧封头上有ϕ89mm×8mm的高径法兰接管,两者均采用单面焊条电弧焊,焊缝余高为2mm,如图4-6所示。本任务的要求是根据JB/T4730.2—2005中的AB级要求对环焊缝B1~B4进行100%射线检测。
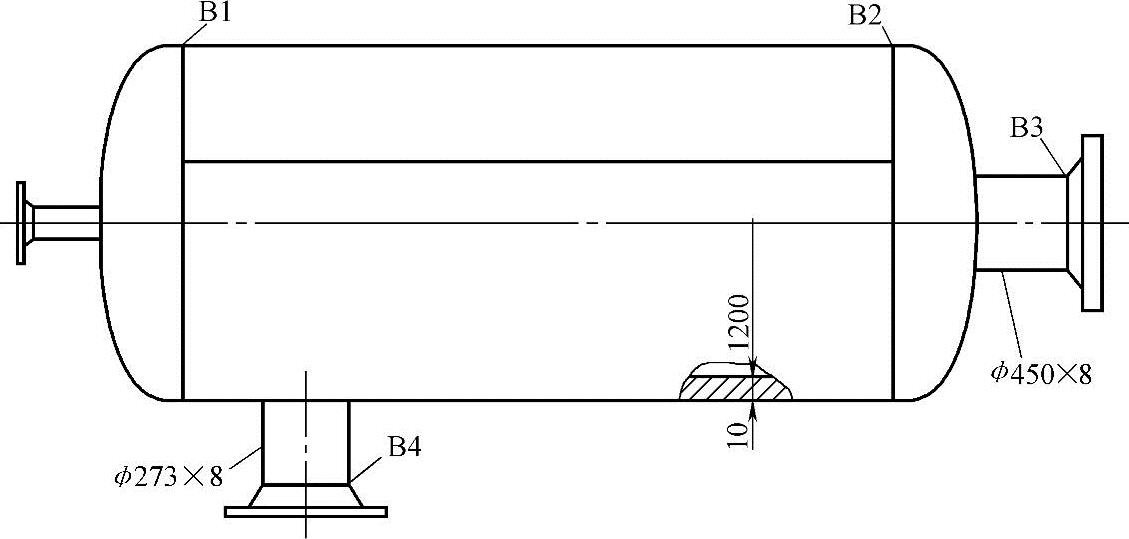
图4-6 储罐及焊缝布置图
【相关知识】
一、环焊缝透照布置
环焊缝一般是指直径较大的管件、筒件、容器等的圆周焊缝。按照工件直径、壁厚大小的不同和结构特点,可以采用不同的方法进行透照。概括起来环焊缝的透照布置可分为:
1)射线源在中心的单壁透照方法(周向透照,如图4-7所示)。
2)射线源在内的单壁透照方法(偏心透照,如图4-8所示)。
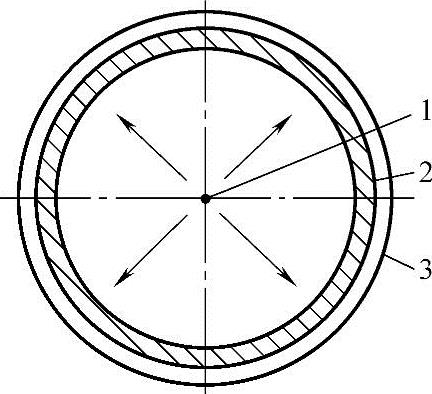
图4-7 环焊缝的周向透照布置
1—射线源 2—焊缝 3—胶片
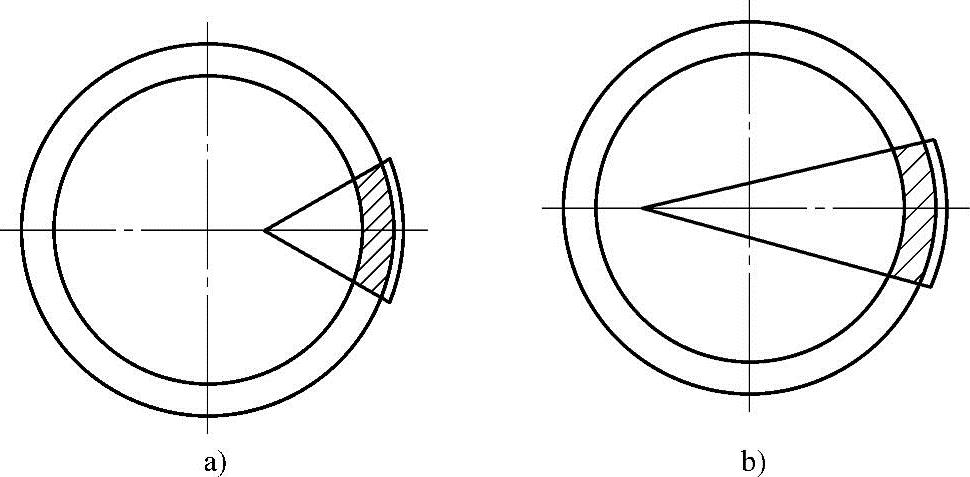
图4-8 环焊缝的偏心透照布置
a)F<R b)F>R
3)射线源在外的单壁透照方法(单壁单影,如图4-9所示)。
4)射线源在外的双壁透照方法(双壁单影,如图4-10所示)。

图4-9 射线源在外的单壁透照布置
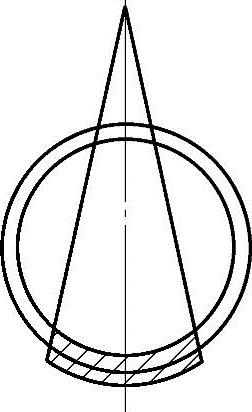
图4-10 射线源在外的双壁透照布置
二、透照方式的选择
选择透照方式时,应综合考虑各方面的因素,权衡择优。
1.透照灵敏度
在透照灵敏度存在明显差异的情况下,应选择有利于提高灵敏度的透照方式。例如:单壁透照的灵敏度明显高于双壁透照。
2.缺陷检出特点
有些透照方式特别适合于检出某些种类的缺陷,可根据检出缺陷的实际情况选择。例如,源在外的透照方式与源在内的透照方式相比,前者对容器内壁表面裂纹有更高的检出率;双壁透照的直透法比斜透法更容易检出未焊透缺陷。
3.透照厚度差和横向裂纹检出角
较小的透照厚度和横向裂纹检出角有利于提高底片质量和裂纹检出率。环焊缝透照时,在焦距和一次透照长度相同的情况下,源在内透照法比源在外透照法具有更小的透照厚度差和横裂检出角,从这一点看,前者比后者优越。
4.一次透照长度
各种透照方式的一次透照长度各不相同,选择一次透照长度较大的透照方式可以提高检测速度和工作效率。
5.操作方便性
一般来说,对容器透照,源在外的操作更方便一些。而球罐的X射线透照,上半球位置源在外透照较方便,下半球位置源在内透照较方便。
6.试件及检测设备的具体情况
透照方式的选择还与试件及检测设备的具体情况有关。例如,当试件直径过小时,源在内透照可能不能满足几何不清晰度的要求,因而不得不采用源在外的透照方式。使用移动式X射线机只能采用源在外的透照方式。使用γ射线源或周向X射线机时,选择源在内中心透照法对环焊缝周向曝光,更能发挥设备的优点。
三、一次透照长度及相关参量的计算
1.公式计算法
不同透照方式,其一次透照长度L3,包括相关参量ΔL、Leff和最少曝光次数N等均需计算得出。下面介绍有关计算方法。
(1)单壁外透法 采用外透法100%透照环焊缝时,满足一定厚度比的最少曝光次数N可由式(4-4)确定(参照图4-11)。
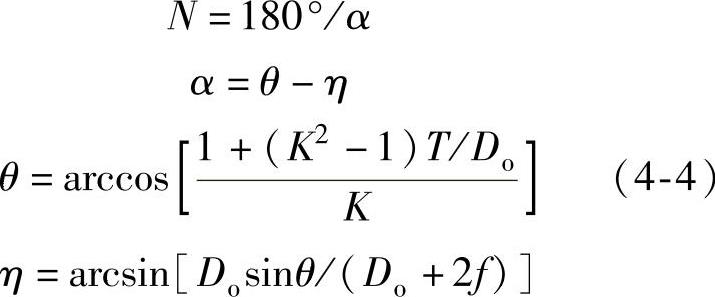

图4-11 环焊缝单壁外透法
当Do>>T时有
θ≈arccos(1/K)
式中 α——与弧AB对应的圆心角的1/2;
θ——影像最大失真角;
η——有效半辐射角;
K——透照厚度比;
T——工件厚度;
Do——容器外径。
由式(4-4)可导出不同K值时的θ角计算式:
θK1.1=arccos[(0.21T+Do)/1.1Do]
θK1.06=arccos[(0.12T+Do)/1.06Do](4-5)
当Do>>T时,有
θK1.1=arccos(1/1.1)=24.62°
θK1.06=arccos(1/1.06)=19.37°(4-6)
求出环焊缝透照时满足K值要求的最少曝光次数,就能计算出射线源侧焊缝的外等分长度(一次透照长度)L3和胶片侧焊缝的等分长度L′3,以及底片上有效评定范围长度Leff和相邻两底片的搭接长度ΔL:
L3=πDo/N(4-7)
L3′=πDi/N(4-8)
ΔL=2Ttanθ(4-9)
Leff=L3′+ΔL(4-10)
实际照相时,如搭接标记是放在射线源侧的,则底片上两个搭接标记之间的距离即为有效评定长度Leff,无须计算。
从图4-11可知使用环焊缝外透法的相关几何参数变化规律:当透照距离f减小时,若一次透照长度L3不变,则K值、θ角增大;若K值、θ角不变,则一次透照长度L3缩短。如果透照距离f增大,情况则相反。当f趋向无穷大时,透照弧长所对应的圆心角与壁厚近似无关,其极限值等于θ角的2倍。若θ取15°或18°,则此环焊缝最少拍片张数分别为12张和10张,用数学表达式表示为:f→∞,α→θ,因为N=180°/α,而θ=15°或θ=18°,所以Nmin=12或=Nmin=10。
(2)中心内透法(F=R) 中心内透法是指射线源位于被检工件(容器、管道)中心,胶片整条或逐张连接布置在整圈环焊缝外壁上,射线对环焊缝作一次性周向曝光(图4-12)。使用中心内透法时,其透照厚度比K=1,横向裂纹检出角θ≈0°,一次透照长度L3为整条环焊缝长度。
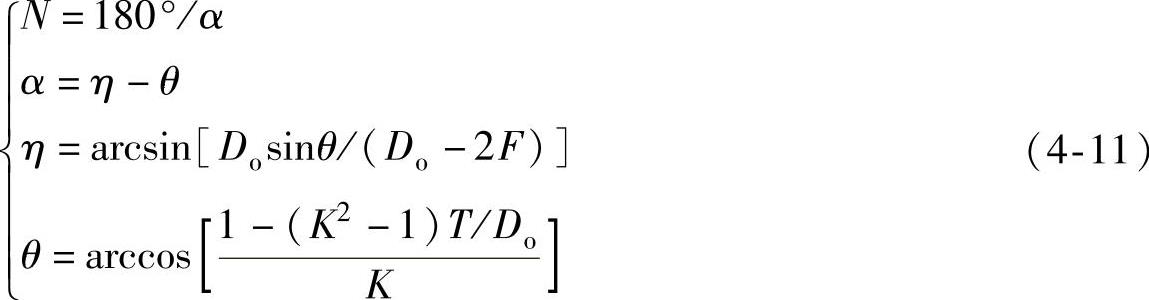
(3)偏心内透法(F<R) 用偏心内透法100%透照时的最少曝光次数N和一次透照长度L3由式(4-11)确定(参照图4-13)。

图4-12 环焊缝中心内透法
a)锥靶周向(垂直周向) b)平靶周向(倾斜周向)

图4-13 环焊缝偏心内透法
当Do>>T时有
θ≈arccos(1/K)
L3=πDo/N(4-12)
L3′=πDi/N(4-13)
当F<R时,随着焦点距圆心距离的增大,或者说焦距F的缩短,如果分段曝光的一次透照长度L3一定,则透照厚度比K值将增大,影像失真角θ也会增大;反之,如果K值、θ一定,则一次透照长度L3将缩短。
(4)偏心内透法(F>R)当用F>R的偏心法透照时,最少曝光次数N和一次透照长度L3由式(4-14)确定(参照图4-14)。

图4-14 环焊缝偏心内透法

当Do>>T时有
θ≈arccos(1/K)
L3=πDo/N=Leff(4-15)
当F>R时,如果F增大,若L3不变,则K变大、θ变大;如果F减小,若K、θ不变,则L3增大。
采用偏心内透法时,在满足Ug标准要求的前提下,焦点越靠近圆心位置,一次透照长度越大。但无论是F<R还是F>R的偏心法,如果使用定向X射线机照射,一次透照长度都取决于X射线机的有效照射场范围。也就是说,偏心法中使用式(4-11)、式(4-14)得出的η角必须考虑X射线机的实际最大可用半辐射角大小的限制。
(5)双壁单影法 用双壁单影法进行环焊缝100%透照时,最少曝光次数N和一次透照长度L3由式(4-16)求出(参照图4-15)。

当Do>>T时有
θ≈arccos(1/K)
L3=πDo/N=Leff(4-17)
双壁单影法透照时,焦距越大,一次透照长度越小,透照次数越多;焦距越小,一次透照长度越大,透照次数越少。

图4-15 环焊缝双壁单影法
采用双壁单影法时,对拍片张数可作如下讨论:(https://www.xing528.com)
①F→Do时,α→2θ,因为N=180°/α,θ=15°或θ=18°,所以Nmin=6或5。
②F→∞时,α→θ,因为N=180°/α,θ=15°或θ=18°,所以Nmin=12或10。
2.查图表法
(1)透照次数曲线图 通过查图表只能确定环向对接焊接接头进行100%检测所需的最少透照次数N,而一次透照长度L3以及相关参量搭接长度ΔL和有效评定长度Leff仍需按上述公式计算求出。
环向对接焊接接头进行100%射线检测所需的透照次数N与透照方式和透照厚度比K有关。因为中心内透法(F=R)和双壁双影法透照时一次透照长度不需计算,所以不同透照方式与透照厚度比K相组合,可以制作6张透照次数曲线图,见附录B。
利用查图表法确定透照次数的步骤是:根据被检工件几何尺寸和所选择的焦距,首先计算出T/Do、Do/f,然后在横坐标上找到T/Do值所对应的点,通过该点画一条垂直于横坐标的直线;在纵坐标上找到Do/f值所对应的点,通过该点画一条垂直于纵坐标的直线;两直线交点所在区域的N值就是透照次数;如果交点处于两区域的分界线上,则应取较大值作为最少透照次数。
(2)环焊缝一次透照长度L3及相关参量的计算 由透照次数N可求得每种透照法的一次透照长度L3及相关参量。
采用偏心内透法(F>R)和双壁单影法透照时,一次透照长度L3与底片上有效评定长度Leff相等,不需要考虑搭接长度ΔL;采用单壁外透法和偏心内透法(F<R)透照时,搭接长度ΔL可通过计算求出准确值,一般可取以下近似值:
①K=1.03,θ=13.86°,ΔL=0.493T,可近似取0.5T。
②K=1.06,θ=19.37°,ΔL=0.703T,可近似取0.7T。
③K=1.1,θ=24.62°,ΔL=0.916T,可近似取1T。
④K=1.2,θ=33.56°,ΔL=1.326T,可近似取1.4T。
【任务实施】
一、设备和器材
1)250EG-S3定向X射线机(焦点尺寸为2mm×2mm)及曝光曲线图(图4-16),焦点到窗口的距离为150mm。

图4-16 250EG-S3定向X射线机曝光曲线图
2)200EGB1C周向射线机(焦点尺寸为1.0mm×3.5mm)、曝光曲线图及机头结构图(图4-17),焦点到窗口的距离为150mm。
3)胶片采用天津Ⅲ型。
4)增感屏规格:360mm×80mm和240mm×80mm。
5)各种铅字、像质计。
6)辅助器材:中心指示器、卷尺、胶带、石笔、记号笔、胶皮带。

图4-17 200EGB1C周向X射线机曝光曲线图及机头结构图
二、检测工艺参数的确定
1.透照方式、应识别丝号和像质计型号的确定
环焊缝B1~B4的透照方式、应识别丝号和像质计型号的确定见表4-1。
表4-1 被检工件的透照方式、应识别丝号和像质计型号

2.焊缝长度和焦距的确定
(1)焊缝长度
B1和B2焊缝总长为L=2×(1200mm+20mm)π=2×3832.7mm
B3焊缝长度为L=(450mm+16mm)π=1464mm
B4焊缝长度为L=273mm×π=857.7mm
(2)fmin的计算 根据JB/T4730.2—2005的规定,AB级的f≥10db2/3(f也可查诺模图求得)。
B1、B2焊缝:f≥10×2.25×(10+4)2/3mm=130.7mm
B3焊缝:f≥10×2×(8+4)2/3mm=105mm
B4焊缝:f≥10×2×(8+2)2/3mm=92.9mm
(3)确定焦距 由给定的曝光曲线图,再考虑K值对一次透照长度的影响及工件结构原因,用定向X射线机检测B3、B4焊缝时焦距均采用600mm。
B1、B2焊缝周向曝光,选用F=(1200+20+4)mm/2=612mm。
3.一次透照长度L3和每条焊缝的最少曝光次数N
(1)B1和B2焊缝的计算 由前面的计算可知,焊缝总长L=3832.7mm,一次透照长度为整条焊缝,预定采用胶片长度为360mm,取N=12,则L3=Leff=L/N=3832.7mm/12=320mm。
(2)B3焊缝的计算
1)计算法。已知T=8mm,Di=450mm,Do=Di+2T=(450+16)mm=466mm,f=[600-(8+4)]mm=588mm,则
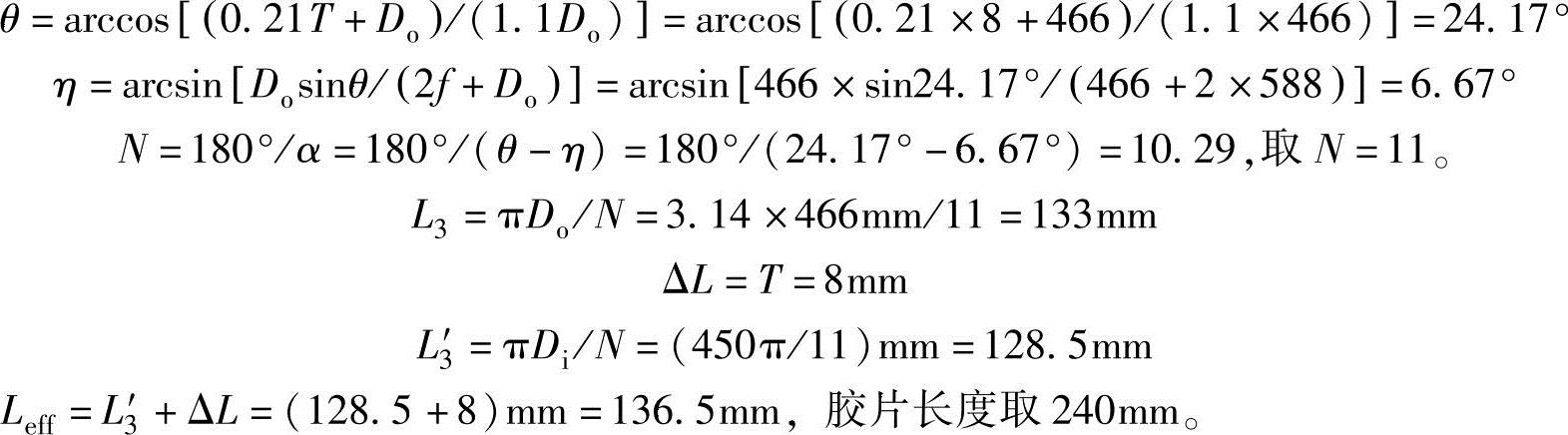
2)查表法。已知T/Do=8/466=0.0172,Do/f=466/588=0.793。由图B-3查得,N=11。
(3)B4焊缝的计算
1)计算法。已知T=8mm,Do=273mm,F=600mm,K=1.2,则

2)查表法。已知T/Do=8/273=0.029,Do/F=273/600=0.455。由图B-6查得,N=5。
4.曝光量和射线能量的确定
(1)B1和B2焊缝
1)确定在曝光曲线的焦距下的曝光量E0。对于X射线照相,当焦距为700mm时,A级和AB级射线检测的曝光量不小于15mA·min;当F=600mm时,由曝光因子公式计算:E0=15mA·min×6002/7002=11mA·min。
2)在曝光曲线中,按T、E0确定电压。对于周向曝光,TA=(10+4)mm=14mm,由图4-17所示的曝光曲线查得,F=600mm时,曝光量为11mA·min,电压选用130kV。
3)确定透照焦距下的曝光量。现使用焦距为612mm,当管电压不变时,由曝光因子公式计算:E2=E1(F2/F1)2=2.2mA·min×5×6122/6002=10.6mA·min=2.11×5mA·min。
(2)B3焊缝
1)确定在曝光曲线的焦距下的曝光量E0。对于X射线照相,当焦距为700mm时,A级和AB级射线检测的曝光量不小于15mA·min;当F=600mm时,由曝光因子公式计算:E0=15mA·min×6002/7002=11mA·min。
2)在曝光曲线中,按T、E0确定电压。对于单壁透照,TA=(8+4)mm=12mm,由图4-16所示的曝光曲线查得,F=600mm时,曝光量为11mA·min,电压选用120kV。
(3)B4焊缝
1)确定在曝光曲线的焦距下的曝光量E0。对于X射线照相,当焦距为700mm时,A级和AB级射线检测的曝光量不小于15mA·min;当F=600mm时,由曝光因子公式计算:E0=15mA·min×6002/7002=11mA·min。
2)在曝光曲线中,按T、E0确定电压。对于双壁单影透照,TA=(2×8+2)mm=18mm,由图4-16所示的曝光曲线查得,F=600mm时,曝光量为11mA·min,电压选用160kV。
三、操作步骤
1.B1、B2焊缝
(1)试件检查及清理 工件在射线透照之前,焊缝和表面质量应经外观检查合格。
(2)划线 中心透照法一次透照长度为整条环焊缝,所以划线时只需将每张胶片的中心位置在容器外壁上标出即可。对焊缝分段时以长度320mm为一段,标出中心位置,写上底片编号。
(3)像质计和各种标记的摆放
1)像质计的摆放。选用Fe-10/16型像质计,像质计应在内壁每隔120°放置一个,共放3个像质计。像质计的金属丝横跨焊缝并与焊缝方向垂直,可以放在距胶片边缘1/4处或任何合适的位置。
2)定位标记的摆放。中心内透法搭接标记,显示相邻胶片搭接在一起,保证整圈焊缝全覆盖即可,可用数字顺序号代替,如0-1、1-2、2-3……每两个数字之间是胶片等分长度,有效评定区是代表整圈环焊缝的所有底片。
用数字顺序号作为搭接标记,可不放置中心标记。
3)识别标记的摆放。每张底片上均应放置代表产品编号、焊缝编号、底片编号、拍片日期的铅字,铅字可以插在暗袋的插孔内。铅字的摆放要整齐,距焊缝边缘至少5mm。
(4)贴片 选择带磁铁的暗袋,将装有胶片的暗袋按顺序逐次贴在筒体外壁,保证有足够的搭接。贴片时要尽量使暗袋与工件贴紧,为保证贴合更加紧密,可用长胶皮带套在环焊缝上,将暗袋压在下面效果会更好。
(5)对焦 将射线机安放在支架上,调整支架高度,使设备焦点位于筒体焊缝中心。
(6)曝光 设备电源连接好后处于准备工作状态,预热2min,按选择的曝光条件,调节管电压为130kV,计时器为2.1min,按下高压通开关对工件进行曝光。曝光结束后,按顺序依次取下暗袋,送暗室进行处理。
(7)记录 记录工件编号、底片编号、拍片条件,并记录像质计所在的底片号。详细绘出布片图,标明起始底片号和交叉焊缝部位的底片号,用箭头在图上画出底片号顺序方向。
2.B3焊缝
(1)试件检查及清理 工件在射线透照之前,焊缝和表面质量应经外观检查合格。
(2)划线 将环焊缝外壁分成11段,每段焊缝长133mm,每段焊缝两端和中心位置用记号笔标出,写上底片编号。然后在容器内壁相应位置划长度为129mm的11条线段,内外线段的中心尽可能对准。
(3)像质计和各种标记的摆放
1)像质计的摆放。选用Fe-10/16像质计。对于环焊缝单壁外透法,标准要求每张底片均放置一个像质计,放在容器外表面(射线源侧)被检区长度的1/4处,金属丝横跨焊缝并与焊缝方向垂直,细丝置于外侧。
2)定位标记的摆放。环焊缝单壁外透法搭接标记放在射线源侧工件表面检测区域的两端,底片上搭接标记之间的长度范围即是有效评定长度。
3)中心标记放在被测区域的中心,水平方向箭头指向焊缝(底片)编号顺序方向,垂直方向箭头指向焊缝边缘。
4)识别标记的摆放。每张底片均应有产品编号、焊缝编号、底片编号、拍片日期等识别标记影像。
(4)贴片 贴片时要尽量使暗袋贴紧工件,并使暗袋中心与被检区域中心对正。把薄铅板固定在暗袋后面,以防背散射对底片质量的影响。
(5)对焦 将射线机安放在合适位置,调节设备和工件的相对位置,使射线机中心指示器对准透照中心,并与透照中心的切面垂直,同时调整设备与工件之间的距离,使F=600mm。
(6)曝光 设备电源连接好后处于准备工作状态,预热2min,按选择的曝光条件,调节管电压为120kV,计时器为2.2min,按下高压通开关对工件进行曝光。时间回零,透照完毕,打开透照室的铅门,取下已曝光的胶片,换上新胶片,重新摆放相关标记、贴片、对焦,进行第二个被检区域的曝光。11个被检区域透照完毕后,将曝光后的胶片送暗室冲洗。
(7)记录 记录工件编号、底片编号,绘布片图,并详细记录拍片条件。
3.B4焊缝
(1)试件检查及清理 工件在射线透照之前,焊缝和表面质量应经外观检查合格。
(2)划线 将环焊缝分成5段,每段焊缝长171mm,每段焊缝两端和中心位置用记号笔标出,在每段焊缝中心写上底片编号。
(3)像质计和各种标记的摆放
1)像质计的摆放。放置像质计时,每次曝光均应放一个像质计,整条环焊缝需放5个像质计,像质计放在工件外壁每个曝光区域边缘胶片的1/4处,并在像质计下面附一个“F”标记,像质计金属丝横跨焊缝并与焊缝方向垂直,细丝置于外侧。
2)定位标记的摆放。环焊缝双壁单影法搭接标记只能放在胶片侧工件表面被检区域的两端,用透明胶带牢固粘贴。
3)中心标记放在被检区域的中心,水平方向的箭头指向焊缝(底片)编号顺序方向,垂直方向的箭头指向焊缝边缘。
(4)贴片 贴片时要尽量使暗袋贴紧工件,并使暗袋中心与被检区域的中心对正。把薄铅板固定在暗袋后面,以防背散射对底片质量的影响。
(5)对焦 将射线机用支架稳定地固定,并使射线机窗口与环焊缝所在平面在一个水平高度,将窗口贴近焊缝,对准对面检测区域的中心。
(6)曝光 设备电源连接好后处于准备工作状态,预热2min,按选择的曝光条件,调节管电压为160kV,计时器为2.2min,按下高压通开关对工件进行曝光。时间回零,透照完毕,打开透照室的铅门,取下已曝光的胶片,换上新胶片,重新摆放相关标记、贴片、对焦,进行第二个被检区域的曝光。5个被检区域透照完毕后,将曝光后的胶片送暗室冲洗。
(7)记录 记录工件编号、底片编号,绘布片图,并详细记录拍片条件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。