



前面已经介绍了用手转动推杆的方法来检查配气相位是否正确,而下面介绍的这一种方法却比较简单。
(1)检查方法 某些柴油机的配气相位,进气门提前打开角度与排气门延迟关闭角度相等,如S195、195S、S1100型柴油机均为17°,而ZS1110、ZS1115型柴油机均为12°。当活塞处于排气行程上止点时,进、排气凸轮必然处于气门重叠期的等高位置。
我们可利用这个特点来检查配气相位是否正确,其方法是:拆下气缸盖罩,慢慢转动飞轮,通过曲轴正时齿轮带动凸轮轴旋转,使凸轮轴转到第一缸的进、排气凸轮顶点都向上或都向下,两只凸轮的轮廓线相邻边形成一近似水平线,成为“上八字”(相当于活塞处于排气上止点位置,气门开启重叠期,即排气门将要关闭和进气门刚打开的位置)。
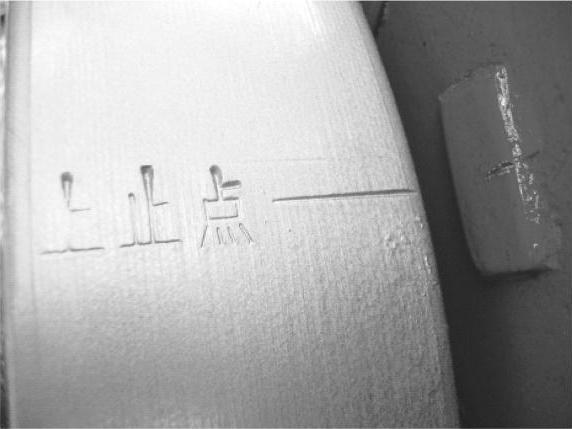
图14-2 活塞处于上止点位置时,飞轮上的“上止点”刻线与散热器上的刻线对齐
换句话来说,当观察到进气门推杆向上运动,同时排气门推杆向下运动,而两推杆又运动到等高位置时,则停止转动飞轮,查看飞轮上的“上止点”刻线是否与散热器上的刻线对齐,如图14-2所示。如果对齐或基本对齐,表明配气相位正确。如果配气相位超过±5°以上,应查找原因。
可从五个方面去分析原因:①凸轮外缘是否磨损严重;②正时齿轮啮合间隙是否过大;③正时齿轮是否安装错误;④凸轮轴变形或凸轮轴衬套磨损;⑤气门间隙调整不当等。常见机型进气门早开角和排气门迟闭角见表14-2。
表14-2 常见机型进气门早开角和排气门迟闭角

(2)调整方法 用弧长公式:L=3.14Da/360计算。S195、S1100、ZS1110、ZS1115型柴油机,飞轮周长均为1332mm,飞轮直径为424mm,飞轮弧长3.7mm相当于曲轴转角1°。
S195型柴油机配气相位:
进气门开:上止点前17°。
进气门关:下止点后43°。
排气门开:下止点前43°。(https://www.xing528.com)
排气门关:上止点后17°。
1)调整进气门提前打开角度。
① S195、195S、S1100型柴油机,按工作时的转动方向,将飞轮转至上止点前17°处,使飞轮边缘上的“进气开”刻线与散热器上的刻线标记对正,如图14-3所示。或者使飞轮边缘上“上止点”刻线(从飞轮一侧看逆时针)距散热器上刻线标记的弧长为62.9mm。
② 调整进气门的调整螺钉,使进气门处于刚刚打开的位置,使进气摇臂撞头刚刚与进气门杆尾端接触,用手捻动进气门推杆,当感到稍有阻力和粘滞现象时,即是进气门刚刚打开之时。
③ 调好后,将进气门调整螺钉的锁紧螺母拧紧。
2)调整进气门延迟关闭角度。再继续转动飞轮,将飞轮转至下止点后43°处,即使飞轮边缘上的“进气关”刻线与散热器上的刻线标记对正,或者使飞轮边缘上“下止点”刻线(从飞轮一侧看逆时针)距散热器上刻线标记的弧长为159.1mm。
3)调整排气门提前打开角度。用同样的方法调整S195、195S、S1100型柴油机排气门提前打开角度:将飞轮转至做功行程的下止点前43°,使飞轮边缘上的“排气开”刻线对正散热器刻线标记,如图14-4所示。或者使飞轮边缘上的“下止点”刻线(从飞轮一侧看逆时针)距散热器刻线的弧长为159.1mm,即是排气门刚刚打开时刻。调整排气门的调整螺钉,使排气摇臂撞头刚与排气门杆尾端接触,用手捻动排气门推杆感到稍有阻力和粘滞现象,就是排气门刚刚打开的位置。
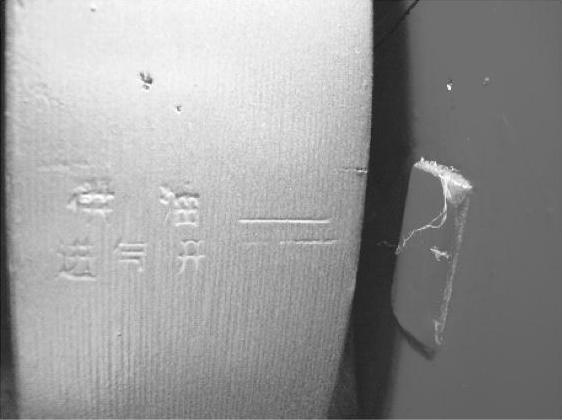
图14-3 进气门打开时刻,飞轮上的“进气开”刻线与散热器上的刻线对齐

图14-4 排气门打开时刻,飞轮上的“排气开”刻线与散热器上的刻线对齐
4)调整排气门延迟关闭角度。检查排气门延迟关闭角度(S195型柴油机上止点后17°关闭),使飞轮边缘上的“排气关”刻线对正散热器刻线标记,或者使“上止点”刻线(从飞轮一侧看顺时针)距散热器刻线的弧长为62.9mm。
5)复查。将飞轮转至压缩行程上止点位置,检查进、排气门间隙是否小于0.2mm。只要气门间隙不小于此数值,就能避免气门关门不严和活塞顶碰撞现象。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。