



小知识
配气机构在安装前,需要对哪些零件和部位进行检查?
在安装前,应检查凸轮轴键槽与正时齿轮、挺柱与机体孔的配合间隙,挺柱头部工作面及导向凹球面、调整螺钉凹球面及螺纹、摇臂撞头端面等是否磨损。这些端面磨损后,会使气门间隙变大,使已调整好的气门间隙在工作中发生变化。还应检查气门推杆有无弯曲(直线度应小于0.3mm),气门杆尾部锥面与气门锁夹、气门锁夹与气门弹簧座孔配合是否严密等。如发现缺陷应予修复、校正或更换。
配气机构的安装
(1)凸轮轴的安装和轴向间隙的调整
1)清洗零件之后,在挺柱表面及凹面、凸轮轴衬套、凸轮轴凸轮及轴颈等部位涂上一层机油。
2)在机体上压装凸轮轴衬套。衬套在压入机体上时,要注意上面油孔和机体上的油道应对正。有的机型用衬套的定位螺钉孔与定位螺钉对正,使衬套位置可靠定位,避免在工作时转动错位,使油孔堵塞而失去润滑,致使配合件发生干摩擦,造成衬套与轴颈“咬死”。
S195型、195S型柴油机,凸轮轴和前衬套配合间隙为0.04~0.0077mm,,凸轮轴和后衬套配合间隙为0.03~0.0083mm,磨损极限为0.25mm。
3)从曲轴箱处将挺柱插入机体上的挺柱孔。
4)在凸轮轴键槽上放入平键,敲入凸轮轴正时齿轮,使有装配标记的一面朝向油泵凸轮。
5)将凸轮轴总成装入机体,使凸轮顶住挺柱,注意凸轮轴正时齿轮与齿轮室齿轮的正确啮合。在轴端抹些机油后,装入飞轮一侧的凸轮轴盖。
6)检查、调整凸轮轴的轴向间隙。S195型、195S型柴油机,凸轮轴轴向间隙为0.20~0.40mm。凸轮轴由安装在齿轮室盖上的泵油扳手座(或者止推螺栓)限制其轴向移动,如果轴向间隙过大,可通过减薄泵油扳手座垫片(或者通过旋入止推螺栓)来调整。
常见机型凸轮轴轴向间隙见表13-9。
表13-9 常见机型凸轮轴轴向间隙

(2)正时齿轮组的安装 正时齿轮组的正时齿轮,是用于保证配气和供油正时的。S195型、195S型柴油机,正确安装正时齿轮,还能保证柴油机的工作平衡。因此,在正时齿轮轮齿的端面上通常都打有记号,安装时把记号同时对准即可。S195型柴油机正时齿轮装配记号如图13-28所示。YC185型柴油机正时齿轮装配记号如图13-29所示。JC185N、JC190、JC192、JC192A型柴油机齿轮啮合记号如图13-30所示。
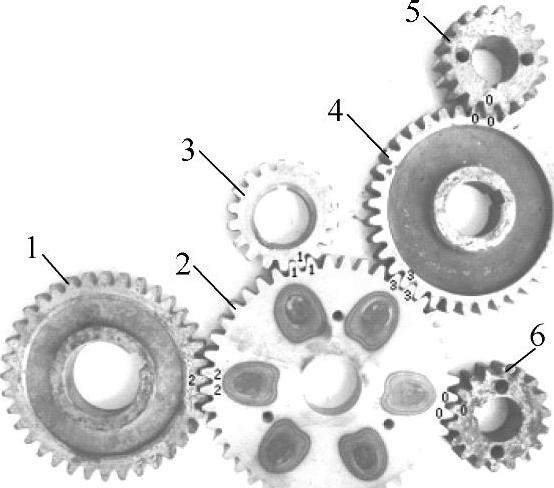
图13-28 S195型柴油机正时齿轮装配记号
1—凸轮轴正时齿轮 2—调速齿轮 3—曲轴正时齿轮 4—起动齿轮 5—上平衡轴齿轮 6—下平衡轴齿轮

图13-29 YC185型正时齿轮装配记号
1—凸轮轴正时齿轮 2—曲轴正时齿轮 3—惰齿轮 4—平衡轴传动齿轮 5—下平衡轴齿轮 6—上平衡轴齿轮

图13-30 JC185N、JC190、JC192、JC192A型柴油机齿轮啮合记号
如果记号模糊不清或根本无记号,对于S195、195S、S1100、ZS1110、ZS1115型柴油机来说,可按下述方法重新打印记号:
1)曲轴正时齿轮,Z=18。以曲轴正时齿轮上的键槽所对的轮齿为第1个齿,顺时针数至第9个齿,在第9个齿的端面上打印标记“1”,就是原来的装配记号。
2)凸轮轴正时齿轮,Z=36。以凸轮轴正时齿轮上的键槽所对的轮齿为第1个齿,顺时针数至第4个齿,在第4个齿的端面上打印标记“2”,就是原来的装配记号。
3)起动轴正时齿轮,Z=36。以起动轴正时齿轮上的键槽所对的轮齿为第1个齿,顺时针数至第10个齿,在第10个齿的端面上打印标记“3”,就是原来的装配记号“3”的位置。再继续往后数至第25、26个齿,并分别在第25、26个齿的端面上打印标记“0”、“0”,就是原来的装配记号“0-0”的位置。
4)调速齿轮,Z=44。调速齿轮共有4处记号,逆时针排列为:“1-1”、“2-2”、“0-0”、“3-3”。打印的方法是:在齿轮上,任意选出相邻的两个齿为基准,分别在相邻的两个齿打印“1-1”;按逆时针方向,以前一个“1”为起点数至第9、10个齿,分别在第9、10个齿的端面上打印“2-2”;再继续按逆时针方向往前数,数至第30、31两齿,分别在第30、31个齿的端面上打印“0-0”。再以已打印的“1-1”两个齿为基准,按顺时针方向,以前一个“1”为起点数至第7、8个齿,分别在第7、8个齿的端面上打印“3-3”。
5)上、下平衡轴齿轮,Z=18。在上平衡轴齿轮上的键槽所对的轮齿端面上打印标记“0”,就是原来的装配记号。用同样的方法,在下平衡轴齿轮的端面上打印标记“0”,就是原来的装配位置。
6)齿轮记号位置的校准,如图13-31所示。
(3)气门组及镶块的安装
1)如果是更换涡流室镶块,应对整个气缸盖加热,温度为200℃左右,或者将气缸盖放入100℃水中加热几分钟后取出,迅速将镶块压入气缸盖座孔,并使镶块上的喷孔稍微偏向进气门2°18′。检查镶块平面,应凸出气缸盖平面的标准值为0.00mm,若下沉量大于0.02mm时,应更换加厚的镶块,或在气缸盖孔里垫上薄铜垫。若镶块平面凸出气缸盖平面过大,应将镶块进行磨削,装后应与气缸盖平面平齐。
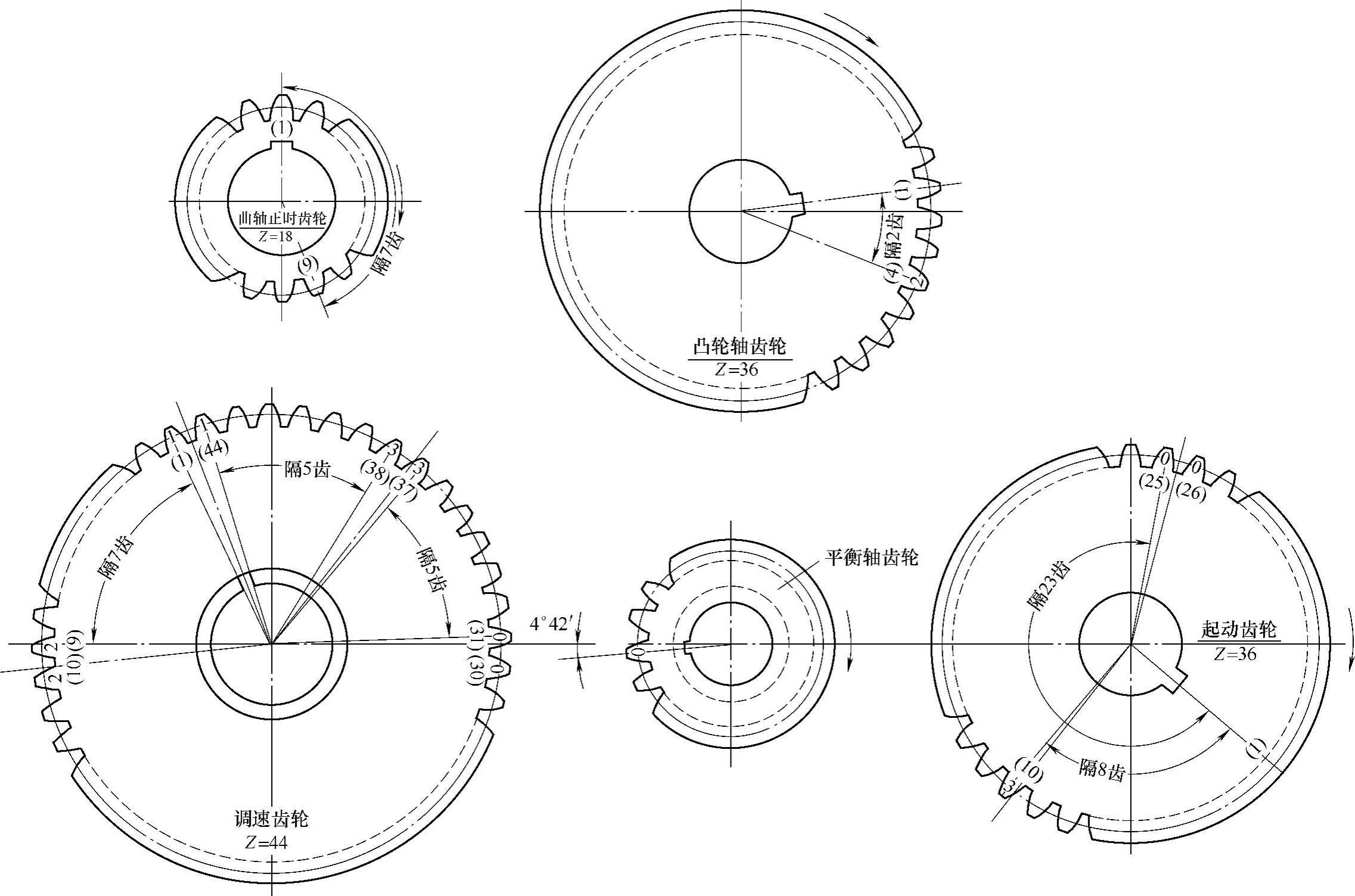
图13-31 齿轮记号位置的校准
验证镶块安装是否合格,其方法是:将喷油器总成装入气缸盖上,借用柴油机的喷油泵或喷油器试验器,通过高压油管向喷油器提供高压柴油,使喷油器喷油。若油束能准确地从起动喷孔中射出,说明镶块安装合格。否则,重新安装。
2)在装配气门组前,将气缸盖、气门、气门弹簧、锁片等零件清洗干净。
3)先把气缸盖侧放,将气门杆及头部斜面涂上机油后插入气门导管中,用一片厚度适当的垫圈顶在气门头部,然后把气缸盖平放;将气门的内、外弹簧装在气门导管的外围,再将弹簧座放在气门弹簧之上。(https://www.xing528.com)
4)用专用工具压缩气门弹簧,使气门杆尾端的锥形露出,装上两片锁夹后松开专用工具,弹簧座上移,将锁夹装在弹簧座内,且两片锁夹之间应有一定的间隙,图13-32所示。以前老式的机型,两片锁夹上端面凸出弹簧座的平面0.25~2mm;而目前的机型,两片锁夹上端面则是凹下弹簧座的平面1~1.5mm。

图13-32 安装锁夹
5)用锤子轻轻敲击几下气门杆或气门弹簧座,通过振动使两片锁夹紧固在气门弹簧座和气门杆的环槽内,把气门锁牢。
(4)气缸垫及气缸盖的安装
1)转动曲轴使活塞处于上止点,察看飞轮边缘上的上止点标记是否对正散热器上的记号。若记号模糊不清或无记号,应重新打印上止点记号。
2)检查气缸盖、机体接合面是否平整;检查气缸垫的厚薄是否均匀,不能过厚或过薄,过厚或过薄都会影响压缩比。石棉纤维气缸垫(没有外包紫铜皮)只能一次性使用。
3)S195型柴油机,气缸垫厚度为1.8mm。装配前可在其两面涂刷0.03~0.05mm厚的石墨膏,以增加贴合严密性,并利于拆卸。不能在气缸垫表面涂抹润滑脂。如果是更换新机体,应将气缸盖螺栓拧入机体螺孔并紧固;将气缸垫和机体平面擦干净,使气缸垫没有卷边的一面朝向机体平面并装在机体上,并察看垫上各水孔及油孔是否与机体上的各孔对正。
4)安装气缸盖时,若喷油器总成已经拆卸,应用卫生纸塞住喷油器座孔,以免泥沙、杂质掉入气缸内。在气缸盖气门凸凹坑上涂些机油,将气缸盖装到机体上,拧入气缸盖螺母,并对角轮换、分两三次将四只缸盖螺母拧紧到规定的力矩,如图13-33所示。S195型、195S型柴油机,气缸盖螺母拧紧力矩为200~220N·m。多缸柴油机,应从中间向两头、且对角交叉、分三次拧到规定力矩,以防气缸盖变形而漏气、漏水、漏油。双缸柴油机气缸螺母拧紧顺序如图13-34所示。
常见机型气缸盖螺母拧紧力矩见表13-10。
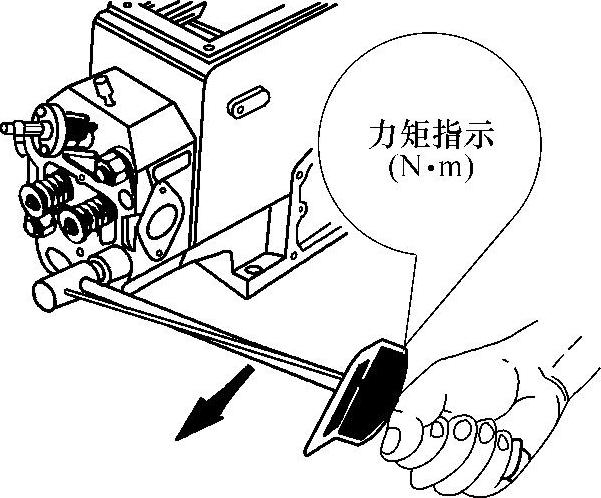
图13-33 气缸盖的安装与拧紧

图13-34 双缸柴油机气缸螺母拧紧顺序
表13-10 气缸盖螺母拧紧力矩 (单位:N·m)

(5)推杆的安装 安装好气缸盖后,把推杆从缸盖推杆孔中插入挺柱凹球面内。当推杆插到位时,手上有被吸住似的感觉。检验推杆装到位的方法:一人分别用两手指压住一对推杆,另一人摇转飞轮,若观察和感觉到一对推杆随着凸轮轴凸轮的旋转而上下运动(立式机型)或前后动作(卧式机型),说明推杆已经插到挺柱的凹球面内。推杆的安装如图13-35所示。
(6)摇臂组件的安装
1)先在摇臂轴装上摇臂座,使摇臂轴伸出摇臂座的两端均匀;再将摇臂装在摇臂轴上,在摇臂两端装上垫片、挡圈。用手沿轴线方向摆动摇臂应无松晃的感觉,且摇臂在轴上能灵活转动。
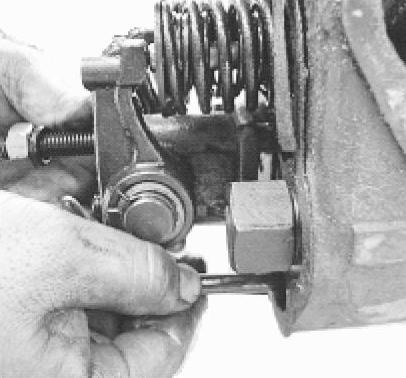
图13-35 推杆与摇臂组件的安装
2)在安装摇臂座之前,预先拧松气门间隙调整螺钉,以免没有气门间隙而把推杆顶弯。在气缸盖上安装摇臂组件时,应注意使推杆一端顶住气门调整螺钉凹面,或者是使推杆凹面一端顶住气门调整螺钉半圆头。摇臂座的固定螺栓(或螺母)要装上弹簧垫圈,且将螺栓(或螺母)拧紧到规定的力矩,以防松动。
3)正确调整气门间隙和减压间隙后,装上气门室罩盖,固定气门室罩盖的螺母。螺母不要拧得过紧,以防压破罩盖。气门间隙的调整,详见本书第十四章所述方法。
常见机型气门锁片的装配尺寸见表13-11。
表13-11 气门锁片的装配尺寸 (单位:mm)

多缸柴油机,有一摇臂轴座与缸体上的润滑油道相通,以便把机油送到摇臂轴内润滑摇臂。因此,底座有油孔的摇臂轴座要对准缸体上的油道,如图13-36所示。
摇臂与摇臂轴之间都有润滑油道,它们相互间的位置不能装错。不要漏装摇臂轴定位螺钉,否则,因摇臂轴转动,使润滑油道堵塞。
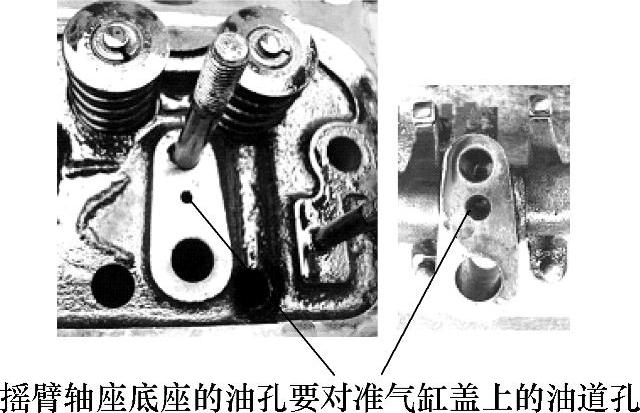
图13-36 摇臂轴座安装注意事项
小知识
180型柴油机安装注意事项
1)气缸垫不能装反。
安装气缸垫时,应使金属包皮卷边的一面朝向气缸盖,这样,就能使机体上的润滑油道与气缸垫的油孔对正。若气缸垫装反,则把气缸垫上的水孔当成油孔,配气机构的润滑还算正常,但有一个水道被气缸垫隔断,造成柴油机冷却不良,局部产生高温。
2)供油凸轮不能装反。
180型柴油机的供油凸轮与凸轮轴之间是键槽联接。安装供油凸轮时,应使有凸台的一面朝向轴端的起动齿轮,这样,才能使供油凸轮与油泵滚轮有良好的配合,以保证喷油泵正确的供油规律。若装反,则改变了喷油泵的供油规律,使最大的供油量由原来的快速上升变为缓慢上升,致使供油时间变晚。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。