



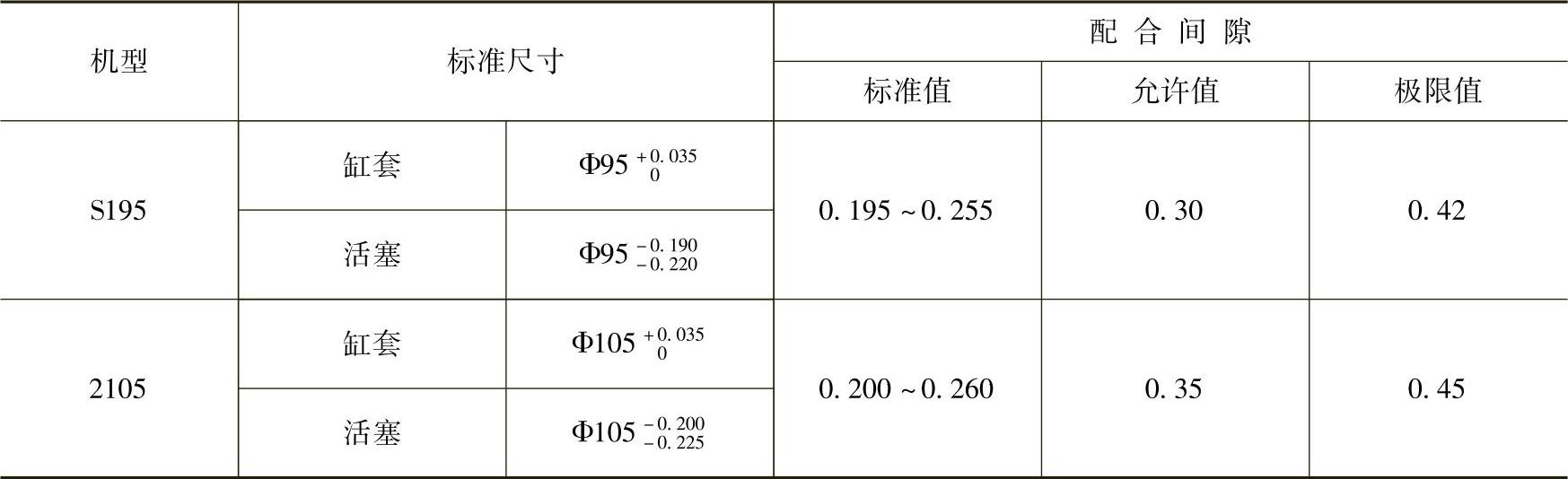
(1)对新购活塞和缸套进行检查 更换气缸套与活塞后要对其配合间隙进行检查。如果气缸套与活塞的配合间隙超过使用极限,会导致柴油机压缩压力不足和窜机油等故障;如配合间隙过小,容易出现拉缸事故。因此购买活塞和缸套时,一定要用内径百分表(量缸表)、外径千分尺或游标卡尺测其尺寸,进行选配分组后再组装。若没有内径百分表,可用简易方法进行测量。常见机型活塞与气缸套的配合间隙见表13-4。
表13-4 活塞与气缸套的配合间隙 (单位:mm)

(续)
方法一:把活塞放在机油中加热到90~100℃,取出后立即放入待配合的气缸套中,如果活塞能依靠自身质量通过气缸套,则认为间隙合适,可进行装配。
方法二:用长度为活塞1.5~2倍、宽度为8~12mm的塞尺,随同活塞一起放入气缸套内,以垂直于活塞销孔方向抽动塞尺时略感阻滞为宜,此塞尺的厚度即为气缸套与活塞的配合间隙值。
(2)活塞环的更换与选配 为了保证活塞环与环槽、缸套有良好的配合,更换与选配时应作以下检查:
1)开口间隙、边间隙及背隙的检查。必要时,还应进行弹力检验。
2)活塞环漏光度的检验也应符合技术要求。
活塞环的开口间隙、边间隙、背隙、弹力、漏光度五项的检查与检验,在本书前面的有关章节中已经介绍,这里不再重复。

图13-10 活塞销与活塞销孔试配
(3)检查活塞销和活塞销座孔的配合紧度 检查活塞销和活塞销座孔的配合紧度,以保证两者的装配有一定的过盈量。目前生产的柴油机,活塞销采用全浮式配合,要求活塞销和活塞销座孔在常温下一般为0.0025~0.0075mm的微量过盈。柴油机工作时,活塞处于75~85℃时销孔直径胀大,活塞销和活塞销座孔的配合又有微量间隙,活塞销能在销座孔内转动。(https://www.xing528.com)
精确的检查方法是用内径百分表和外径千分尺分别测量活塞销座孔内径和活塞销外径。若缺乏量具可用经验法检查,即将活塞销往活塞座孔里拧,如能拧到活塞销孔锁环环槽附近,说明其配合紧度基本合适,如图13-10所示。当遇到配合过紧的情况,要用刃口较长的可调节直铰刀进行修整,以保证活塞销座孔的同轴度和圆柱度,如图13-11所示。在铰削过程中要不断用活塞销试配,如活塞销能用手轻轻拍入销孔的1/3,说明配合良好。
(4)保证连杆衬套的配合关系 保证连杆铜套外径与连杆小端座孔、连杆铜套内孔与活塞销的配合关系,使其符合技术要求。连杆铜套外径与连杆小端座孔的配合关系为过盈配合,而连杆铜套内孔与活塞销的配合关系为间隙配合。
1)柴油机只更换活塞销而不更换连杆衬套时,要对连杆铜套和活塞销的配合间隙进行检查。其检查方法和活塞销与活塞销座孔的检查基本相同,也可用感觉法鉴定,具体方法是将活塞销涂少量机油,用拇指的力量缓慢平滑地将其推入连杆铜套,然后将活塞销两头用台虎钳夹住,如沿活塞销轴线方向扳动连杆时没有松旷的感觉,则可认为其配合间隙合适,可安装使用。
2)柴油机大修时必须更换连杆铜套,更换时要用台虎钳或专用压具将其慢慢压入连杆小头,并注意铜套小孔应对正连杆小头油孔。若铜套预先没有油孔,安装后一定要用适合的钻头在钻床或手钻上钻通。S195型柴油机,连杆铜套外径与连杆小端座孔的过盈配合为0.008~0.016mm,
3)压装连杆铜套后,其内孔直径会缩小,因此必须对连杆铜套内孔再进行加工。农村维修网点可用可调式直铰刀进行铰削(图8-18)。在铰削时,每次吃刀量要少,且常与活塞销试配,直到连杆铜套孔与活塞销的配合紧度合适为止。活塞销与连杆铜套试配如图13-12所示。配合适度的条件是当将涂机油的活塞销插入连杆铜套内、将连杆倾斜45°时,活塞销能以本身重力缓慢下落,如图13-13所示。S195型柴油机,在常温下活塞销与连杆小头铜套的配合有0.010~0.046mm的微量间隙,接触面积应在75%以上。

图13-11 活塞销孔的铰削方法

图13-12 活塞销与连杆铜套试配

图13-13 连杆倾斜45°,活塞销能缓慢下落
(5)活塞、连杆质量差应满足装配要求 如果是多缸柴油机,活塞、连杆质量差必须满足装配要求。新换的活塞和连杆除按标准间隙选配外,还要进行质量的选配和调整。一般同一台柴油机活塞质量差不能超过8g,连杆质量差不能超过40g,活塞连杆组质量差不能超过50g。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。