



(1)转子式机油泵的常见缺陷 常见缺陷有:泵盖的磨损;内外转子的磨损;外转子与泵壳体的磨损;转子轴与壳体孔的磨损。这些缺陷,使配合间隙过大,机油容易流失,使机油泵的泵油量减少,机油压力下降,造成柴油机有关零件润滑不良,加剧零件的磨损和发热,甚至使配合件膨胀卡死、烧死,致使柴油机停止工作。
(2)转子式机油泵的检查与修理
1)内、外转子径向间隙的检查。用塞尺测量内转子与外转子的径向间隙,如图11-1所示。S195型柴油机,内、外转子的径向间隙,标准值是0.06~0.15mm,磨损极限是0.2mm。若内、外转子磨损较轻,可将内转子翻面使用;若内、外转子配合间隙均超过极限值时,则成对更换内、外转子。
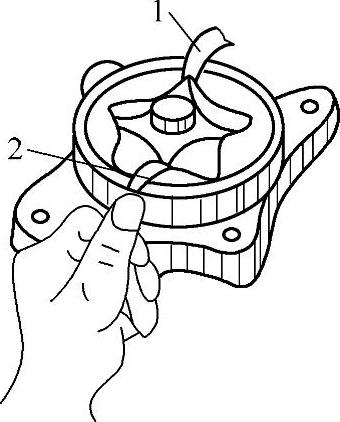
图11-1 转子式机油泵径向间隙的检查
1—外转子与泵壳间隙0.075~0.142mm
2—内、外转子齿顶间隙0.06~0.15mm
2)外转子与泵体的间隙检查。用塞尺测量外转子与泵体的径向间隙,如图11-1所示。S195型柴油机,外转子与泵体的间隙,标准值是0.075~0.154mm,磨损极限是0.25mm。外转子与泵体的径向间隙,若磨损超过极限值时,应更换新件,或在泵壳内扩孔镶套修复。
3)转子轴与泵体孔的间隙检查,可用手扳动泵轴,若有明显的晃动,说明间隙偏大;也可用游标卡尺测量其间隙值。S195型柴油机,转子轴与泵体孔的间隙,标准值是0.016~0.052mm,磨损极限是0.1mm。当转子轴与泵体孔的间隙超过极限时,应更换新轴,原来无衬套的孔,也可进行镶套,以恢复标准的配合间隙。
4)内外转子与泵盖之间的端面间隙检查。用钢直尺与塞尺,或用深度游标卡尺测量内外转子与泵盖之间的端面间隙。S195型柴油机,端面间隙,标准值是0.03~0.09mm,磨损极限是0.1mm。
检查方法:将内、外转子及泵体、泵盖清洗后,按工作状态装好,用手按压钢直尺,并使钢直尺侧立在泵体平面(或泵盖平面)上,再用适当厚度的塞尺插入钢直尺与转子端面之间来回抽动,稍有点摩擦阻力,塞尺的厚度就是端面间隙。内外转子与泵盖之间的端面间隙检查、测量,与齿轮式机油泵齿轮侧面和泵盖间隙的检查、测量道理一样。(https://www.xing528.com)
维修方法:①当端面间隙过大时,可减少泵体与泵盖之间的垫片来调整。②当端面间隙超过极限时,必须进行修理。可将泵盖或泵体接触平面放在玻璃平板上,用气门砂进行研磨。研磨时手的压力要均匀,并注意防止偏磨,磨后的平面应光滑平整。否则,易产生漏油。③若端面间隙太大,不便于研磨时,可放在车床上车平,然后再研磨光滑;也可将壳体端面在铣床上铣去少量,然后在玻璃平板上光磨。
5)装配注意事项。
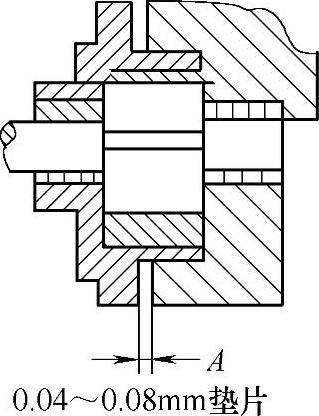
图11-2 内、外转子与泵体端盖间隙
① 端面间隙的检查与调整:不装端面垫片,按装配要求装好油泵总成;用适当厚度的塞尺插入泵盖端面与泵体平面之间,测量出端面间隙值A,则装用的垫片厚度应为Amm。测量方法如图11-2所示。用增减垫片的厚度来调整泵体与泵盖之间的间隙,从而调整机油泵供油压力。
② 装配外转子时,应使有倒角的一面装入泵壳内。
③ 内转子与转子轴的固定销不能松动,且两端应陷入内转子表面,以防工作中刮伤转子。
④ 装好后应灵活转动,不能有卡滞现象。
⑤ 试验检查,机油泵应在0.588MPa压力下试运转5min,除泵体与轴配合处允许有少许渗油外,其他部位不得渗油。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。