



喷油器的针阀偶件也是燃油系统的精密零件之一,其技术状态对燃油喷射质量有决定性的影响。
(1)喷油器常见的缺陷及产生原因
1)针阀偶件常见的缺陷:①倒锥体磨损;②销针与喷孔的磨损;③密封锥面的磨损;④针阀导向部分的磨损;⑤针阀卡死;⑥喷孔堵塞。轴针式喷油器针阀偶件的磨损部位如图10-8所示,孔式喷油器针阀偶件的磨损部位与积炭如图10-9、图10-10所示。
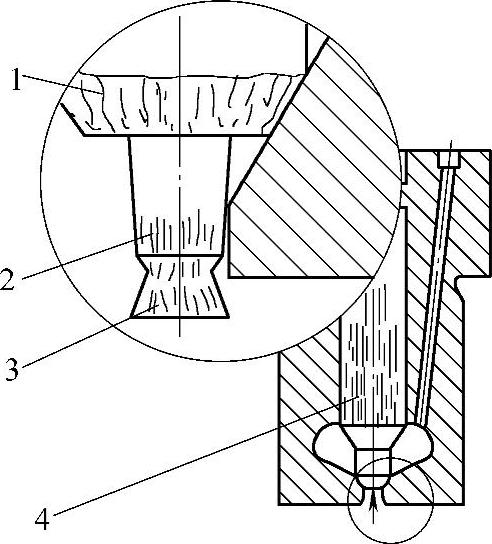
图10-8 轴针式喷油器针阀偶件的磨损部位
1—针阀密封锥面 2—轴针 3—倒锥体 4—针阀导向面

图10-9 孔式喷油器针阀偶件的磨损与积炭
1—针阀 2—针阀体 3—喷孔 4—积炭及喷孔 5—针阀锥形密封部分的磨损
2)传动零件的缺陷:调压弹簧弹力减弱或折断;顶杆凹坑磨损。
3)产生缺陷的主要原因:由于柴油中磨料的刮削、冲刷作用,以及调压弹簧的冲击等,使偶件、零件逐步磨损;假冒伪劣配件、针阀偶件制造质量差,使之快速磨损;此外,因积炭的粘结、高压高温气体的窜入,或大的磨料卡入,会引起针阀烧死、卡死等故障。喷孔堵塞,主要的原因是由于燃烧室大量积炭造成的。
4)针阀偶件磨损后的危害。
① 密封锥面磨损后,会引起喷油器雾化质量下降,喷射后滴油,燃烧不良,在针阀上形成积炭。滴油严重时,使柴油机产生敲缸声,间断冒黑烟,功率下降。
② 销针与喷孔的环状磨损后,间隙加大,柴油通过时的流速降低,造成雾化不良;销针和喷孔表面磨损成小沟痕,致使喷油器喷油时形成油束,雾化不良,油粒变粗,造成柴油燃烧不完全,柴油机冒黑烟,缸内大量积炭。
③ 倒锥体磨损后,使喷油器喷出的燃油雾化锥角增大,柴油往往喷射至燃烧室壁,也会引起柴油燃烧不完全。
④ 针阀体导向孔和针阀导向圆柱面磨损后,配合间隙增大,喷油泵送来的高压柴油便由此泄漏,使喷油器的回油量增多,喷油量减少,喷油时间滞后,针阀开启压力降低,雾化不良和滴油等。
⑤ 针阀卡死。
a.针阀卡死的原因:喷油器头部直接与高温气体接触,若喷油器雾化不良,导致柴油燃烧不完全,缸内大量积炭就粘结在喷油嘴上,使喷油嘴产生过热,造成针阀卡死;供油过晚,柴油机过热,使喷油器受热而烧死;针阀和阀体磨损后,使高温气体窜入磨损的间隙里,导致针阀卡死;喷油器安装不当,喷油嘴与缸盖孔处漏气,使喷油嘴局部受高温而卡死。
b.针阀卡死的危害:如果喷油器针阀卡死在打开位置,柴油则以油束状喷入燃烧室,不雾化的柴油燃烧不完全,柴油机排气冒黑烟;严重时使未燃烧的柴油流入油底壳,使机油变稀,影响机器的润滑;高温气体还从喷孔处窜入针阀和阀体间隙,由此进入油箱,使油箱冒气泡。如果针阀卡死在关闭位置,柴油就不能喷入气缸,单缸机就不能工作,多缸机则转速降低,在燃油系统中产生严重的敲击声。同时,由于高压柴油喷不出去,柱塞偶件又不断地压油,高压油反作用于出油阀和柱塞偶件,导致喷油泵偶件快速磨损,缩短其使用寿命。
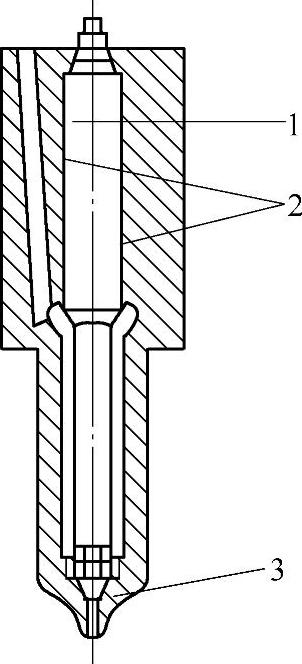
图10-10 孔式喷油器针阀偶件的磨损
1—针阀圆柱导向面磨损
2—针阀座内壁磨损
3—密封锥面磨损
(2)针阀偶件的检查、鉴定
1)外观检查。用10倍以上的放大镜观察针阀易磨损的部位。检查锥面接触环带是否磨损加宽到0.5~1mm,锥形表面是否有沟痕、麻点和凹陷,原来的光泽是否变色、变黑,烧蚀时呈蓝色;导向柱面是否磨损有密集沟痕、光泽是否均匀;阀座的喷孔是否磨损变成椭圆等。
2)用压力表在机上检测喷油压力。用一个三通管,一端接在喷油泵的出油口上,另一端接上被检测的喷油器,三通管的中间接头联接一个50~60MPa的压力表;然后,将柴油机的油门放在最大供油位置,摇转曲轴,使喷油器向外喷油,同时,观察压力表上的读数和喷油器的雾化程度。若喷油质量差和压力过低或过高,就松开锁紧螺母,用螺钉旋具拧进或拧出调压螺钉。195型涡流式柴油机的标准喷油压力为(12±0.5)MPa,据检测,当喷油压力低于10MPa时,燃油消耗量即可上升10~20g/kW·h。
3)在缺乏测量仪器的情况下,先将调好的标准喷油器与被检测的喷油器,安装在三通管的两侧接头;再拆下柴油机上的高压油管,使高压油管转一个角度,然后,将高压油管接在三通管的中间接头,使标准的和被检测的两个喷油器油嘴露在机外,如图10-11所示。将油门置于最大供油位置,摇转曲轴使喷油泵供油,检查确认三通管的接头密封好、无漏油后,观察比较标准喷油器与待检修的喷油器的雾化程度。如果两喷油器同时喷油,则表明喷油压力正常;如果被检测喷油器喷油过早,则表明喷油压力过低,应进行调整。如果被检测喷油器喷油时发出一种清脆的响声,并雾化良好、油粒均匀,断油干脆、无滴油,则说明被检测喷油器良好,可以继续使用。
4)滑动试验。将喷油器放在清洁柴油中浸泡后取出,把针阀装入阀体,使阀体倾斜约45°~60°,抽出针阀全长的1/3,松手后针阀能靠其自重缓慢匀速地落入阀体内。再将针阀抽出,并转动针阀,在三个不同位置试验时,针阀都能顺利地落入原位,不出现卡阻现象,说明该喷油器良好;若有卡阻现象和下落过快,说明针阀导向部分拉毛或磨损间隙过大,不能使用。滑动试验如图10-12所示。
(3)在喷油器试验器上检查与调整喷油器 在喷油器修理或组装好后,都要对喷油器进行检查与调整,最好在专用的喷油器试验器上进行。喷油器的检查与调整主要有密封性试验、喷油压力、雾化质量和喷雾锥角等四项。自制的喷油器试验器如图10-13所示。
1)密封性试验。将喷油器装在喷油器试验器上,均匀缓慢地用
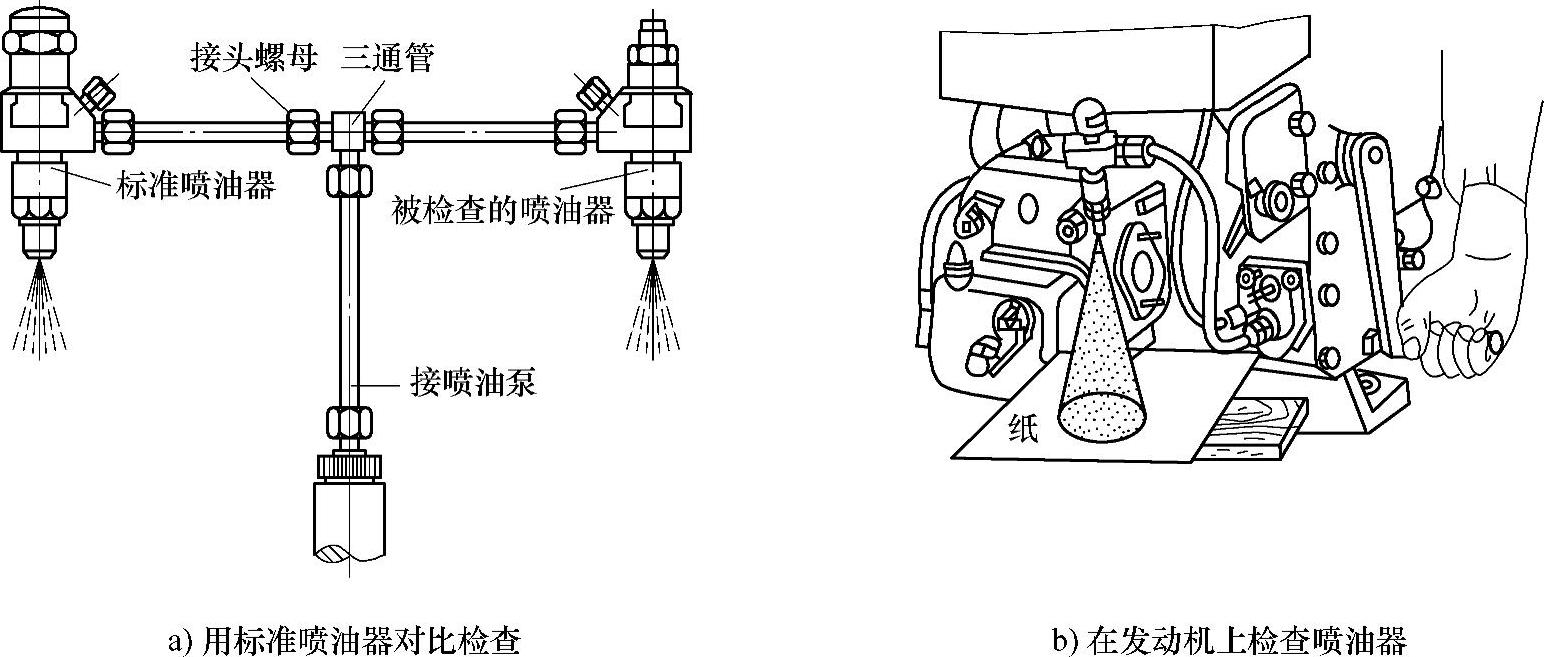
图10-11 喷油器的检查
手柄压油,同时增加弹簧预紧力,直到油压在23~25MPa压力下喷油为止,观察压力自20MPa降到18MPa所经历的时间,应为9~20s。如果所经历时间少于9s,可能是接头处漏油、针阀体与喷油器体平面配合不严、密封锥面封闭不严或导向部分磨损等原因引起。
2)喷油压力。先用扳手将喷油器调压螺钉的锁紧螺母松开,再将喷油器往试验器上安装;然后,以60次/min的速度压动试验器手柄,同时观察在喷油开始时压力表指针所指的压力,此压力值就是喷油开启压力,应符合规定值。

图10-12 滑动试验

图10-13 用自制的喷油器试验器调整喷油器(https://www.xing528.com)
1─固定螺栓 2─短角钢 3─喷油器 4─三通管 5─压力表 6─高压油管 7─喷油泵 8─小油杯 9─油杯开关 10─油管 11─铁板 12─凸耳 13─泵油杠杆
若喷油压力不符合要求,应用螺钉旋具拧动调压螺钉调整。顺时针拧入调压螺钉,喷油压力则升高;逆时针退出调压螺钉,喷油压力则降低。轴针式喷油器调整到11.76~12.25MPa,长型孔式喷油器调整到16.66~17.64MPa,以保证其喷雾和射程合适。在柱塞偶件与针阀偶件技术状态良好的情况下,可将喷油压力调至上限值;在磨损较大的情况下,可调至规定值的下限。
在试验调整中,喷油器进油口接头处、喷油嘴与喷油器体接合面处不得有渗漏现象;拧紧调压螺钉的锁紧螺母时,要用螺钉旋具固定调压螺钉,使之不能转动。
多缸柴油机,同一组喷油器的压力应一致,相差不得超过5%,否则应重新调校。
3)雾化质量。
① 雾化质量的检查。一般用目测方法,可在检查喷油压力的同时,观察其喷油雾化状况。喷雾要细碎均匀,不偏射,无油束;喷油时,应发出清脆的喷油声;断油应干脆利落,无滴油,即经几次喷射后喷油器喷孔附近仍应干燥没有湿润,或在连续喷油20次后其喷孔处微有潮润。
② 根据喷油响声判断喷雾质量。轴针式的喷油器,喷油开启压力较低,一般在12~15MPa之间,喷油的声音比较清脆,常发出“唧”声;而孔式的喷油器,喷油开启压力较高,一般在17~22MPa之间,喷油的声音好像爆破声,常发出“砰”声。
4)喷雾锥角。不同型号的喷油器,应符合各自喷雾锥角的规定标准。喷嘴磨损时,喷雾锥角会发生变化。小型单缸柴油机,喷油器垂直向下,以喷到距离喷孔200mm外白纸上的油痕直径为14~42mm为适宜。
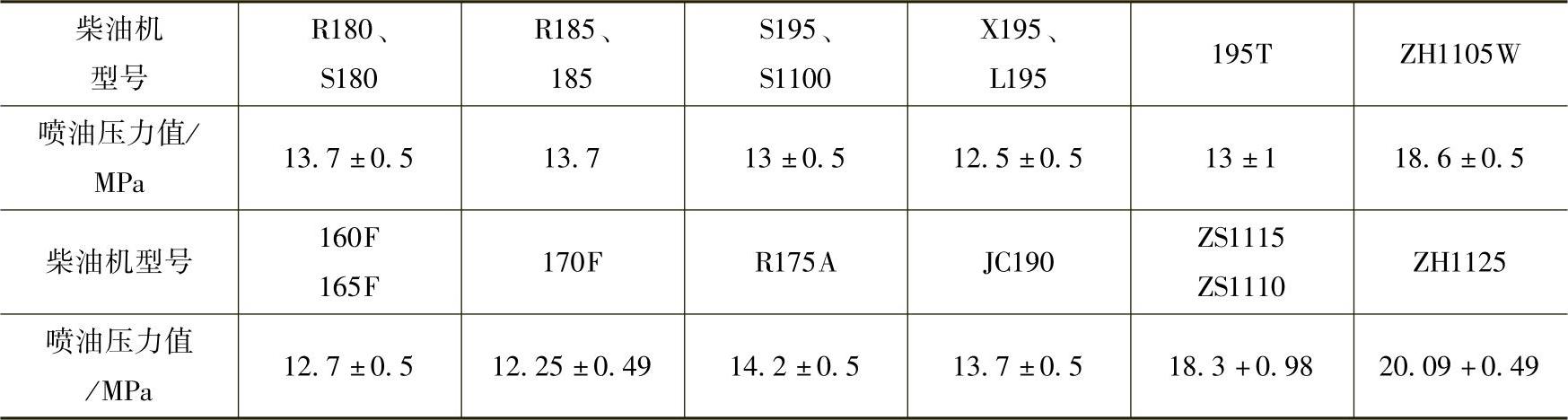
常见单缸柴油机喷油器的喷射压力值见表10-1。
表10-1 常见单缸柴油机喷油器的喷射压力值
(4)喷油器故障排除与检修
1)喷油器的拆卸与清洗。
① 喷油器的拆卸。
a.从缸盖上拆下喷油器:先用扳手拆下两只固定螺母,取下喷油器压板,再用活扳手钳住调整螺钉护帽,拧动,然后,用杠杆插入喷油器壳体与气缸盖之间,将喷油器总成撬出。
b.从喷油器总成拆下喷油嘴偶件:先在台虎钳的钳口上垫铜片或铝片,再将喷油器总成夹在台虎钳上,然后,用梅花扳手套入喷油器紧帽,把喷油器紧帽与喷油嘴卸下。
c.必要时,拆下喷油器护帽,卸下调整螺钉,取出弹簧、顶杆。
② 喷油器的清洗。
a.除喷油嘴偶件外,将其余零件全部泡在柴油中,清刷残渍、油污时,须注意喷油器壳体的端面,不能被划伤。
b.喷油器体油道、针阀体油道可用压缩空气吹通,必要时用竹签捅入疏通。
c.喷油嘴偶件要在清洁的柴油或汽油中清洗,即将针阀体和针阀在清洁的柴油中来回抽动,用浸过柴油的毛刷或清洁布料清洗并除去针阀外部的积炭。
d.喷油嘴喷孔堵塞时,可将其放入柴油中浸泡一段时间,然后,用削光的竹签或直径小于喷孔直径的铜线捅入清洗,并用注射器吸取柴油冲洗。严禁用铁线或钢线捅入,以防损伤喷孔。
2)喷油器漏气故障的排除。喷油器装入气缸盖座孔时,因铜垫圈或铜锥体接触面不平、有残留积炭,座孔接触面上有脏物杂质,或固定喷油器的两只紧固螺母拧紧力不平衡,使喷油器安装后偏斜,致使喷油器与气缸盖座孔密封不良。柴油机工作时,压缩气体会从密封不良的缝隙漏出,导致气缸压力不足。
排除的方法:检查喷油器与气缸盖间的密封垫圈是否完好或漏装,若损坏或漏装,应予更换新垫圈或补装;将安装孔、铜垫圈的接触面清理干净,装入喷油器拧紧两只固定螺母时,应轮流分几次均匀拧紧。
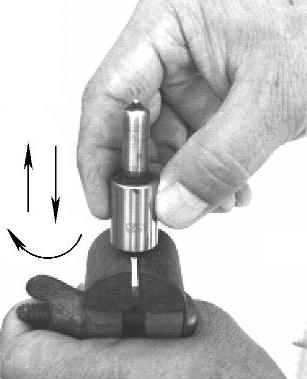
图10-14 喷油嘴的研磨
3)喷油嘴滴油的检修。喷油嘴滴油主要是因针阀与针阀体密封锥面磨损而引起的。检修的方法:把针阀偶件清洗干净后,将针阀抽出,在密封锥面涂少量机油(磨损大的可涂牙膏或氧化铝研磨膏),再将针阀装入阀体,然后两手分别捏住针阀和针阀体相互对研,并相对转动,以保证研磨均匀。清洗,涂上研磨膏,再研磨,直至密封锥面光滑贴合、不滴油为止。喷油嘴的研磨如图10-14所示。
喷油嘴接合面的积污应在玻璃板上(涂以牙膏)磨净磨平,使它和喷油器体的接合面贴合严密,以防漏油。
4)针阀卡死的检修。当喷油嘴积炭粘结时,先用木棒或铜棒从各个方向敲击、振动阀体,再用台虎钳夹住针阀体,然后用钳子夹住针阀的尾端,一边转动,一边往外拔,取出后用竹片刮去积炭,清洗后用机油研磨几下即可安装调试。
当喷油嘴烧死针阀难以拔出时,可将喷油嘴放入机油中加热到120~150℃,取出喷油嘴夹在台虎钳上,再用手钳夹住针阀的尾端,边转边使劲拔出。
5)喷油嘴喷孔磨损的修理。喷油嘴喷孔磨损后,使喷孔增大,会影响喷油质量。对于轴针式喷油器来说,修理的方法是,在针阀体喷孔上面放一直径为5~10mm的钢球,用锤子击打钢球,针阀体金属局部塑性变形,达到缩小喷孔的目的,如图10-15所示。缩孔后,将针阀和针阀体进行研磨。
6)喷油器雾化不良的检修。喷油器雾化不良的原因:针阀和针阀体的密封锥面、导向柱面磨损过大;喷油器弹簧弹力减弱或折断,顶杆凹坑磨损;喷孔积炭或针阀卡死;喷油泵供油压力低,不能满足喷油器的开启压力等。根据上述的故障原因,检查、诊断,并加以检修或更换。修磨针阀头部的形状如图10-16所示。
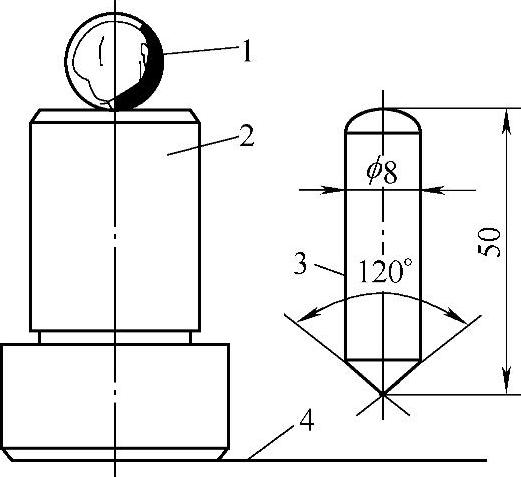
图10-15 喷孔冲缩及工具
1—钢球 2—针阀体 3—冲头 4—平台

图10-16 修磨针阀头部的形状
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。