



(1)曲轴的检查、鉴定
1)外观检查:用肉眼或加上放大镜,检查曲轴表面是否存在划痕、拉伤、烧伤、裂纹,或磨损形成台阶、环状等缺陷。如“烧瓦”严重,其轴颈表面呈发蓝的氧化颜色,同时轴颈抓粘有轴承合金。
2)轴颈与轴瓦配合间隙的检查。
方法一:用一段直径是轴承配合间隙1.5~2.0倍的熔丝,把它弯曲成字母“S”的形状,然后,沿径向放入连杆轴颈和轴承之间,按规定力矩拧紧连杆螺栓。拆下连杆盖,取出被压扁的熔丝,用游标卡尺测量其厚度,游标卡尺上的读数就是连杆轴颈与轴承的配合间隙。
方法二:用塞尺分别从轴承的两端插入,插入的深度不得小于20mm。由于塞尺是扁平的,而轴承的配合间隙呈圆环形,塞尺插入后不可能与轴瓦表面完全贴合,故轴承的实际配合间隙大于用塞尺测量的间隙。根据实际经验,测量的厚度尺寸再加上0.03~0.04mm,才是轴颈与轴瓦的配合间隙。
3)用外径千分尺测量曲轴轴颈的圆度和圆柱度。其方法是:在轴颈上均匀选取两个位置,测量其直径,每个位置测量两个垂直的方向,如图8-23、图8-24所示。在两个位置相互垂直的两个方向尺寸之差的平均值,即为圆度的偏差值;在两个位置同一方向尺寸之差的平均值,即为圆柱度的偏差值。
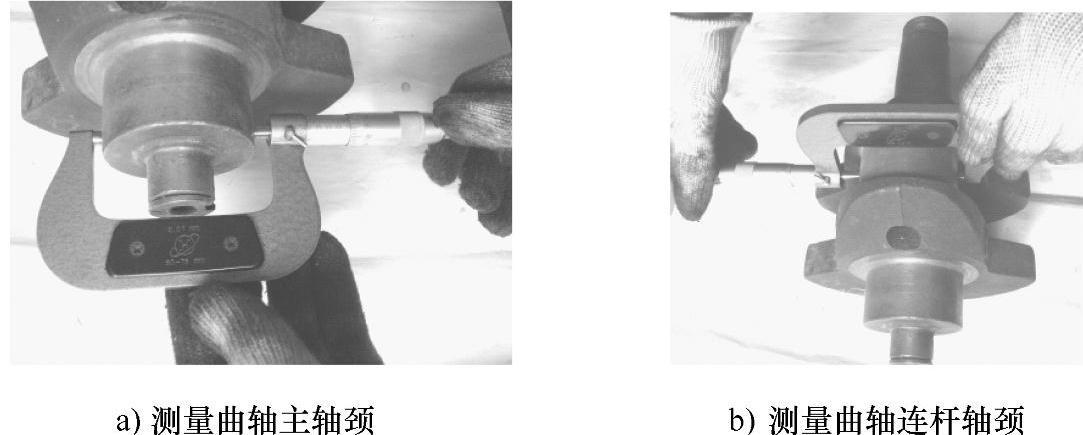
图8-23 用外径千分尺测量曲轴轴颈的方法
4)裂纹的检查:先将欲检部位擦拭干净后涂上煤油,使煤油渗入裂纹后再擦干表面,然后涂上滑石粉浆液,待干后用小锤轻击曲轴,由于振动使裂纹内部煤油挤出,在其表面的滑石粉上显示出裂纹部位。
5)如果是多缸柴油机(以四缸柴油机为例),还要对曲轴的弯曲和扭曲进行检查。
① 弯曲的检查。将曲轴支承放在两端顶尖平台上,或将曲轴两端轴颈分别放在V形铁上,将百分表测头抵触在中间的主轴颈上,并使指针对正表头的“0”刻线,然后慢慢转动曲轴一圈,百分表指针摆动量数值的二分之一减去轴颈的圆度值后的数值,即为曲轴的弯曲度值。
② 扭曲的检查。上述检查弯曲以后,接下来进行扭曲的检查。保持曲轴中心线与平台平行,将连杆轴颈转到水平位置,用百分表测量同一水平面内第一、第四两连杆轴颈的高度差,即为曲轴的扭曲度。
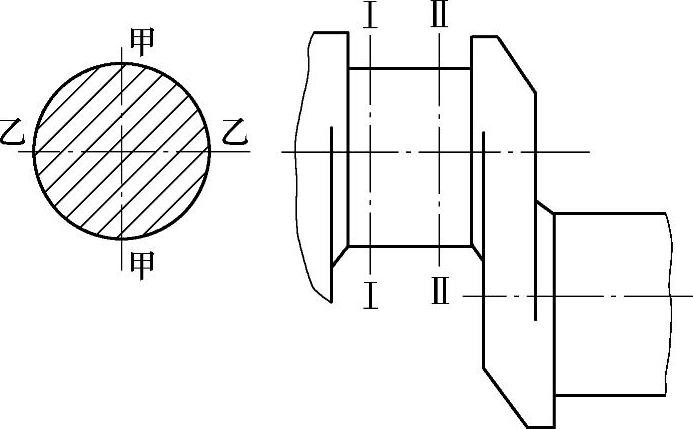
图8-24 曲轴轴颈测量位置
(2)曲轴的修理方法(https://www.xing528.com)
1)轴颈表面拉伤、刮伤或粘附有合金,可用细砂布磨光使用;对于曲轴轴颈局部轻微磨损的情况,可采用手工锉修和光整修磨。
2)轴颈与轴瓦的配合间隙过大,但曲轴轴颈的磨损,其圆度和圆柱度仍在许可磨损范围内,可更换新轴瓦能满足技术要求的,则可继续使用。
3)轴颈表面有轴向较浅的划痕,或轴颈的圆度和圆柱度超过磨损极限值,可用曲轴磨床来光磨轴颈,消除轴颈的椭圆和锥度,即将曲轴“磨圆为止”,并加大相应尺寸轴瓦,即选配修理尺寸轴瓦继续使用。
曲轴轴颈的磨削是按修理尺寸进行的,每级尺寸差为0.125~0.25mm,轴颈直径最大减小量一般不得超过原轴颈标准直径的3%。曲轴轴颈的磨削一般在曲轴磨床进行,并需要高级技工人员精心操作。
4)曲轴上有横向裂纹,易引起曲轴发生断裂,应将该曲轴报废处理。
5)曲轴弯曲的校正。当曲轴直线度小于0.2mm时,可通过轴颈的磨修将轴磨直;如果弯曲度超过0.2mm时,则必须先校直再磨削,否则,将增大磨削量,影响到曲轴的强度。用冷校法校正曲轴弯曲的工艺如下:
① 正确选择支承点和压力点。一般以曲轴两端主轴颈作支承,中间主轴颈作压力点。
② 将曲轴置于20t左右的油压机下,用衬有铜垫的特制V形架支承曲轴两端主轴颈。
③ 为了不压伤轴颈表面,在中间主轴颈上垫以铜垫。朝着曲轴弯曲的反方向对中间主轴颈加压,使其产生微量的塑性残余变形,而使曲轴得到校直。
④ 校直时油压机的加压量,应使曲轴朝着弯曲的反方向弯下其直线度的10~15倍,且在加压适度后停留1~2min。在加压轴颈的下方,放一个百分表,以测量加压时的变形量。
注意:当曲轴的弯曲量较大时,校直必须分多次进行,以免一次加压变形量过大而使曲轴断裂。球墨铸铁比中碳钢曲轴韧性差,加压时其变形量不宜太大。
6)曲轴扭曲的校正。曲轴扭曲变形的校正较为困难,一般不予校正。扭曲度在0.5mm以内,可通过磨轴予以减小或消除;扭曲度过大,则以报废处理。
(3)键槽的修理 键槽磨损或损坏后,可扩铣键槽,并配以相应尺寸的新键。如S195型、S1100型柴油机,曲轴飞轮键槽的磨损、损坏过大时,可在间隔180°或90°处重开键槽(飞轮也在相对应处重开键槽,以保持原装配位置,同时修改飞轮轮缘刻度,重新打上正确的记号),并更换新的键。
(4)曲轴锥面磨损成“V”形沟槽的维修 当曲轴的轴颈磨损成“V”形沟槽,使更换的新油封唇口与轴颈接触压力下降,不能封油时,可选用AR—5双组分胶粘剂来粘补修复,既简便可靠,又耐磨。也可采用油封移位的方法来弥补,其方法是:一般橡胶油封,可加垫片将油封向前或向后移位,错开轴颈上的磨损沟槽。而限位骨架式油封可将骨架前端壳体车削,磨掉1.5~2mm,再加垫移位。若油封外圆与轴承座孔配合松动时,可用尺寸恢复胶修复。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。