



(1)连杆主要的缺陷及产生原因 连杆最易产生的主要缺陷是弯曲、扭曲、双重弯曲。有时也会遇到连杆大、小端孔磨损、螺栓孔磨损、连杆大端分解面损伤、连杆裂纹等。
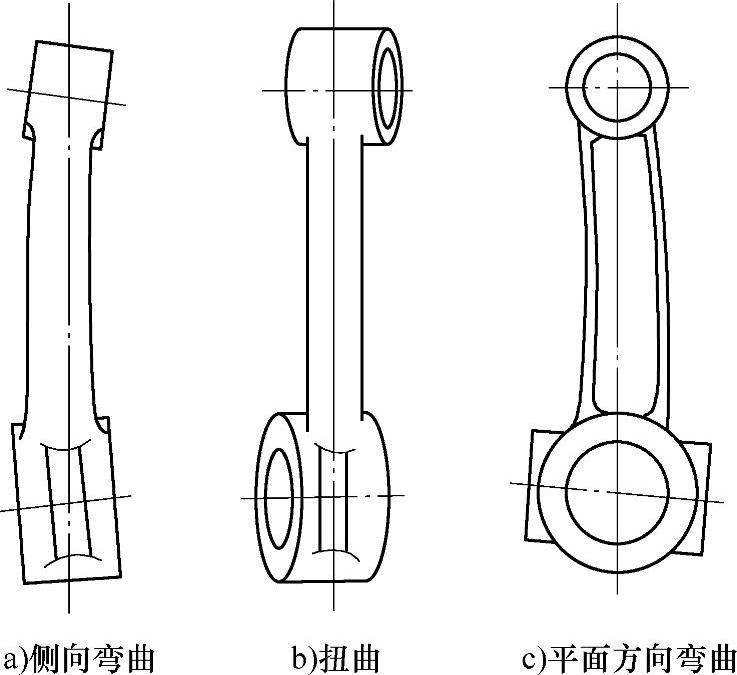
图8-11 连杆的变形特征
1)连杆变形。连杆产生弯曲、扭曲、双重弯曲的总称为连杆变形。双重弯曲就是连杆既有弯曲、又有扭曲两种变形。连杆变形的特征如图8-11所示。连杆变形的原因有以下几点:
① 柴油机在工作中发生“捣缸”事故,如气门掉入气缸内,引发零件撞击,使连杆变形。
② 由于活塞和气缸配合间隙过小,使活塞受热后卡死在缸套内,将连杆拉伸或压弯。
③ 在修理时,将连杆夹在台虎钳上,多次扭紧或扭松连杆螺栓,使连杆变形。
④ 制造质量差,连杆杆身刚度不足,造成连杆弯曲变形。
⑤ 装配不当,使压缩系统零件配合间隙过大,零件受冲击易产生疲劳弯曲;使用调整不当,如突然加大油门、供油时间不对等。
连杆发生弯曲和扭曲后,会引起活塞和缸套不正常磨损,如偏磨严重、缸套磨成腰鼓形或其他奇特形状等,并加速缸套、连杆轴颈和轴瓦的磨损。
2)连杆大、小端孔磨损。
① 由于连杆大端孔与轴瓦、连杆小端孔与衬套的配合紧度不够、配合松弛,或者是因配合表面加工粗糙,引起衬套在座孔内窜动或转动而磨损;
② 连杆衬套与活塞销配合间隙过小,受热膨胀引起抓粘磨损,严重时两者粘结,使连杆衬套转动。
③ 润滑不良,发生烧瓦抱轴,迫使连杆轴承转动,轴承与孔内表面发生干摩擦。
连杆大、小端孔磨损,破坏配合关系,严重时发出敲击声。
3)连杆大端分解面和连杆螺栓的机械损伤。大多数是由于多次拆装、装配不当引起的,如拧紧连杆螺栓时力矩过小;或者是因拧紧连杆螺栓时力矩过大,使连杆螺栓塑性变形,连杆螺栓被拉伸后反而紧度减弱,从而导致分解面磨损。连杆大端分解面磨损后,会影响连杆轴承的装配间隙。
(2)连杆的检查、鉴定及修理
1)连杆的检查与测量。
① 对连杆及螺栓进行外观检查,查看连杆及连杆盖接合平面是否有损伤;连杆螺栓螺纹是否完好,是否有拉长、脱扣、损伤及裂纹等缺陷,
② 检查连杆小端孔与连杆衬套外径是否磨损松动。检查方法是:当连杆小头的衬套销孔磨损超出规定极限,将衬套拆出时会感到很容易,或者将新的衬套插入连杆小端孔中时不费吹灰之力,而且新的衬套可以在连杆小端孔中转动,则说明连杆小端孔磨损,使孔径增大。也可先观察连杆小端孔是否有磨损痕迹,再用内径百分表检查大小端孔的圆柱度和圆度。S195型柴油机,连杆小端孔标准尺寸为ϕ(39±0.027)mm,圆柱度标准值为0.015,圆度允许值为0.03mm。

图8-12 连杆弯曲检验
若小端孔磨损,有条件的话,可采用铰削或镗削加大孔径,配以相应尺寸的衬套;当没有条件时,只能将旧连杆报废处理,更换新的连杆。
若大端孔磨损,有条件的话,可在上下盖接合面铣削一层薄薄金属,从而缩小内径,再经过镗削恢复标准尺寸。当没有条件时,只能将旧连杆报废处理,更换新的连杆。
③ 检查连杆是否有弯曲和扭曲变形。连杆弯曲,一般产生在大、小端中心线所形成的平面内。若有弯曲,连杆大、小端孔中心线即不平行;若有扭曲,则使连杆大、小端孔中心线不处在一个平面内。在连杆检验器上检查连杆的弯曲和扭曲,就是用这个原理。在连杆检验器上检验其弯曲度和扭曲度,如图8-12、图8-13所示,其弯曲度和扭曲度不能大于0.05mm,否则应进行校正。
④ 用连杆检验器检查连杆是否变形的方法。

图8-13 连杆扭曲检验(https://www.xing528.com)
a.检验所用的器具:一块平板,一对V形块,一个百分表及支架,装入连杆大、小端孔的精制圆轴各一根(称为检验销)。
b.测量方法:按记号将连杆盖装入连杆大端,并按规定力矩将连杆螺栓拧紧;分别将检验销插入连杆大、小端孔,并使检验销伸出两端孔的长度基本相等。
c.将连杆固定在两块V形块上,用百分表测量连杆小端检验销两端的高度,如图8-12所示。若连杆有弯曲变形,则两端有明显的高度差。
d.检验连杆扭曲时将连杆横放在V形块上,用百分表测量连杆小端检验销两端的高度。若连杆小端有明显的高度差,则说明连杆扭曲变形。测量方法如图8-13所示。
e.用连杆检查仪检验连杆是否有双重弯曲,测量方法如图8-14所示。
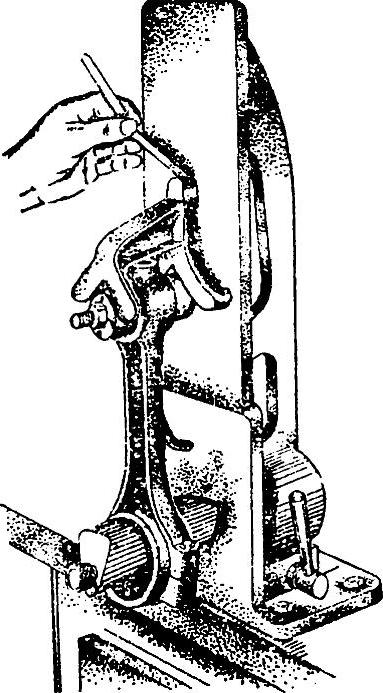
图8-14 用连杆检查仪检查连杆
⑤ 将连杆放在玻璃板上用塞尺检查。装好连杆盖,并按规定要求拧紧连杆螺栓。将连杆平放在玻璃板上,压住连杆大端,用塞尺测量连杆小端侧面至玻璃板的距离,记下所测得的数据X;把连杆翻面平放在玻璃板上,用相同的方法测得另一个数据Y。当X与Y的差小于0.03mm时,则说明连杆的弯曲量在公差范围,不必要校正;当X与Y的差,大于0.03mm而小于0.06mm时,则说明连杆已有微量变形,但影响不大可继续使用;当X与Y的差超过0.1mm时,则说明连杆弯曲量较大,需要校正才能使用。
2)连杆弯曲、扭曲的校正。连杆弯曲、扭曲的校正,一般利用检验器的附属工具(也称为连杆校正器)来校正连杆,如图8-15所示。连杆校正器分为扭曲校正器和弯曲校正器。校正时,以螺旋杠杆在弯曲、扭曲变形的反方向施加压力。
若手上没有检验器校正工具,其弯曲度可用压床来校直,其扭曲度可将连杆夹在台虎钳上来校正。若连杆存在双重弯曲,校正的原则是:先校正扭曲变形,后校直弯曲变形。
① 用台虎钳校正连杆扭曲变形的方法。
a.先将连杆上的衬套和轴瓦拆掉,再把连杆盖装回原位,并按标准力矩拧紧连杆螺栓。
b.将台虎钳口打开,用两块软金属片垫在台虎钳口两侧,把连杆大头置于软金属的中间,以避免连杆大头端面的损伤。然后,旋紧台虎钳夹住连杆大头。
c.再用铁棒穿入连杆小头孔中,然后使劲扭转铁棒进行校正,如图8-16所示。扭转铁棒时,用力应适当,反复校正,反复检查,合格为止。

图8-15 用连杆校正器校正连杆的弯曲
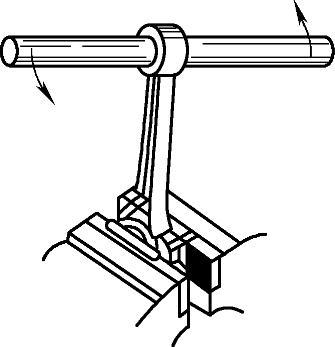
图8-16 用加力杆校正连杆的扭曲
② 用台虎钳校正连杆弯曲变形的方法。
a.先将台虎钳口张开,再把连杆杆身横放在虎钳口内。
b.用三根旧的活塞销,一根垫在连杆弯曲的背面,另两根分别放在连杆翘曲的两端,拧紧台虎钳,使钳口夹住三根旧的活塞销和连杆。校正方法如图8-17所示。
c.用力逐渐旋紧台虎钳,使钳口对连杆施加压力,直至校正。校正后,应再次检验,反复几次,直至合格后再装配使用。
连杆校正后,在杆身中存在残留应力,因此必须将连杆加热至400~500℃,保温0.5~1h,以消除残留应力,防止在工作中恢复弯曲状态。
对于已弯曲、扭曲的连杆,无条件校正的,只能将旧连杆报废处理,更换新的连杆。还有双重弯曲的校正比较困难,当双重弯曲超过规定值时,应予更换新件。

图8-17 在台虎钳上校正连杆的弯曲
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。