



(1)活塞环的磨损特点 活塞环是磨损最快的零件,特别是第一道环磨损最为严重,气环的磨损量都大于油环的磨损量。活塞环的磨损主要是外圆面磨损和上、下平面的磨损。活塞环磨损后,使开口间隙和边间隙增大,弹性减弱,造成活塞环与活塞环槽、气缸壁密封不严,产生漏气和机油窜烧,使柴油机机油、燃油消耗量增加,功率下降。由于机油窜烧使缸内积炭增多,又会使压缩系统零件加速磨损,导致恶性循环。
活塞环磨损后一般都不予修理,而是采用更换新件的方法。不论新更换的活塞环,还是合格可继续使用的旧环,都应对其弹力、边间隙、开口间隙、背隙及漏光度五项进行检查与修整。
(2)活塞环的检查与修整 为了确保活塞环与活塞环槽、气缸套的良好配合,提高气缸内的密封性,必须选用与气缸套、活塞环槽同级修理尺寸的活塞环,并进行以下检查与修整。活塞环修理尺寸级差有:标准0.00mm、加大0.25mm、加大0.50mm、加大0.75mm等。目前,农机市场上,只有标准0.00mm和加大0.25mm两种级差的活塞环。
1)开口间隙的检查与修整。活塞和活塞环装入气缸套后,接口处要有一定的间隙,以便活塞和活塞环受热后有膨胀的余地。其接口处的间隙称为开口间隙。S195柴油机,活塞环的开口间隙:第一道气环为0.3~0.4mm;第二、三道气环为0.25~0.35mm;磨损极限为2.00mm。
开口间隙过大或过小,对柴油机的性能有很大的影响。开口间隙过大,环的密封性差,造成漏气窜油,使压缩压力减弱;开口间隙过小,活塞环受热后使开口间隙消失,环的开口两端面互相顶撞,引发“拉缸”故障。严重时发生活塞环卡死、折断等现象。
开口间隙的检查:将活塞环放入气缸套内,用活塞把活塞环推到缸套磨损的最大位置,一般离气缸套上端20~30mm处。如果更换新气缸套,可在任何一个位置,并使活塞环平行于气缸套的上端面。然后用适当厚度的塞尺插入接口处的间隙,来回拉动稍有些阻力即可,塞尺的厚度就是活塞环的开口间隙。活塞环开口间隙的检查如图8-3所示。
开口间隙的修整:如果开口间隙过大,则不能使用;如果开口间隙过小,可用细平锉刀锉磨活塞环的端面,加以修整,增大间隙,如图8-4所示。锉磨时,要注意保持接口平直,锉磨后的端面必须平整,接合严密。否则,易产生拉缸或漏气。
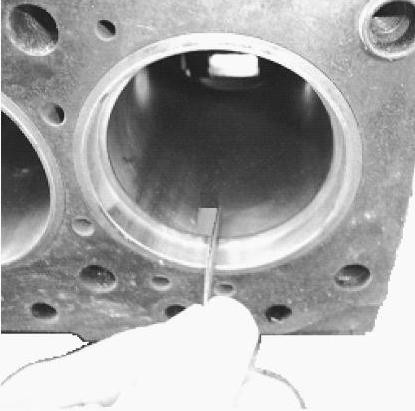
图8-3 开口间隙的检查

图8-4 用锉刀修整活塞环开口间隙的方法
2)边间隙的检查与修整。活塞环装入环槽后,环和环槽之间要有一定的间隙,使活塞环能在环槽中自由活动,以防卡死。活塞环和环槽内的上、下间隙称为边间隙(或叫侧隙)。S195柴油机,活塞环的边间隙:第一道气环为0.05~0.095mm;第二、三道气环为0.03~0.07mm;磨损极限是0.18mm。
边间隙过大或过小,对柴油机的性能影响较大。若边间隙过大,活塞环对活塞环槽的冲击、撞击也随之增大,磨损的速度也加快,机油窜烧增加,燃烧室积炭严重。若边间隙过小,活塞环受热后会卡死在环槽内,失去弹性,失去密封作用。

图8-5 边间隙的测量方法
边间隙的检查:将活塞环放在环槽中用塞尺测量,测量方法如图8-5所示。也可将活塞环装入活塞环槽后,用手转动活塞环,活塞环能在环槽中整周滚动,没有卡滞现象,就可使用。若间隙过大,就不能使用;若间隙过小,要进行修整。其方法是:先在玻璃上固定00号细砂布,将要修整的活塞环平放在细砂布上;再用几个手指按住活塞环,并使几个手指压力均匀,以防活塞环研磨后厚薄不匀;然后,在砂布上以“8”字形不断推磨,使活塞环的厚度减少,如图8-6所示。研磨过程中,随时检查边间隙,不能磨得过薄。
注意:活塞环只允许研磨一面,且把它装上活塞时,应把研磨一面朝下。
3)背隙的检查。活塞环的径向厚度与环槽的深度之差,就是活塞环的背隙。如果活塞环在环槽中没有背隙,也会引起拉缸。将环压入环槽底部,环的外圆面应低于环槽的外圆面,即活塞环一般应低于环槽岸边0~0.35mm,否则不可装环入槽。如图8-7所示,X值为活塞环的背隙。
背隙过大或过小,对柴油机的性能也有一定的影响。背隙过大时,极易漏气和漏油;背隙过小(环凸出环槽外)时,容易使活塞环与槽底发生碰撞、磨损,或造成活塞环卡死。为此,对活塞环背隙的检查也不能马虎。(https://www.xing528.com)

图8-6 间隙过小的修磨
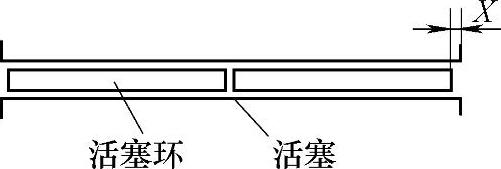
图8-7 活塞环背隙的测量方法
4)活塞环弹力的检查。活塞环的弹力是保证气缸密封性的主要条件之一。活塞环的弹力是建立背压的首要条件,也是保证气缸密封性的必要条件。弹力过大,磨损加快;弹力过小,气缸密封性下降。
方法一。有条件的,最好在弹力检查仪上进行测定。活塞环的开口处于水平位置,当压缩到标准开口间隙时,弹力应在规定值范围内。S195柴油机,气环的弹力不低于30~50N,油环的弹力不低于40~60N。
方法二。如图8-8所示,将被测的活塞坏和新活塞环直立在一起,环口向侧面且处于水平位置,用手从上面往下压。若被测活塞环的环口端面已闭合接触,而新活塞环口端面还有一段距离(或一定间隙),则说明被测的活塞环弹力已经减弱。两者开口间隙差别越大,说明被测的活塞环的弹力越弱。
5)活塞环漏光度的检查。新活塞环与气缸壁在未磨合之前,环的外圆表面不可能与气缸壁完全贴合,不贴合处与缸壁形成间隙,此间隙可通过灯光进行检查,称为漏光度的检查。
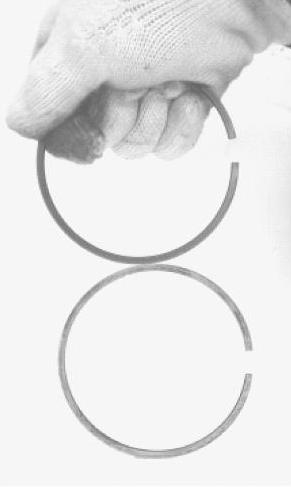
图8-8 活塞环弹力的简易检查
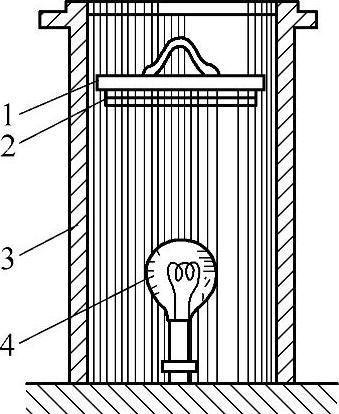
图8-9 活塞环漏光度的检查方法
1—遮光板 2—活塞环 3—气缸套 4—灯泡
如图8-9所示,将被测的活塞环平放在标准的气缸套内,在缸套孔内底部装好带灯座和开关的灯头,把遮光板盖在活塞环上,接通电路,观察环与缸壁之间的漏光缝隙。一般柴油机活塞环漏光度的要求:整个圆周上的漏光处不得超过两处;距离环的开口两侧30°范围内不允许有漏光;漏光处的光隙宽度不超过0.03mm,光隙弧长所对的圆心的角不得超过30°。当漏光间隙在0.015mm以下时,其弧度允许放宽到120°。
6)活塞环端面翘曲度的检验。活塞环的端面与活塞环槽的上、下端面的贴合是环的第二密封面。若贴合不良,也会造成漏气。为此,有必要对活塞环端面的平面度进行检验。①采用简易方法检验:将活塞环自由平放在玻璃板上,观察其接触情况或平面漏光情况,决定能否使用。②精确的检验方法:制造两块精度很高的平板,两块平板安装应平行,空间距离为活塞环的厚度+0.05mm。检验时,若活塞环能顺利地通过两块平行板的间距,说明活塞环端面平面度合适。
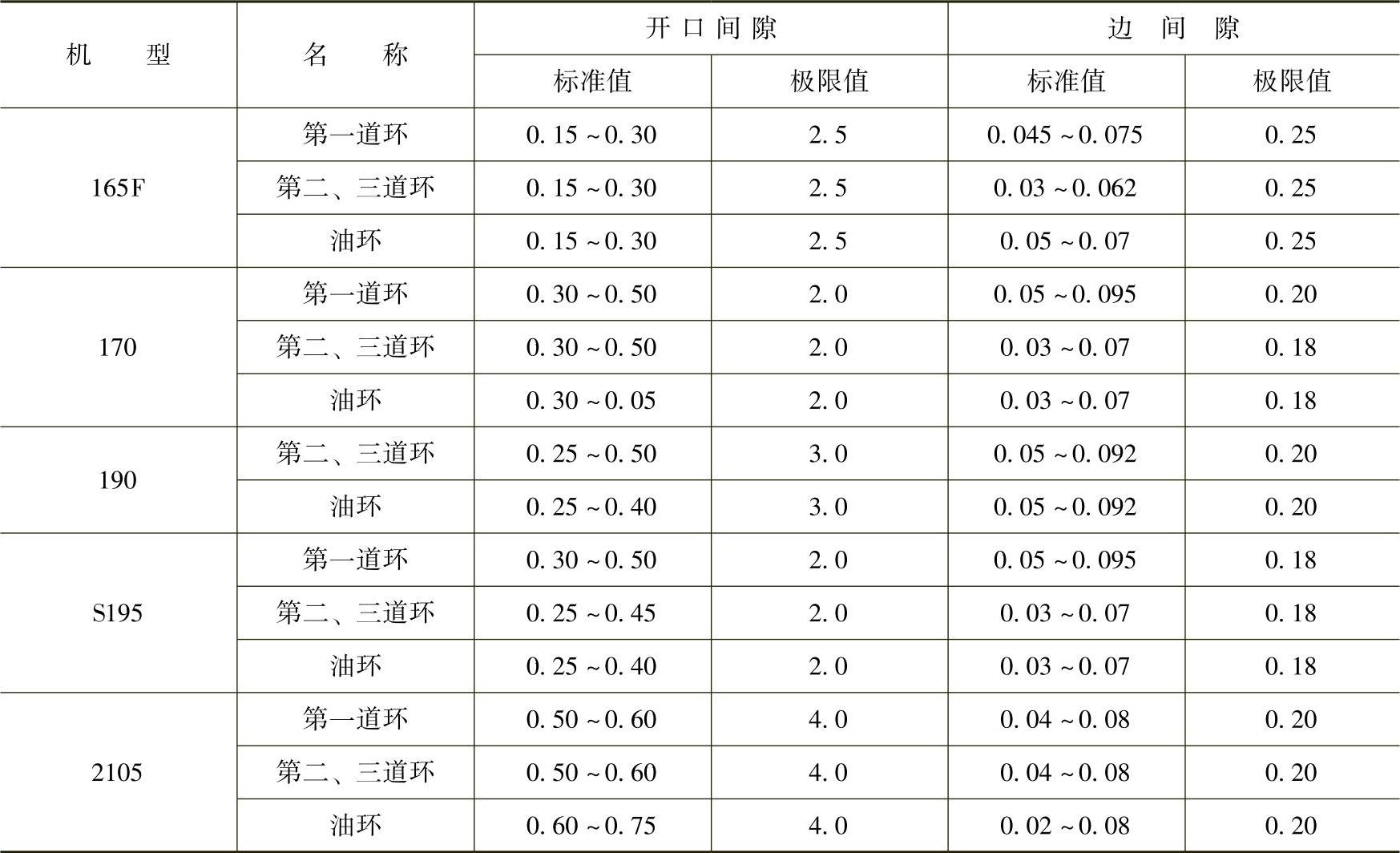
常见小型柴油机活塞环开口间隙、边间隙见表8-1。
表8-1 活塞环开口间隙、边间隙
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。