



(1)气缸盖裂纹的检查、鉴定
1)通过日常保养,检查散热器的水位和水质、油底壳油面高度和油质有无变化。
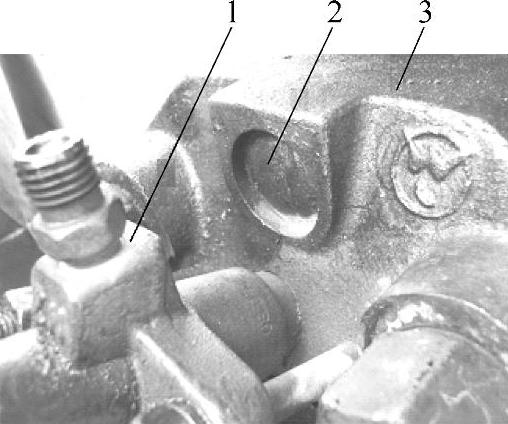
图7-7 闷头安装位置
1—喷油器 2—闷头 3—气缸盖
2)观察排气管冒烟情况,若排气呈白色,并喷出烟雾,大多是气缸漏水。
3)用着色法检查。先将65%的煤油、30%的变压器油、5%松节油、少量红丹油放入容器里混合成着色溶液,再把气缸盖放入着色溶液浸泡,使油液渗入到零件上有裂纹或疏松的地方,10min后取出,擦净可疑表面,立即涂上一层白粉。用小锤轻轻敲击零件,浸入缺陷中的溶液就会渗出,显示出裂纹部位。
(2)气缸盖裂纹的修理 气缸盖裂纹处于受力较大的部位,应选用电焊修复;裂纹处于受力不大的部位可采用胶补法修复。
1)采用电焊热焊修理 农用柴油机气缸盖为灰口铸铁件,焊接性能差,焊缝易出现白口和裂纹。为此,气缸盖裂纹的修复常采用电焊热焊修理法。
焊条应选择直径为Ф2.5~4mm的铸208或铸308纯镍焊条;采用直流反接(即工件接负极),焊接电流按表7-1选用。焊前,在裂纹两端钻止裂孔,再用砂轮沿裂纹开坡口;预热时,可用焊炬对气缸盖的被焊部位进行加热(预热温度在400~500℃);焊接时,保持焊缝四周的温度不变,采用一次焊完的方法;焊后将被焊部位加热到600℃左右,保温15~20min,然后在室内自然冷却,使金属组织收缩均匀,减少焊件内应力,防止焊缝出现变形或裂纹。
表7-1 焊条直径与焊接电流的选择

电焊热焊的特点是:将被焊部位用焊炬加热后,迅速把焊缝焊接完毕,热影响区小,不会引起变形和开裂。例如:当机体螺栓孔滑扣后,可用此法将螺栓孔焊死,再重新钻孔、攻螺纹。
2)采用电焊冷焊修理。当气缸盖裂纹较深时,可采用电焊冷焊的修补。其方法如下:
①焊前的清洗。用四氯化碳对裂纹部位进行清洗;或将缸盖放入碱性溶液中加热至沸腾,除掉裂纹中的油污,再用清水冲洗。
②开坡口。用直径3~4mm的钻头沿裂纹钻出一排透孔,再用微型砂轮沿裂纹开V形坡口,宽为4~6mm,深度为3~4mm,如图7-8所示。坡口形状尺寸见表7-2。这样,焊道比较平整,可提高金属结合强度,有利于排气,防止气孔的产生。
表7-2 电焊修补裂纹时开坡口的形状尺寸

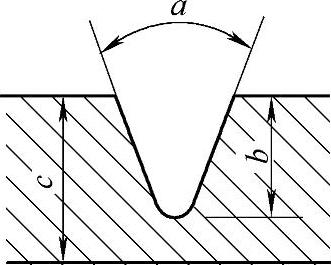
图7-8 开坡口的形状
③ 采用直流反接,即工件接负极,焊钳接正极。使焊接电弧保持稳定,以减少焊接热影响。
④ 焊条与电流的选择。选用铸308焊条,焊接电流按表7-1选用,尽量选用较小的电流,以减少焊接热影响。焊前应将焊条烘干后再使用,以免出现气孔。
⑤ 施焊方法:焊程为15mm,焊层为单层。为了最大限度地减少焊接热影响,避免焊接温度过高形成白口、出现裂纹,焊程长度不能过长(一般不超过20mm)。可采用“一点一点”的焊接方法。即每焊一点(直径约15mm)就用小锤轻轻敲打焊层,帮助焊层收缩,消除内应力,使金属组织紧密。待焊层冷却到50~60℃(用手摸不感到烫手)时,迅速将焊渣清除,再焊下一点。
若有条件,焊之前,用氧乙炔中性火焰将焊口两侧局部加热至150~250℃。这样的好处一是使水分蒸发,除掉水分;二是预热缸盖,减少温差,能防止焊接时金属组织因胀缩产生裂纹、剥离。
⑥ 施焊中,运动焊条应少许摆动,前后推进。每次熄弧前,应使焊条稍向后移动。
⑦ 焊完冷却后清渣,检查裂纹焊修质量。合格时,进行磨削加工。
3)采用胶粘剂修补。当气缸盖“鼻梁”处产生裂纹时,可采用胶粘剂修补。其方法如下:
① 沿裂纹中心开一条燕尾槽。找一个旧缸盖锯开,按燕尾槽的尺寸加工镶块,镶块与槽的配合间隙为0.05~0.15mm。
② 胶粘剂按1mL浓缩磷酸氢氧化铝溶液中加入3.5~4.5g氧化铜粉的比例,调配成糊状待用。
③ 粘合时,用丙酮彻底清洗胶合处,吹干后,把胶粘剂均匀地涂在燕尾槽与镶块的粘结面上,再将镶块平行地推入燕尾槽内。
④ 在室温下固化2h后,再用一个红外线灯泡把缸盖表面加温至80℃左右,固化3~4h。修补后,按气缸盖工艺要求进行必要的机械加工,就可使用。
(3)气缸盖下平面翘曲变形的检查、鉴定及修理(https://www.xing528.com)
1)检查方法。
① 用百分表检查。把气门导管、摇臂座螺栓、喷油器固定螺栓拆下后,将气缸盖放在平台上,使被测的平面朝上;将百分表和支架放在平台上,使测头抵住缸盖平面;调整指针为“0”,然后平行移动表架,观察表头指针的变化;分多点测量,测出平面度,如图7-9所示。气缸盖与气缸体接合的平面度,一般不能超过0.15mm,超过此值时,也需要进行磨修。此法也可以用于对缸体平面度的检查。
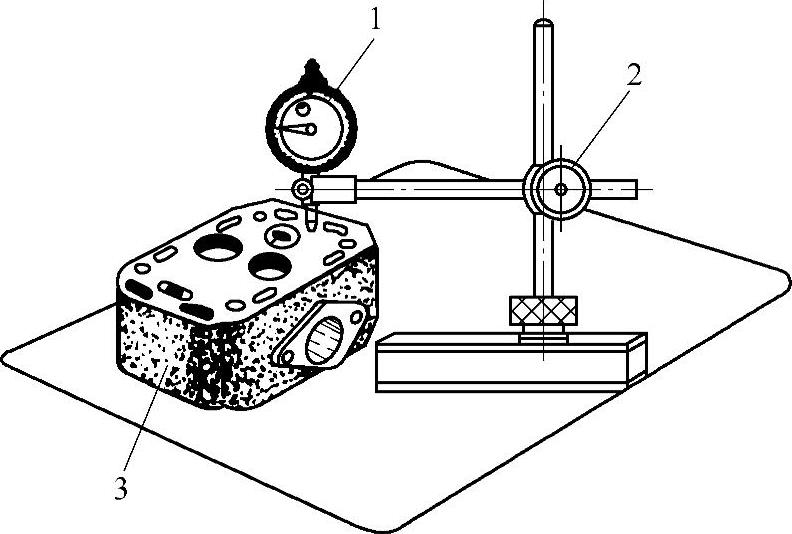
图7-9 平面度的测量
1—百分表 2—支架 3—气缸盖
② 用检验平尺检查。将被测气缸盖放在工作台上,把检验平尺放在被检查的平面上,选择不同的位置,左右移动平尺,用塞尺测量平尺与平面未接触部位(漏光缝隙),间隙的大小,即塞尺塞入的最大值即为平面度,如图7-3所示。小型柴油机气缸盖一般平面度的允许值为0.08mm,极限值为0.12mm。当平面度超过允许值时,应予以修理。
③ 用平台着色法检查。其方法与检查气缸体平面翘曲的方法相同。
2)修理方法。气缸盖变形的修理和气缸体的修理相似,常用的方法有以下几种:
① 当平面度较大时,可在气缸体上平面与气缸盖下平面之间(或者在尺寸适当的铸铁平板),涂上研磨膏(一般用气门砂与机油调和而成),使两平面直接互相研磨,以消除平面度超差。
② 当有较小的局部不平时,可用金刚砂轮平面与缸体或缸盖平面合放,用手操作砂轮来回推动磨削,直至磨平为止。
③ 用铲削法。先将缸体或缸盖平面和平板清洗干净,在平板上均匀地涂上一层红丹油,再把平板盖在缸体或缸盖平面上来回推动几次,拿起平板,当看到缸体或缸盖平面某部分显示出红丹油的印痕,即为翘曲的突出部分。然后用铲刀或刮刀削去不平的部分,以达到技术要求为止。
④ 用铣削或磨削法。当平面度超差较大时,可在铣床上进行铣削,或在磨床上进行磨削整平。
注意:气缸盖变形经过修磨后,厚度会变薄,燃烧窒容积随之减少,压缩比也随之增大。因此,要采取相应措施来弥补,如增厚气缸垫或镗削燃烧室等。总之,对气缸盖的铣削量,一般不能超过2~2.5mm,以防带来不利的因素。
(4)气门座圈与座圈孔配合松动的检查、修理
1)气门座圈与座圈孔配合松动的检查:①将旧气门座圈拆卸后,把缸盖座孔清理干净,放入更新的气门座圈。若用手能扭转气门座圈,则说明气门座圈与座圈孔配合松动。②安装气门座圈,把气门座圈压入缸盖孔时,不费吹灰之力;当用呆扳手撬动气门座圈时,不费劲就能把气门座圈卸下来,说明气门座圈与座圈孔配合松动,应予修理。
2)气门座圈松动的修理。
方法一,加大尺寸法。即重新车制加工气门座圈。只需稍微加大气门座圈的外径尺寸,提高其配合紧度,实际尺寸应根据气门座孔的孔径尺寸来确定。冷镶时过盈量为0.10~0.15mm,热镶时过盈量为0.2~0.25mm。气门座圈其余的尺寸,如高度、内径、斜面、角度等技术要求应和原来的气门座圈相同。笔者常选用S195型柴油机的废旧曲轴作材料来车制气门座圈,使用效果很好。
方法二,胶粘法。即选购原来型号的气门座圈,用磷酸-氧化铜无机胶粘接,具体操作方法是:
① 表面处理。将缸盖座圈孔的脏污、积炭清除干净,再用砂布打磨座孔,以降低表面粗糙度。然后,用脱脂棉沾上丙酮或天那水擦去接合面上的油渍,更有利于胶粘的结合。同时,把新的气门座圈洗净擦干。
② 配制磷酸-氧化铜无机胶,即按1mL磷酸溶液加入3.5~4.5g氧化铜粉配比,用竹片搅拌均匀。
③ 将配制的粘胶厚薄均匀地涂在座孔与座圈的接合面上,把座圈装入座孔内,再用小锤轻轻敲击座圈,经过振动使粘胶充分填满缝隙。
④ 用喷灯烘,烘时应慢慢从缸盖未涂胶的部位开始,逐渐向气门座圈烘烤,使粘胶厚薄均匀。也可在室温下放置3~4h,使之自然固化。
(5)涡流室镶块的检查、修理
1)涡流室镶块的检查:①用肉眼观察,若在主喷孔周围有裂纹,裂纹长度为3~4mm,应更换新镶块;②检查镶块与座孔的配合,用手能感觉到它们的间隙大小,其方法与检查气门座圈与座圈孔的配合方法相同。
2)镶块松动的修复。
方法一。在电焊机上用焊钳夹一段直径为3~5mm的铜丝,或者一段直径为6mm的铜管,将镶块外圆配合表面全部拉毛,拉毛后可直接将镶块压入缸盖座孔中。
方法二。用磷酸-氧化铜无机胶粘接。按使用说明书要求,清除接合面上的油污和杂质,配制粘胶(按1mL磷酸溶液加3.5~4.5g氧化铜粉),涂胶粘接后用小锤轻轻敲打镶块,使粘胶充分填满缝隙,再用喷灯烘烤或在室温下自然凝固3~4 h,即可使用。
注意:疏通主喷孔和起动喷孔,以免胶粘堵塞。
(6)缸盖闷头损坏的检查、更换
1)缸盖闷头损坏的检查。对柴油机进行保养时,不能忽视对缸盖闷头的观察。检查闷头与座孔处是否有渗漏,必要时,用小铁锤对闷头表面轻轻敲打检验,若闷头被水垢腐蚀严重,闷头会出现破洞。此时,应更换缸盖闷头。
2)闷头的更换。先用螺钉旋具将缸盖的闷头撬出,然后,将缸盖座孔内的污垢清除干净,必要时用砂布打磨座孔,再在座孔表面涂一层磁漆。闷头表面像一个球冠,如图1-9b所示。装入缸盖座孔后,用锤子敲击闷头表面,金属闷头产生塑性变形,其外缘向外扩张,使闷头外缘与缸盖座孔有一定的紧度,防止闷头在工作中自行脱落。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。