



(1)机体裂纹的检查、鉴定及修理
1)机体裂纹的检查:①若机体外部裂纹较大,用肉眼就能看见;②在可疑裂纹的部位注入少量的煤油,使煤油渗入裂纹的缝隙,0.5h后,擦干机体表面的油迹,再撒上一层薄薄的白粉(或者是粉笔粉)。如有裂纹,会显示出一条黑色的痕迹,这是裂纹里的油迹滋润白粉的结果。
2)机体裂纹的修理。若机体裂纹是在外面薄壁部位,可用补板法或胶补法修补。
① 补板法。先修平所需补板部位,在裂纹两端钻ϕ4~5mm的止裂孔;选厚度为2~4mm的补板,其长和宽以能盖住裂纹边缘20~25mm为宜;如果修补的表面不平,应将补板贴合在裂纹的部位,用锤子轻轻敲击,使补板与裂纹处表面起伏相吻合,以保证补板的牢靠;用直径为3~5mm的钻头在补板的周围钻孔,使孔与孔之间的距离为15~20mm;将补板盖在裂纹部位,以补板的孔为准,在相应的机体上钻孔、攻螺纹;在补板和机体裂纹部位垫一层石棉垫片,并在垫片上涂密封胶,用螺钉将补板紧紧压固在机体裂纹处表面上,如图7-2所示。
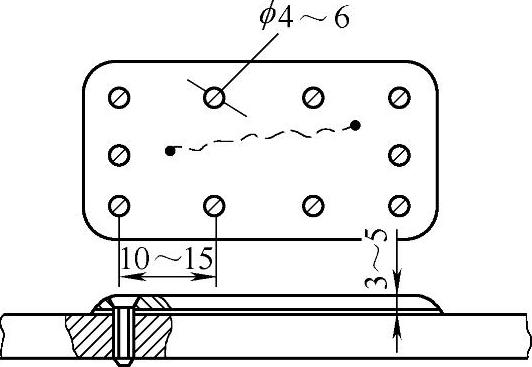
图7-2 机体裂纹补板
② 胶补法。用农机1号粘补胶,按其使用说明要求进行胶补。具体方法是:
a.用粗砂布打磨,除去气缸体裂纹周围的油漆或锈蚀,打磨的面积是:长度为超过裂纹两端点30mm,宽度为30mm。
b.用微型砂轮机对裂纹磨削,在裂纹中开出深度为2mm、宽度为3mm的V形槽,并在裂纹两端点钻止裂孔,直径为3~4mm。
c.用汽油将裂纹周围的油污清洗干净,晾干后再用酒精擦拭一次。
d.按使用说明要求调配粘补胶。
e.将调配好的粘补胶填充止裂孔和V形槽,再将布料(其长×宽应比裂纹大出10~20mm)涂上粘补胶,把布料覆盖在裂纹上。再涂胶,再覆盖布料,然后,在布料外面涂一层均匀的粘补胶。
f.在室内固化24h后即可使用。
(2)平面翘曲变形的检查、鉴定及修理
1)机体平面翘曲变形的检查、鉴定。①拆掉缸盖螺栓、缸套,用一平尺放在接合平面上,观察平尺与机体平面之间的漏光情况,或者用塞尺塞入平尺与平面未贴合部位测量缝隙的大小,如图7-3所示,要求在50mm长度内缝隙值小过0.03mm。若超过此值,应对气缸平面进行磨削或铣削。②也可在气缸盖上涂抹红丹油,再与缸体平面推磨,检查接触印痕。
气缸体一般平面度的允许值为0.10~0.15mm,极限值为0.2~0.25mm。
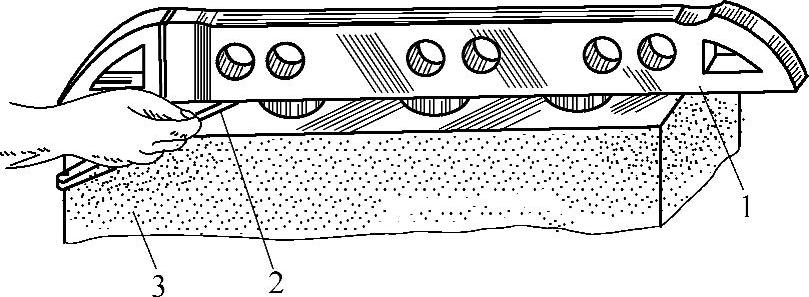
图7-3 缸体平面检查
1—检验平尺 2—塞尺 3—缸体
2)机体平面翘曲的修理:①若平面度偏差较小,而且是局部的,可采用刮削或锉削的方法修复,即用钳工刮刀将高出部分刮掉;②当平面度超过0.15mm/m时,可用平台着色拖研,或者自制曲柄连杆机构带动气缸盖,以气缸体为底座,在气缸体上平面与气缸盖之间加研磨砂,进行往复研磨;③当平面度大于0.25mm/m时,应采用磨床或铣床对气缸平面进行磨削或铣削,但切削量不应大于0.5mm。
注意:气缸体上平面经过多次磨削或铣削,其平面到曲轴座孔中心距离会缩短,这就可能引起柴油机的压缩比升高和发生气门碰撞活塞顶的现象。因此,气缸体上平面修削最多不得超过0.50mm。(https://www.xing528.com)
(3)轴孔磨损的检查、鉴定及修理
1)轴孔磨损的检查、鉴定。①用肉眼观察,若孔内表面有斑花,则是振动冲击引起的磨损;若孔内表面有沟环,则是转动引起的磨损。②将轴承或轴套装入孔座时,感到松动,且轴承或轴套可在孔内自由转动,则说明轴孔磨损严重,使孔径增大;③用游标卡尺和千分尺测量孔座内径、轴承或轴套外径,计算孔座内径与轴套外径的差值,可得出椭圆、锥度和配合间隙值。
2)轴孔磨损的修理。
① 电刷镀修理法。电刷镀技术工艺简单、设备器具少,不需镀槽,容易掌握,这里只作一应用简介。S195型柴油机上、下平衡轴四个205轴承座孔,因磨损超差,使座孔与轴承外圈配合松动(跑外圆),而机体又不宜报废,修复起来很困难,若勉强装上使用,会产生故障,工作极不可靠。过去是采用附加零件法,不仅工艺复杂,而且成本高。现用电刷镀技术,只要将磨损的轴承孔内配合表面刷镀上一层金属,并用安培-小时监控其镀层厚度,无需加工就可恢复原有尺寸精度,使许多过早报废的机体、箱体死而复生。或者也可以直接在新更换的轴承外圈配合表面镀刷一层金属,加大轴承外圈直径。镀层结合强度高、均匀,只要刷镀后对轴承进行清洗,就会不影响轴承的使用寿命。
② 附加零件法。当磨损量较大,圆度和同轴度超过0.1mm时,应采用扩孔镶套的方法:用低碳钢材料或普通灰铸铁加工成厚度为3~5mm的衬套,将衬套压入孔座内,使两者成过盈配合,过盈量为0.03~0.05mm。
(4)气缸套安装孔的损伤
1)缺陷。气缸套凸肩与缸体支撑平面之间局部接触,受力不均;上、下座孔表面出现锈蚀和穴蚀现象。
2)修理方法。
① 上、下座孔表面如有锈蚀或氧化物时,可用粗砂布或细砂布打磨。对于锈蚀、穴蚀产生小凹坑时,可用环氧树脂进行修补。
② 若气缸套凸肩与缸体支撑平面接触不良,可在气缸套凸肩与支撑平面之间涂上研磨砂进行对磨。对磨时要不断地上下和左右转动气缸套,使两者接合面接触均匀为止。使用前,应检查气缸套凸肩在气缸体平面的凸出量是否符合技术要求。
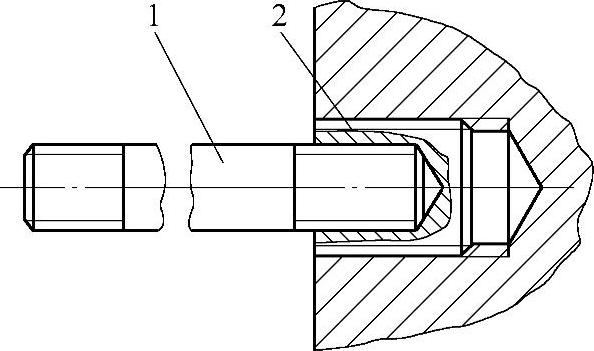
图7-4 用安装螺塞法修理螺纹
1—原螺纹 2—螺塞
(5)螺纹孔滑扣的检查及修理
1)螺纹孔滑扣的检查。①用肉眼或借助放大镜观察孔内的全部丝扣有毛刺;②将螺栓拧入螺孔后,用手摇摆气缸螺栓时感到有松动,且在用扳手扭转螺栓时感觉难以拧紧。
2)螺纹孔滑扣的修理。
方法一:用钻头将螺孔扩大,再用丝锥攻螺纹,重新车制阶梯形的螺栓(一端大另一端小的螺栓)。
方法二:将原螺孔直径加大,旋入加大的螺塞,按原来的螺栓、螺纹直径在螺塞上钻孔攻螺纹后,可用原来的气缸螺栓,如图7-4所示。
(6)机脚崩角的修理 机脚断裂用肉眼观察就能发现。修理的方法是:用钢板制作一块机体的后盖板,在后盖板下角焊接一个大螺母,使后盖板竖面与大螺母平面相互垂直。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。