



1.屏显
控制器的面板如图12-3所示;屏显内容如图12-4所示。
在显示屏显示的当前焊机状态信息有:当前正在焊接(welding)、焊接结束(end)、焊机空运行(不焊接)(transport)、焊接中因按下停止按钮而中止焊接(stop)。
2.软键
按下图12-4中序号6所指的任一软键,序号5中显示的内容就会相应地改变。
3.功能键
(1)参数键 焊接参数被分成7组,每组参数的设置,由一个标志键和相应的软键配合起来使用。
 焊接电流
焊接电流
 保护气体
保护气体
 焊头旋转速度
焊头旋转速度
 送丝速度
送丝速度
 弧压控制(AVC)
弧压控制(AVC)
 焊枪摆动
焊枪摆动
 预热时间
预热时间
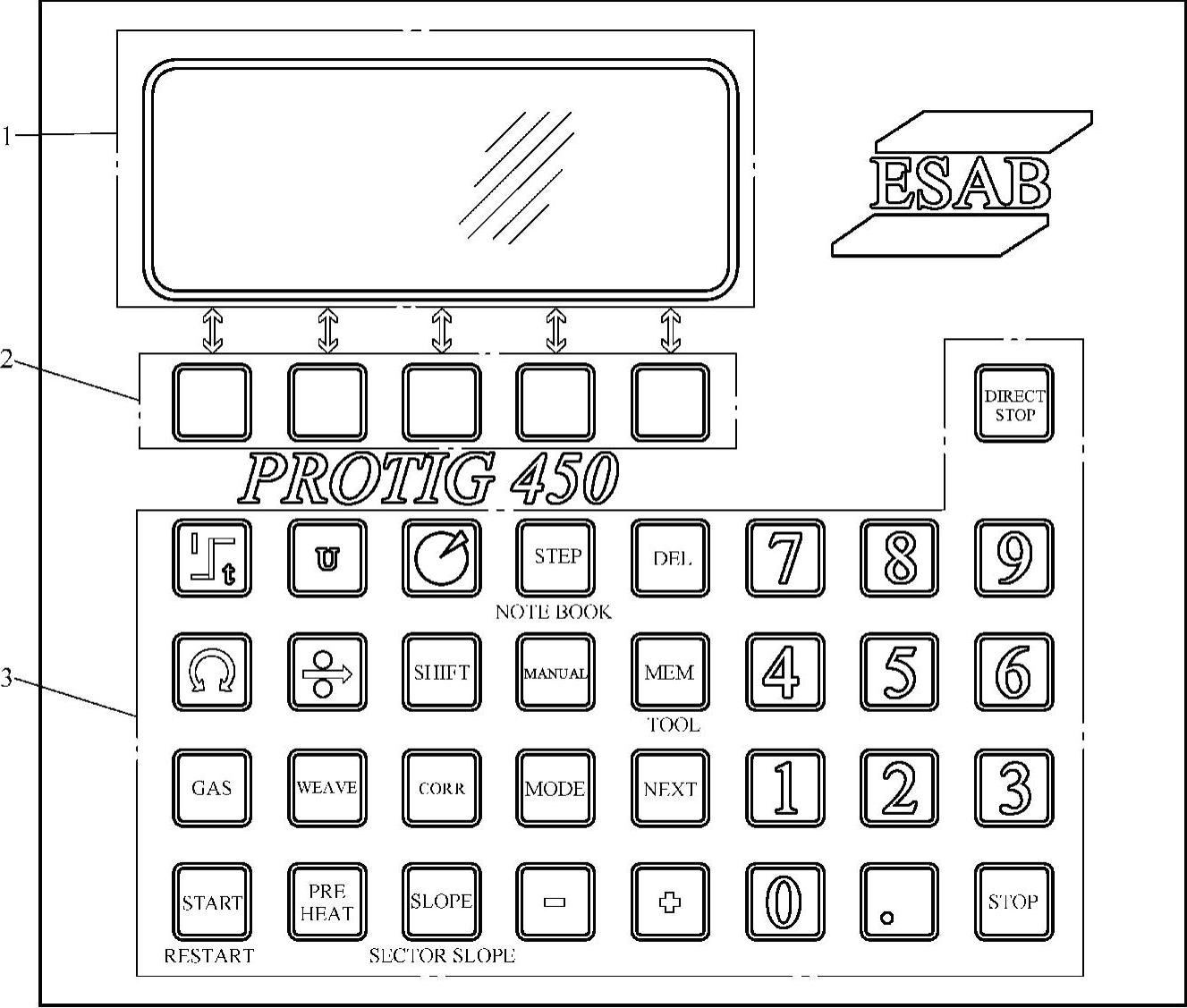
图12-3 PROTIG450控制器的面板
1—液晶显示屏 2—软键 3—功能键
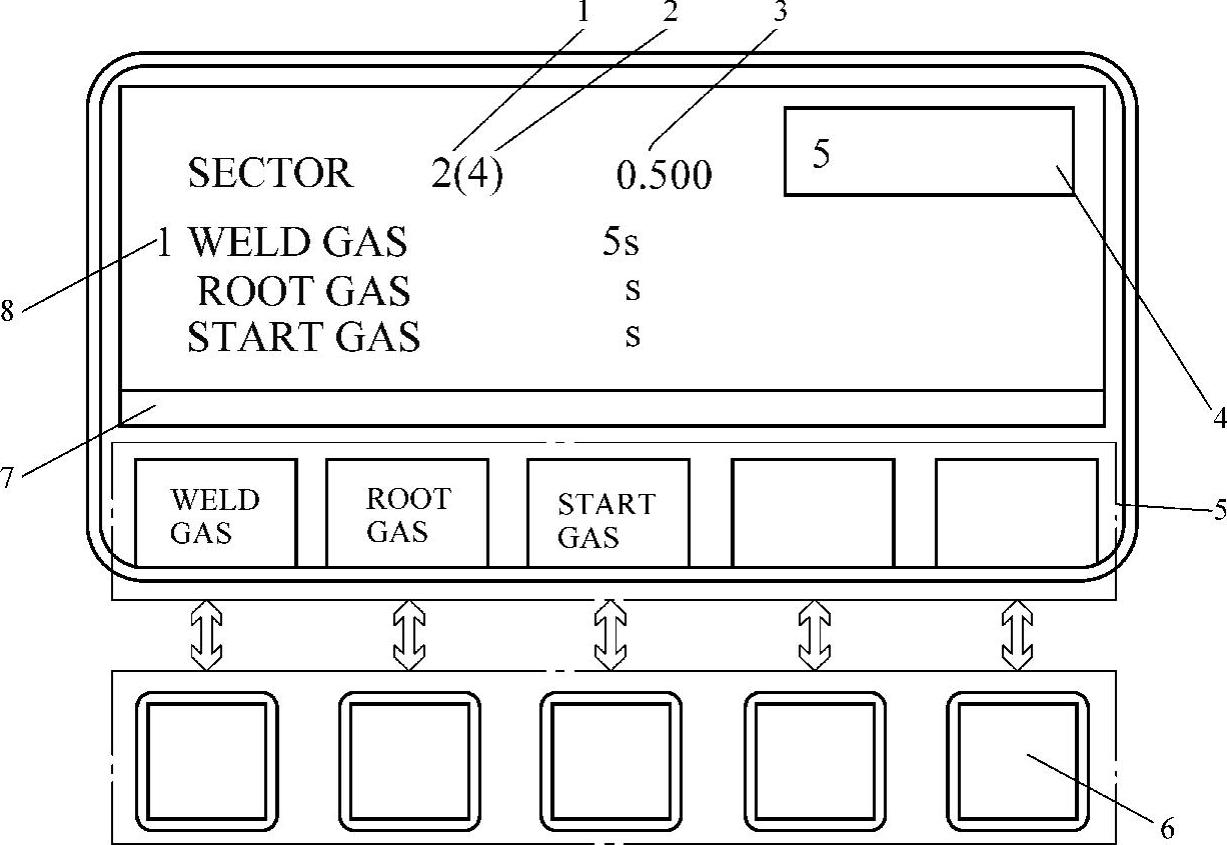
图12-4 屏显部位的说明图
1—当前焊接分段 2—当前焊接分段所包含的子分段数 3—当前焊接分段的起点 4—当前数据值和数值特性 5—显示5个软键的功能 6—软键 7—当前焊机状态信息 8—前一分段数
(2)增量/减量键 /
/ 这两个键用于增/减设定的数值。(https://www.xing528.com)
这两个键用于增/减设定的数值。(https://www.xing528.com)
(3)数字键 数字键用于设定十进制数值和小数点。
(4)其他键

1)斜坡键 :用于显示屏上出现
:用于显示屏上出现 符号时,递增或递减所设定的数值。Slope up是递增所设定的数值;Slope down是递减所设定的数值。
符号时,递增或递减所设定的数值。Slope up是递增所设定的数值;Slope down是递减所设定的数值。
使用脉冲电流波形焊接时,焊接电流的峰值和基值、焊枪的旋转速度、弧长控制、送丝速度、焊嘴偏摆幅度等焊接参数具有斜坡递增/递减设定。
2)分段键 :该键指定焊管分段的起点。
:该键指定焊管分段的起点。
3)步进键 :该键指定以步进方式进入程序。
:该键指定以步进方式进入程序。
4)删除键 :该键用于删除部分或全部程序,也可删除已输入的内容。
:该键用于删除部分或全部程序,也可删除已输入的内容。
5)手动模式键 :该键用于焊接前手动调节电极的位置,确认作业区的程序数据是否正确。
:该键用于焊接前手动调节电极的位置,确认作业区的程序数据是否正确。
6)存储键 :该键用于随时将一程序存储于库区或离开库区,也可随时将一程序由库区调出到作业区。
:该键用于随时将一程序存储于库区或离开库区,也可随时将一程序由库区调出到作业区。
7)校正键 :焊嘴偏摆模式时,用该键校正焊嘴偏摆的中心线位置。
:焊嘴偏摆模式时,用该键校正焊嘴偏摆的中心线位置。
8)辅助功能键 :该键用于改变控制器使用的语种、登记(厂商为知识产权保护,确定只有购买产品的用户登记后,才享有使用公司技术共享部分的权利)、显示有效的参数内容及软件的升级。
:该键用于改变控制器使用的语种、登记(厂商为知识产权保护,确定只有购买产品的用户登记后,才享有使用公司技术共享部分的权利)、显示有效的参数内容及软件的升级。
9)注释键 +
+ :在焊接过程中,同时按下这两个键可记下备忘和需注释的内容。
:在焊接过程中,同时按下这两个键可记下备忘和需注释的内容。
10)焊机型号键 +
+ :同时按下这两个键用于查询本机的型号代码。
:同时按下这两个键用于查询本机的型号代码。
11)重启键 +
+ :同时按下这两个键重启焊接程序。
:同时按下这两个键重启焊接程序。
12)斜坡分段键 +
+ :同时按下这两个键将一分段设置为有斜坡量参数的程序分段。
:同时按下这两个键将一分段设置为有斜坡量参数的程序分段。
13)直接停止键 :按下此键,焊接立即停止,保护气体也将按结束分段的设定关闭。
:按下此键,焊接立即停止,保护气体也将按结束分段的设定关闭。
14)启动键 :按下此键,启动焊接程序。
:按下此键,启动焊接程序。
15)停止键 :按下此键,焊接程序停止在最后结束分段。
:按下此键,焊接程序停止在最后结束分段。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。