



【摘要】:PROTIG450控制器最多可将焊管分成100段。分段焊接要指出每个分段的起点,如图12-2中,0.000是分段1的起点、0.250是分段2的起点。1周:起点数范围0.000~0.9992周:起点数范围1.000~1.9993周:起点数范围2.000~2.9994周:起点数范围3.000~3.9995周:起点数范围4.000~4.9996周:起点数范围5.000~5.9997周:起点数范围6.000~6.9998周:起点数范围7.000~7.9999周:起点数范围8.000~8.99910周:起点数范围9.000~9.999若结束焊接,必须在程序中指出哪个分段是结束分段,也就是必须给出结束分段的结束起点。
焊管机是将管子按圆周分为若干等分进行计算编程的。PROTIG450控制器最多可将焊管分成100段。
对每个分段,都可赋予不同的焊接参数数值,例如:焊接电流、焊接速度、送丝速度等。分段焊接要指出每个分段的起点,如图12-2中,0.000是分段1的起点、0.250是分段2的起点。
同一次设定的参数,可重复地焊接10次,也就是一次设定的参数可绕管焊10周。这样,焊管每周起点的数值范围如下。
1周:起点数范围0.000~0.999
2周:起点数范围1.000~1.999
3周:起点数范围2.000~2.9994周:起点数范围3.000~3.999
5周:起点数范围4.000~4.9996周:起点数范围5.000~5.999(https://www.xing528.com)
7周:起点数范围6.000~6.9998周:起点数范围7.000~7.999
9周:起点数范围8.000~8.99910周:起点数范围9.000~9.999
若结束焊接,必须在程序中指出哪个分段是结束分段(end sector),也就是必须给出结束分段的结束起点(end breakpoint)。
某一段要作为结束分段,必须:一是没有后续分段跟进;二是设置该段焊接电流为零。
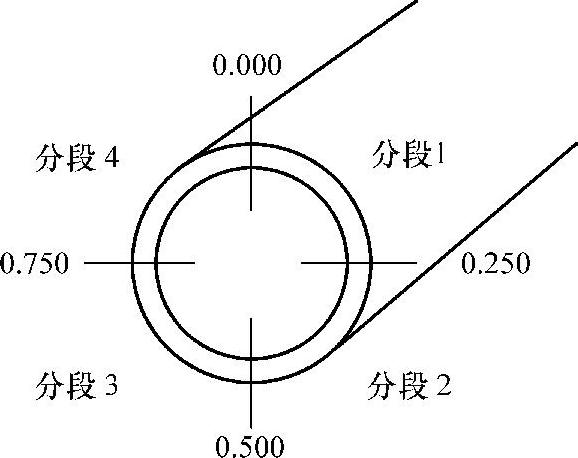
图12-2 焊管的分段起点
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。