



样机1型号:ORBIMATIC open
开口式焊管机样机1的操作如图11-21~图11-32所示。

图11-21 张开对中装置机构操作
注:左手旋转图示螺钉,将对中装置机构的两瓣夹片张开

图11-22 两瓣夹片开度最大状态

图11-23 焊管机抱紧待焊管的方位
注:将焊管机对中机构安放在待焊管缝附近的合适位置上;右手向里扳动手柄,可将焊管机抱紧待焊管。

图11-24 焊嘴夹臂板的压下示意
注:将焊嘴夹臂板按箭头所指方向压下。

图11-25 TIG焊嘴向管子靠拢调节
注:右旋图示螺钉,调节TIG焊嘴向管子靠拢。

图11-26 钨极尖端与管壁间的距离调节
注:左手持电弧间隙调节尺、右手使用旋具锁定焊嘴钨极尖端与管壁间的距离(即电弧间隙)。
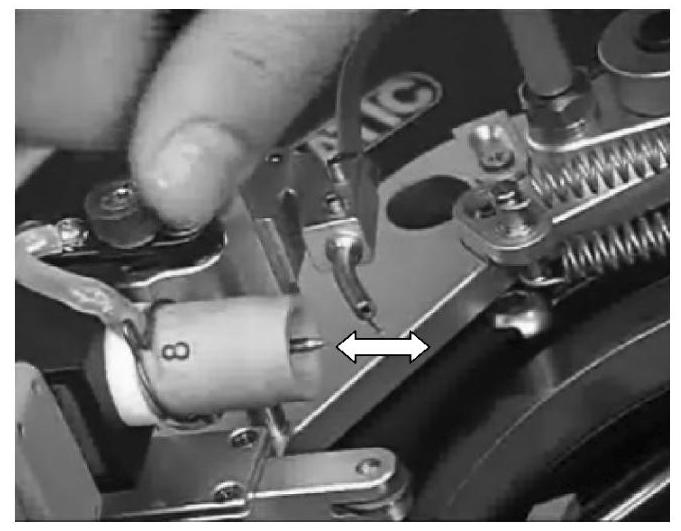
图11-27 钨极尖端的左右距离调节
注:调节送丝嘴,使其与钨极尖端有合适的左右距离。
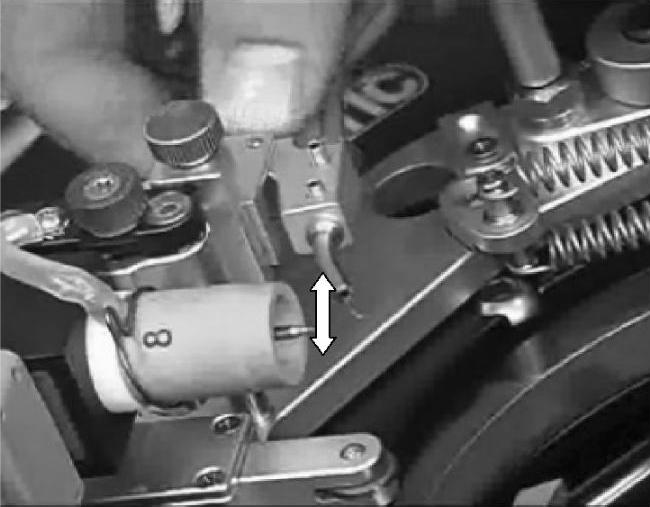
图11-28 调节送丝嘴上下距离(https://www.xing528.com)
注:调节送丝嘴,使其与钨极尖端有合适的上下距离。

图11-29 焊丝手动插入送丝嘴
注:焊丝是由图中箭头所指的导丝口手动插入,然后可手动一段一段送丝,直到在送丝嘴处看到端头。

图11-30 焊管机安装状态

图11-31 焊管机转盘空转
注:开启焊管机控制电源,让转盘空转一周,主要是观察缆线的缠绕情况正常与否。

图11-32 观察转盘
注:转盘空转时,要观察焊嘴与钨极伸出长度及缺口齿盘的表面清洁度情况。
样机2型号:A21 PRB,其结构如图11-33所示;厂商:ESAB。
1)适用管径的调节:将锁紧手柄1置于锁紧位置,调节旋钮3,使焊管机对中瓣片适合于管径;调好后,再将锁紧手柄扳回到打开位置。
2)通过离合器操作柄3,可调节转盘与电动机的离合,一旦处于脱离状态,就可手动转动转盘,以调节转盘位置及缆线的缠绕。
3)旋钮4、5用以调节焊嘴如箭头所指两个方向的位移。
4)用专用六角旋具和小手柄调节送丝嘴,如图11-34所示。
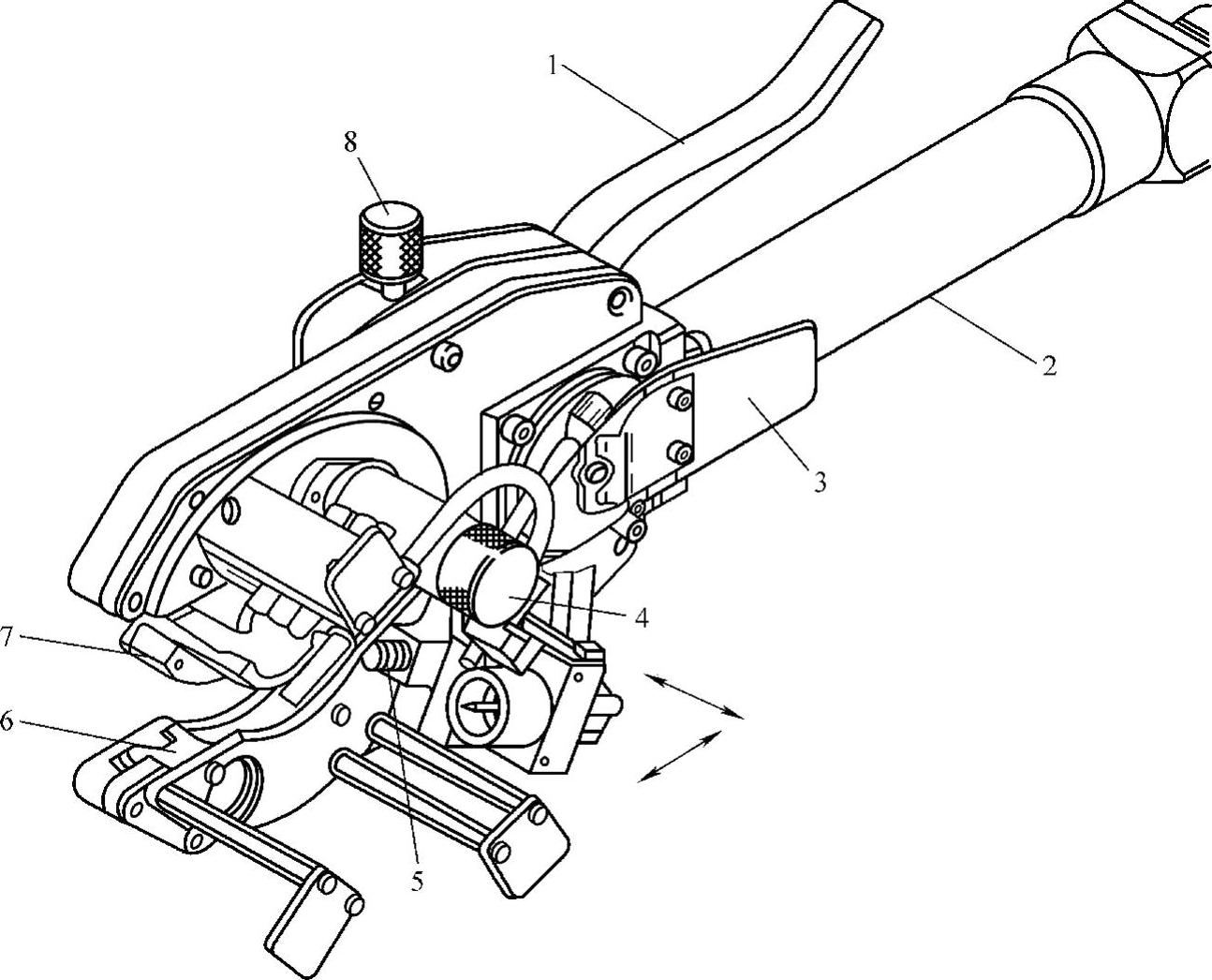
图11-33 A21 PRB焊管机的结构
1—锁紧手柄 2—焊机(焊钳)把手 3—离合器操作柄 4、5—焊嘴调节旋钮 6—豁口7—对中瓣片 8—管径调节旋钮
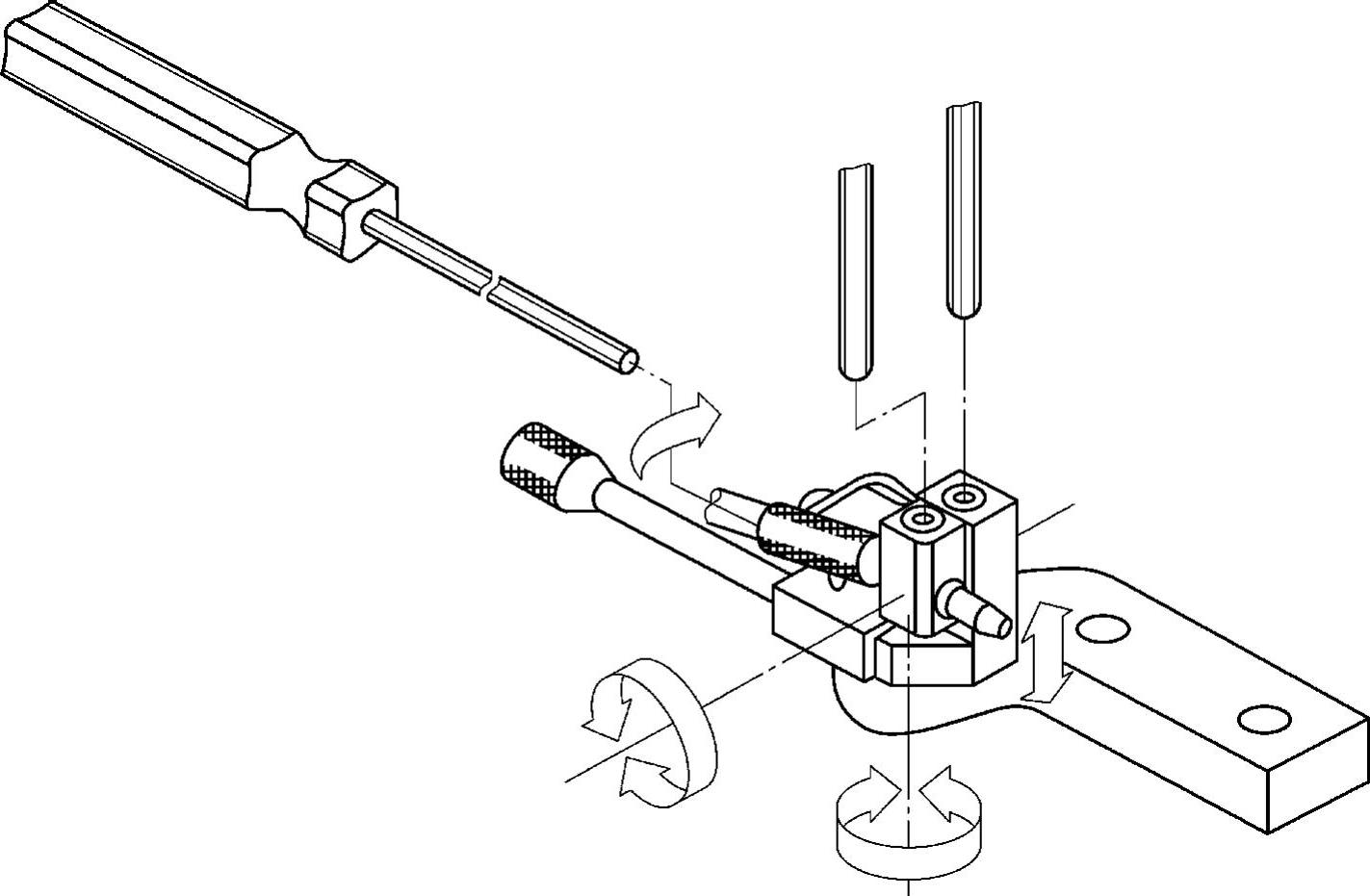
图11-34 调节送丝嘴
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。