



要了解全位置焊管的全过程,须从全位置焊管程序曲线开始。图10-11给出了典型的全位置焊管程序曲线。
1)整个程序由四条曲线组成:焊接电流程序曲线、焊枪旋转程序曲线、送丝程序曲线和送气程序曲线。
2)全位置焊管的全过程包括(按焊接时间顺序):管接头的预清理时间段、分段1的焊接时间段、分段2的焊接时间段(该段的时间由编程设定)、分段3的焊接时间段(可将分段3再细分成若干子分段,根据厂家设定。图中最大是100个子分段)、“下坡”时间段、后清理时间段、焊机复位时间段。
3)焊接电流程序曲线在分段1的焊接时间内,有一个电流“上坡”时间段,即焊接电流从零值上坡至最大值。
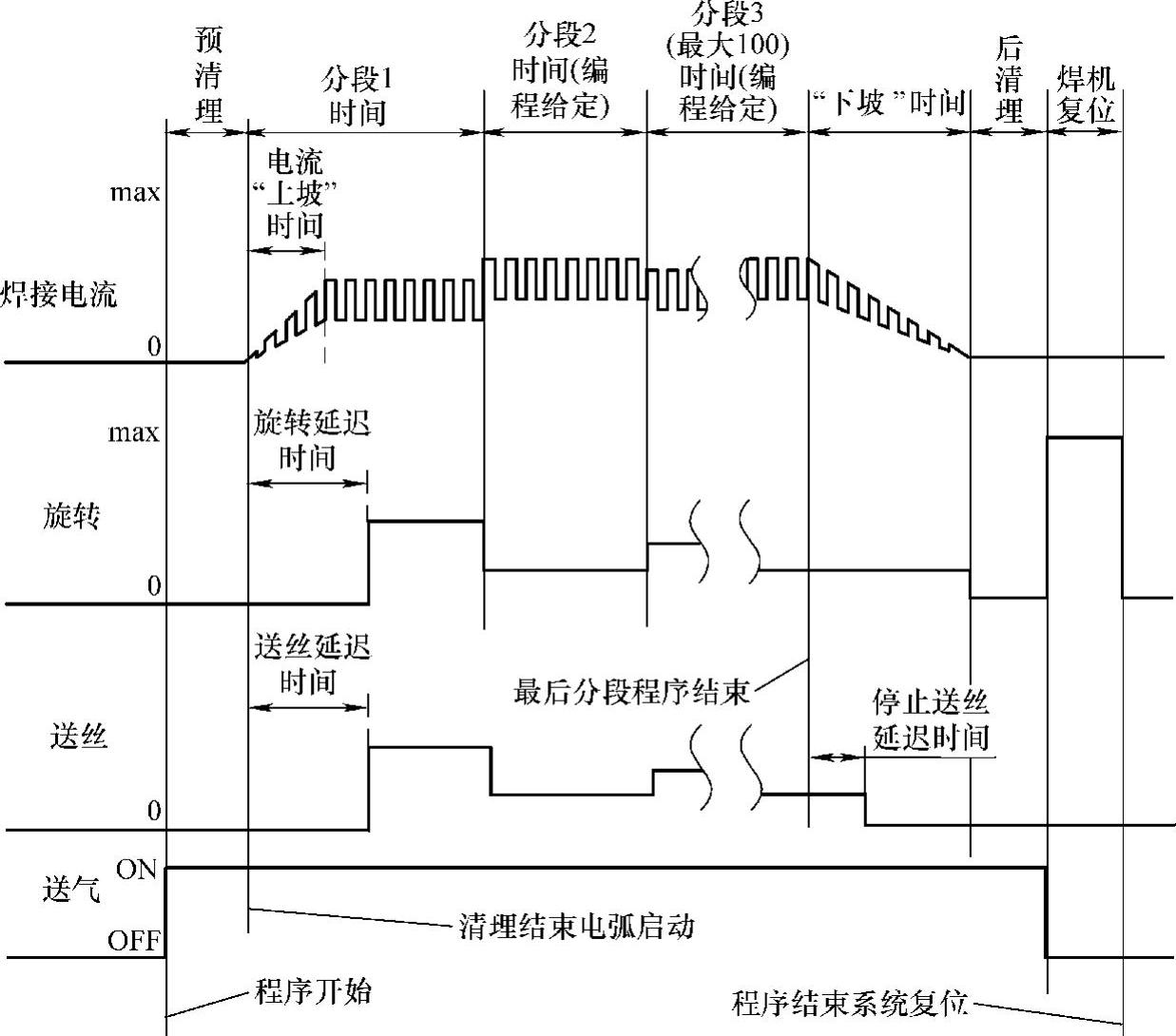
图10-11 全位置焊管程序控制曲线
4)图中焊接电流曲线画成方波状,表示焊接电流是脉冲电流。脉冲电流的参数包括:电流脉冲峰值、电流脉冲基值、电流脉冲周期(或电流脉冲频率)、电流脉冲峰值的持续时间(也就是脉冲峰值宽度)、电流脉冲基值周期。
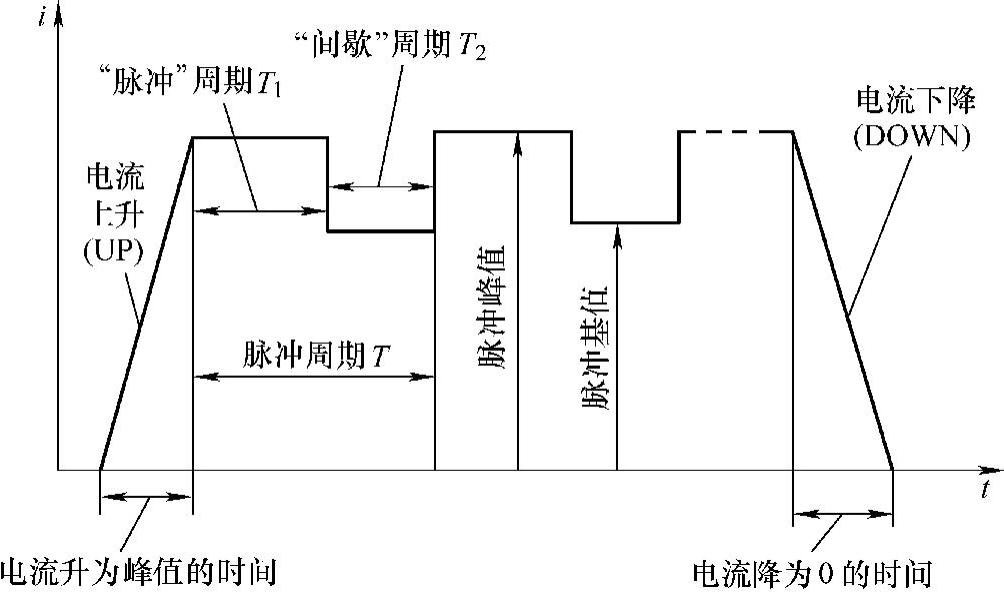
图10-12 脉冲电流参数的定义
这些可调参数的定义如图10-12所示。
5)焊接电流程序曲线,在分段3的子分段焊接时间内,焊接电流都需要由程序具体设定。
6)焊接电流程序曲线在“下坡”时间段内,出现逐渐减小的程序给定,这是收弧时填满弧坑的工艺要求。(https://www.xing528.com)
7)焊枪旋转程序曲线中,在焊接电流“上坡”时间段内,焊枪旋转速度为零,表示虽然已经有焊接电流,但焊枪并没有开始旋转,这是考虑到引弧需要一定的时间。
在分段1焊接时间内,焊接电流较小,而焊枪旋转速度较大,表明起始段的焊缝要求窄浅焊缝,这是为了防止钝边烧穿。
一进入分段2焊接时间,焊接电流增大,而焊枪旋转速度减小。
进入分段3的子分段焊接时间,其焊枪旋转速度和焊接电流都要根据子分段内焊枪所处的位置(图10-13),由程序具体设定。而实际参数的给定,一是可凭经验,二是可以从焊管机的专家系统调出。
焊枪旋转的速度在焊机复位时间内有快速提升,这是焊机快速复位的要求。
8)送丝程序曲线表明:焊丝是从起弧上坡电流结束时刻起开始送丝,而且在每个分段内,送丝速度可以不同,其具体参数的给定也是凭经验和从焊管机的专家系统调出。
9)送气程序曲线表明:从焊管的预清理程序开始,直到焊管的后清理程序结束的全过程都要向焊接区提供保护气,这是因在焊管的预清理程序时要把焊接区的大气排开,而在焊管的后清理程序时间内,要确保焊缝已经完全冷下来才能关闭保护气。
图10-13中焊枪所处的位置(按焊枪顺时针移动方向焊接),有水平右向焊、右手下坡焊、垂直向下立焊、右手下坡仰焊、左手水平仰焊、左手上坡仰焊等焊接位置。
焊枪所处的不同位置,造成焊接熔池空间位置的复杂性,从而影响焊缝成形与焊缝的内在质量,所以对焊管不同分段要有不同的焊接参数设定,这正是造成焊管机编程复杂和焊管参数多的原因。
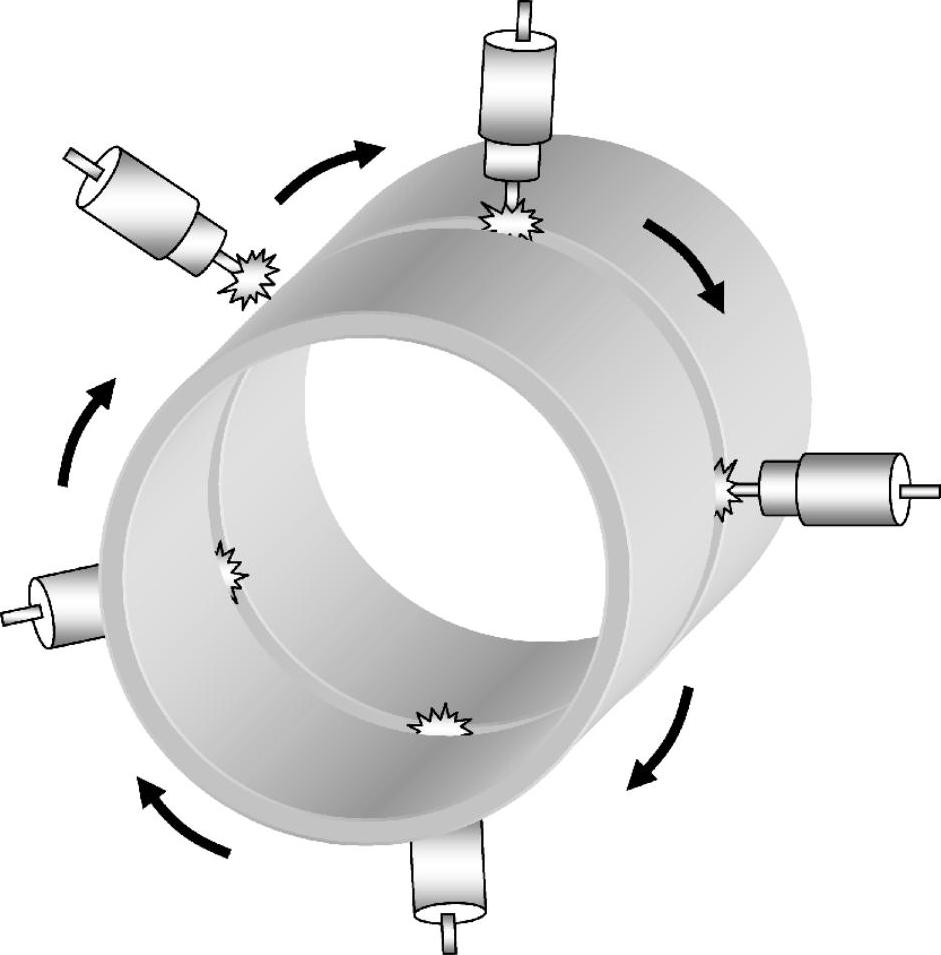
图10-13 全位置焊枪所处的位置
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。