



【摘要】:焊管机编程器的人机界面多用液晶屏显示。液晶屏外观设计多种多样,但显示的人机界面对话内容大致相同,全面考虑了焊管机动作程序、焊管工艺参数的调用、专家参数的调用等多项内容。下面以美国AMI公司的一种全位置焊管机为例加以说明。图10-7 数据库信息界面图10-8所示为焊接参数显示界面。图10-10所示为人机交互界面显示,它提供了方便用户输入的操作键盘/按钮。图10-9 专家系统界面图10-10 人机交互界面显示
焊管机编程器的人机界面多用液晶屏显示。液晶屏外观设计多种多样,但显示的人机界面对话内容大致相同,全面考虑了焊管机动作程序、焊管工艺参数的调用、专家参数的调用等多项内容。下面以美国AMI公司的一种全位置焊管机为例加以说明。
每个焊接任务组都有自己的操作员/编程员/监管员,进入系统需要输入口令密码(这种设计是考虑焊管任务的责任),如图10-5所示。
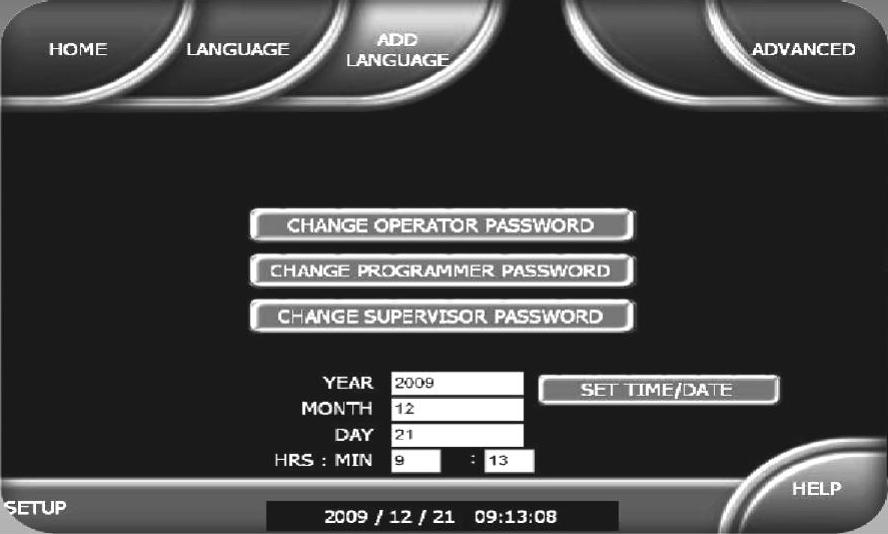
图10-5 编程器的入口界面
如图10-6所示,焊接原始信息显示界面显示的内容有:焊枪名称/型号、管直径/壁厚/材料、焊枪保护气体/气体流量/管子内焊缝保护气体/气体流量、钨极型号/直径/长度/尖端直径/锥度/电弧间隙/起弧位置、客户名称/任务编号/协作厂商。
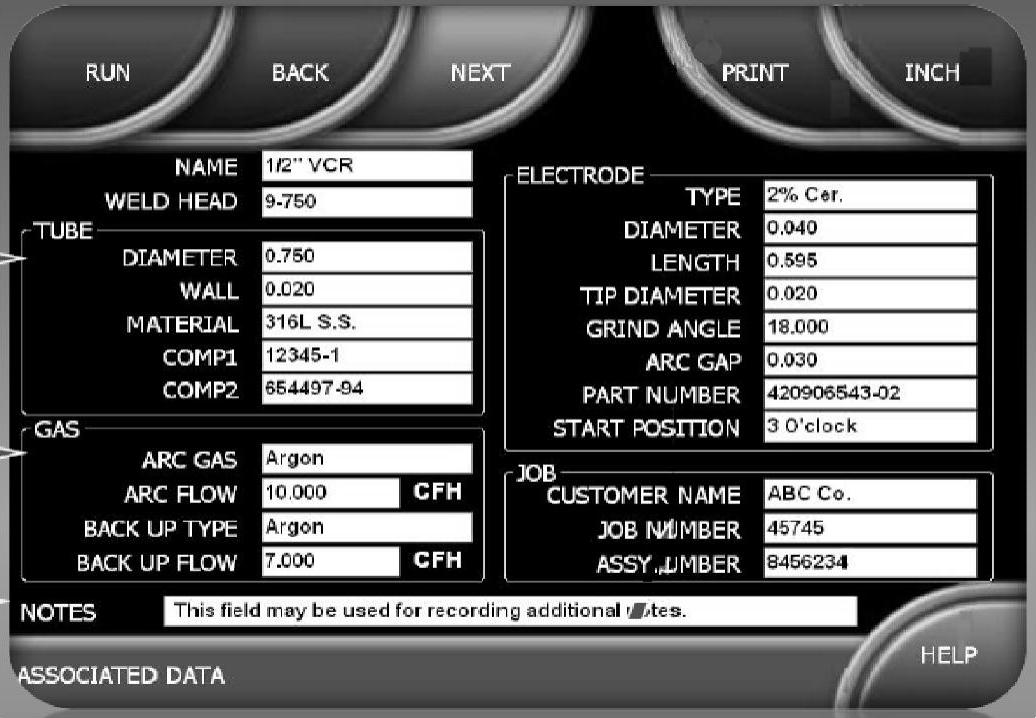
图10-6 焊接原始信息显示界面
图10-7所示的数据库信息界面显示的内容为被焊管任务图样上的名称、直径、壁厚和材质。
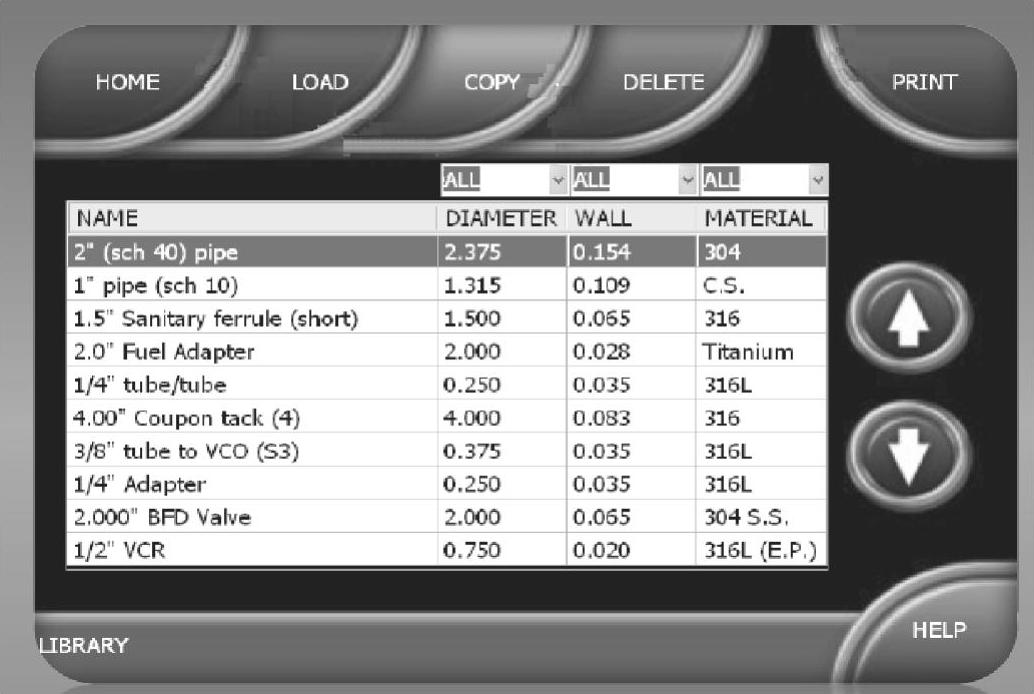
图10-7 数据库信息界面(https://www.xing528.com)
图10-8所示为焊接参数显示界面。分段1的参数包括:分段位置/分段度数/起始电流/结束电流/基本电流/焊枪转动速度/脉冲峰值/脉冲基值/脉冲模式(ON/OFF)/焊枪转动模式(连续/变速)。
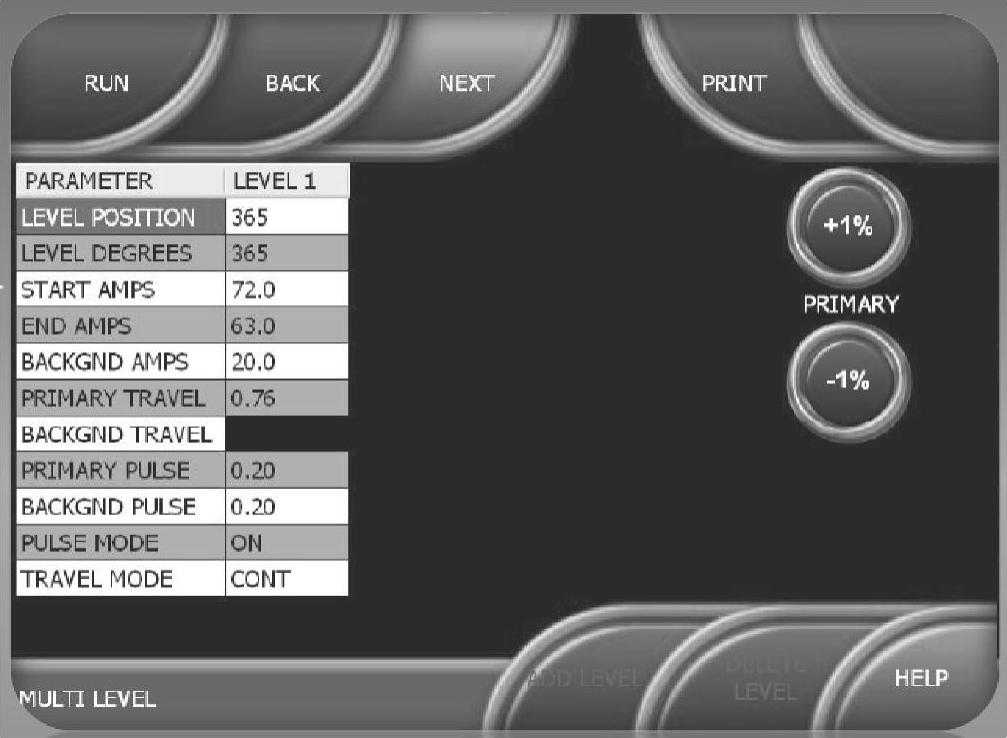
图10-9所示为专家系统界面,它显示了由专家系统给出的分段1~分段4的焊管参数。
图10-10所示为人机交互界面显示,它提供了方便用户输入的操作键盘/按钮。
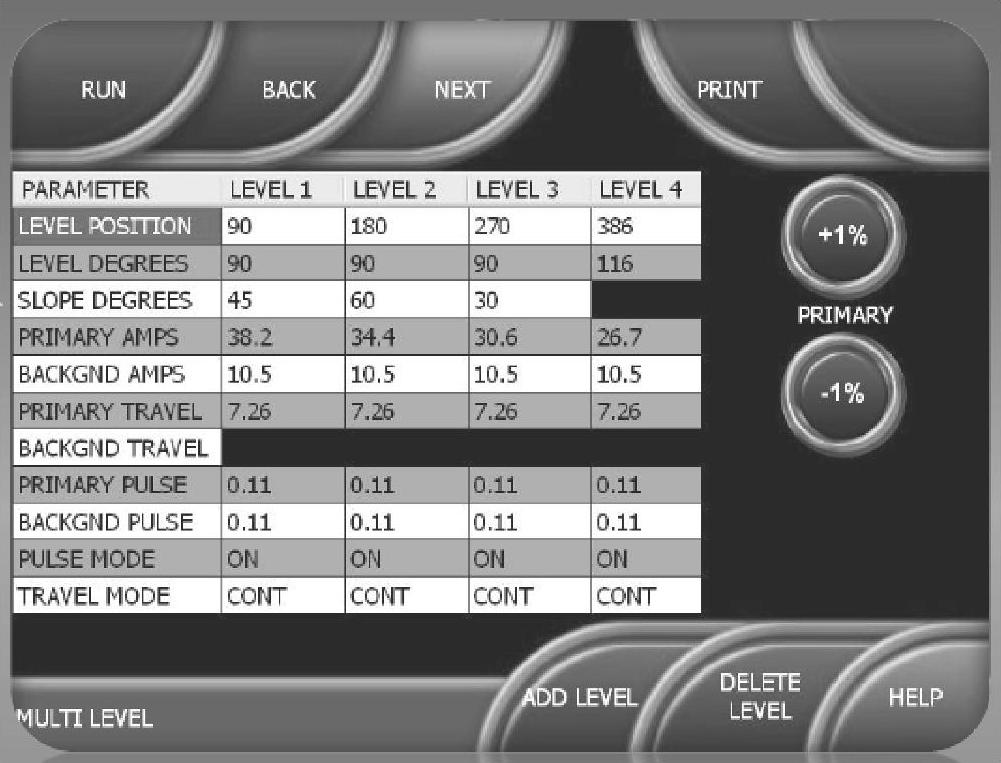
图10-9 专家系统界面
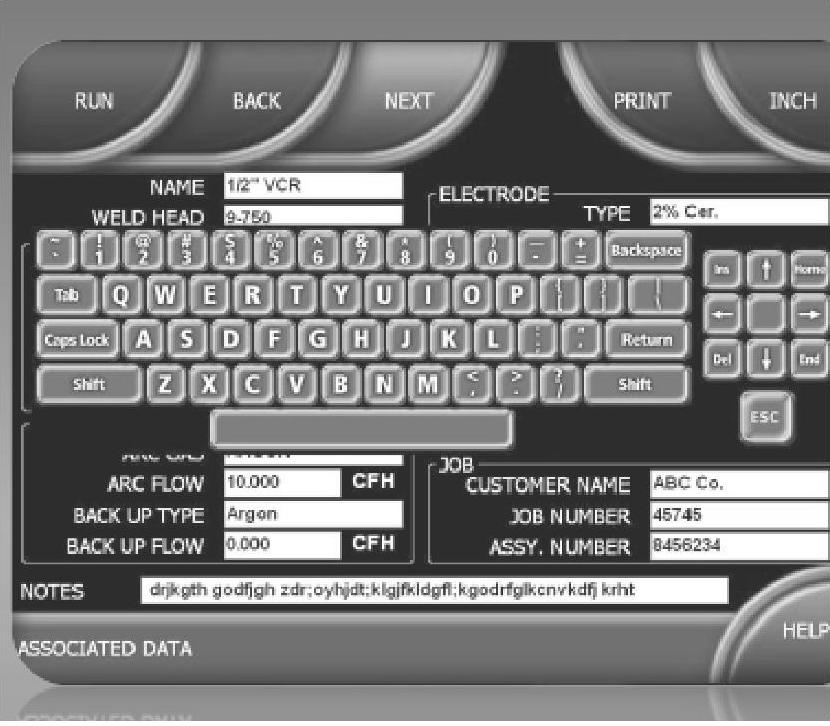
图10-10 人机交互界面显示
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。