



焊缝的焊接质量,包括焊缝外观和内在质量,是确定一种焊接工艺和设备能否在业内被认可和推广的根本因素。现代自动电弧焊管机之所以在焊管的各个领域都获得推广应用,无不和它可获得良好的焊缝外观成形与焊缝内在质量有关。
图9-48是用爬行小车式全位置自动焊管机焊出的焊缝,可看出,焊缝外观具规则的鱼鳞纹外观、良好均匀的焊缝边缘咬合,这说明自动焊管机焊接速度非常稳定,焊接电流控制精准,而规则的鱼鳞纹外观表明全位置自动焊管机具有控制焊接熔池形态的电流波形控制技术;图中显示的盖面焊缝有一定宽度且均匀,表明焊接机头配备了焊嘴摆动系统;焊缝具有一定的余高,说明使用填丝的焊接工艺;从焊缝表面的氧化彩色,可看出这是不锈钢管的焊缝。

图9-48 爬行小车式全位置自动焊管机焊出的焊缝
图9-49所示箭头指位置,为食品工业中不锈钢管的现场全位置焊管接头,焊缝表面没有余高,表明是不填丝焊接工艺。

图9-49 爬行小车式全位置不填丝焊缝
图9-50所示为密集不锈钢管系的接头焊缝,使用的机型为开口式全位置焊管机。从没有余高的焊缝,可判断为不填丝的TIG焊。

图9-50 不锈钢管系TIG不填丝全位置焊缝(https://www.xing528.com)
图9-51是管-板焊管机焊出的鱼鳞纹外观焊缝,虽然整个环状焊缝的上下左右各段鱼鳞纹的方向都不同,但成形都十分规整,表明焊接电弧采用的是脉冲电流控制法;图9-52示出TIG脉冲电弧的闪光外观。
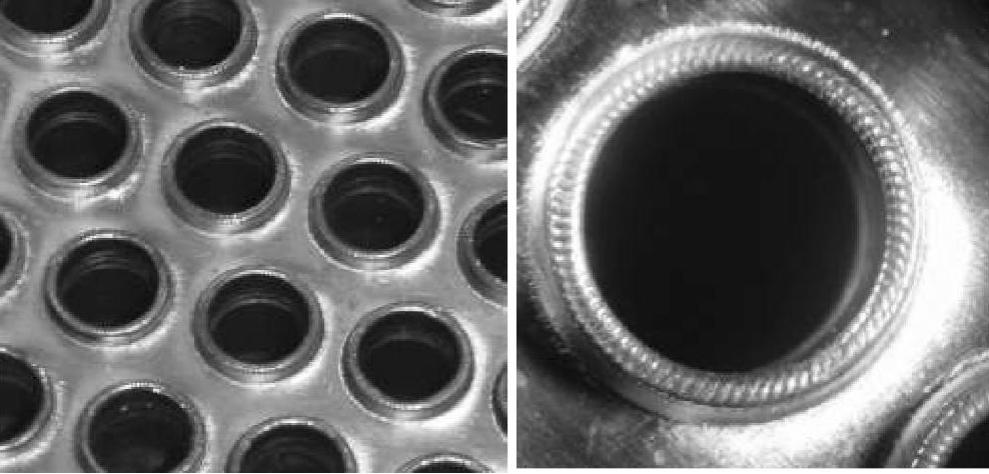
图9-51 管-板焊管机焊缝

图9-52 TIG脉冲电弧的闪光外观
图9-53所示是美AMI公司的NG焊管效果,从焊缝与母材连接处的外观,可以表明除了使用焊接电流的脉冲控制技术外,还应用了焊嘴偏摆技术。

图9-53 AMI公司的NG焊管效果
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。