



全位置自动电弧焊管机完成一道管子环缝的焊接,不仅要求焊嘴以均匀的焊接速度绕管旋转。为满足不同弧焊工艺的要求和保证优良的焊接质量,焊接过程中,有时还要求焊嘴作横向摆动。
焊接过程中还要将焊接电流、保护气体、填充焊丝以及焊嘴的冷却水(有时需要)接到焊嘴上的相应部位。这样从外观上看,有很多导线、水管、气管、电缆线通往焊管机。
为顺畅实现水、电、气的“三通”,必须对焊管机这些导线、水管、气管、电缆线进行合理布置和安排。
显然,被焊管的管径越小,焊管机的体积也相应减小,而对焊管机的机电一体化系统的精度要求却更高,同时,对焊管机的灵活性要求也越高。
1.爬行小车式焊管机
爬行小车式焊管机主要应用在管径较大的管对接焊中。一般可焊管径为100~1500mm。
爬行小车式焊管机的主要外观特征是有一个绕管旋转的爬行小车。爬行小车式焊管机一般包括小车爬行机电系统、焊嘴摆动机电系统、电弧电压自动控制、焊丝送给机电系统、焊接电源自动控制系统、焊机控制与管理系统。
一台标准形式的爬行小车式焊管机如图9-14所示。
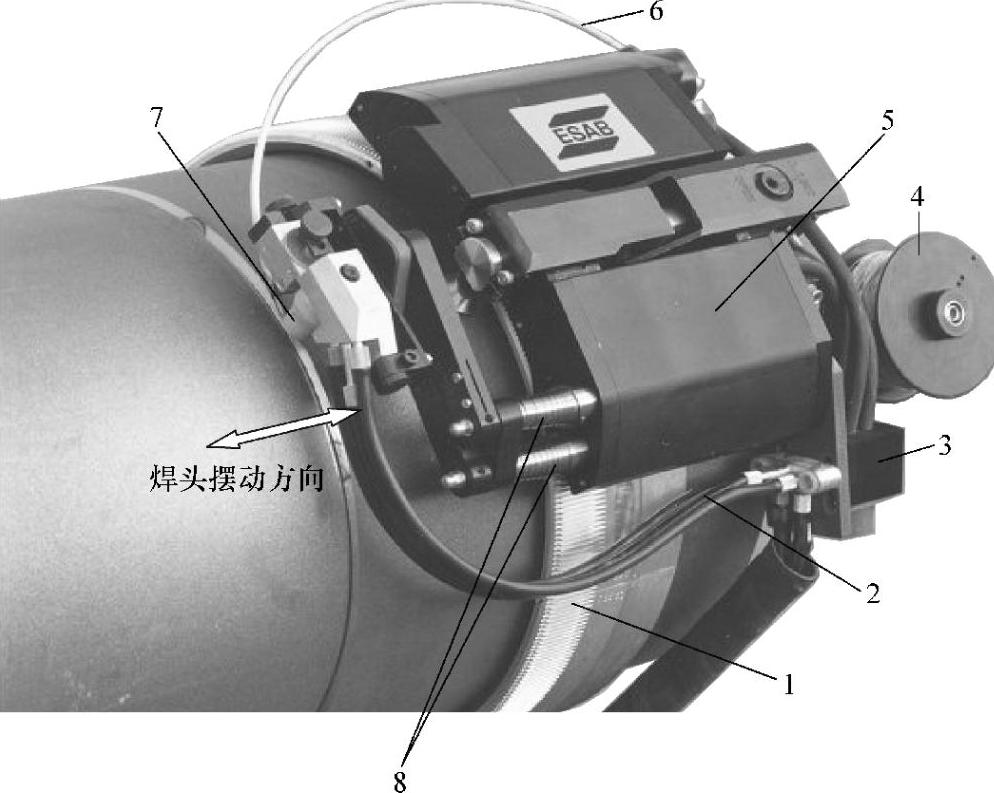
图9-14 大口径爬行小车焊管机(ESAB瑞典)
1—齿圈轨道 2—冷却水导管、焊接电缆、电弧保护气管 3—爬行小车驱动电动机 4—焊丝盘 5—焊枪摆动机构 6—导丝管 7—焊嘴 8—焊枪摆动滑杆
爬行小车式焊管机多采用小车沿轨道钢圈爬行旋转的方式,焊接时,小车沿固定在焊管外表面上的钢制圆圈轨道绕管爬行旋转,从而带动小车上的焊头围绕焊缝旋转。

图9-15 爬行小车配套轨道钢圈
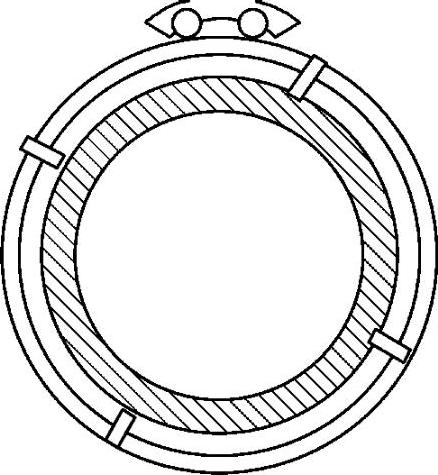
图9-16 轨道钢圈的固定
带齿条的轨道钢圈(图9-15)用均布的箍紧螺钉(图9-16),箍紧在被焊管的焊缝一侧,构成了焊接小车的爬行轨道。
在爬行小车上,装有卡住轨道边缘的卡辊,防止爬行小车侧滑。
爬行轨道也可在钢薄板上制成齿孔并固定于焊件表面,然后以齿轮在薄板上与齿孔啮合的方式带动小车爬行(图9-17)。
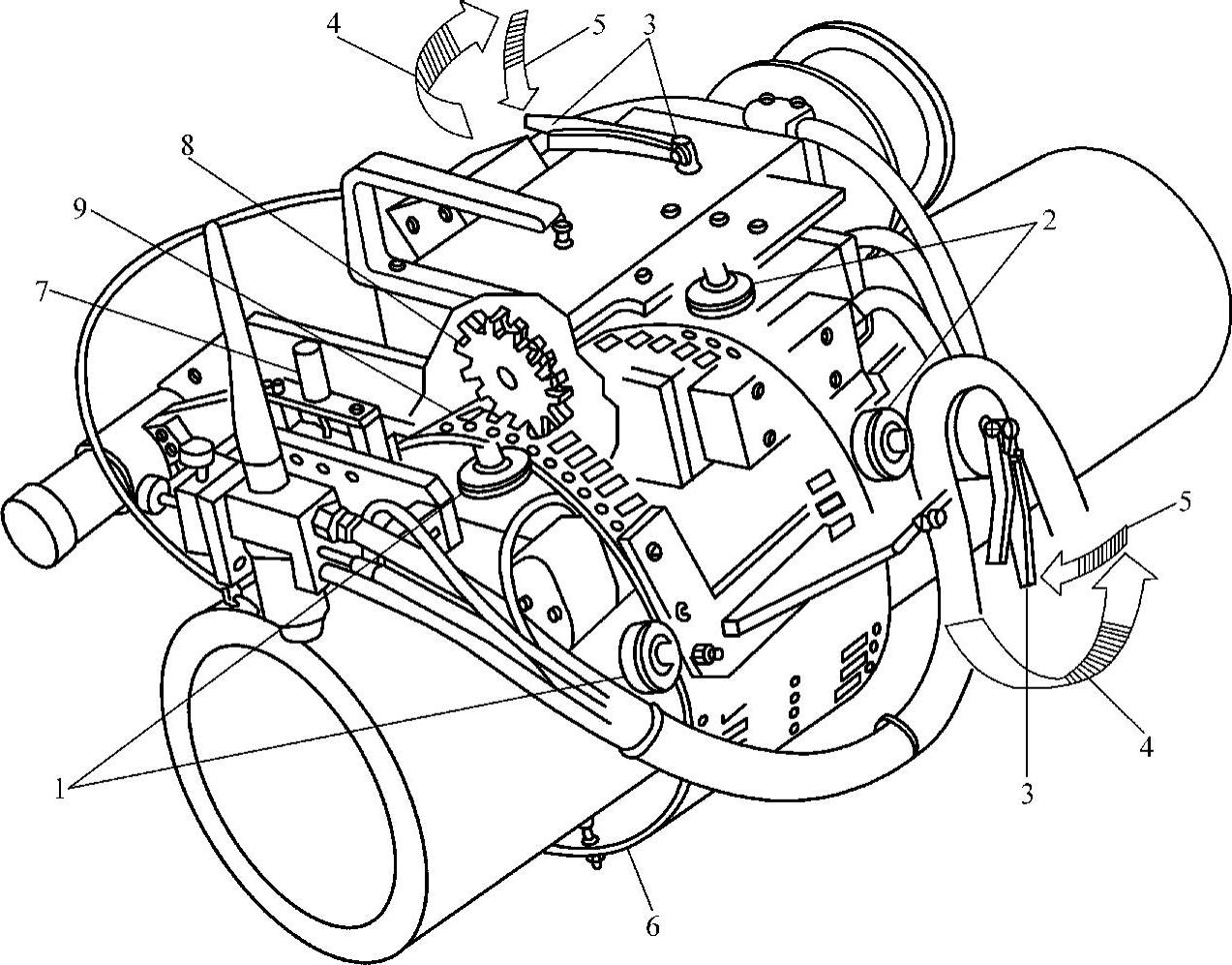
图9-17 一种轨道形式设计
1、2—左右卡轮 3—线夹 4、5—线卡的装卸动作 6—轨道板 7—焊嘴摆动开关 8—小车行走齿轮 9—轨道板齿孔
爬行小车式焊管机还可以采用贴附辊轮的爬行方式。其工作原理是,使用某种机械设计,将一个(或几个)有附着力的小辊轮(如磁性辊轮)紧紧地贴附在被焊管子上。小辊轮是与一旋转盘及驱动电动机连接成一体的,这样,当驱动电动机使小辊轮转动时,旋转盘就会绕管子转动,如图9-18所示。图9-19所示为用轴承作为贴附辊轮的爬行小车。图9-20、图9-21示出的贴附辊轮爬行小车焊管机,有占位小、方便灵活的特点。由于整体结构紧凑,所以可在管系较密集的场合使用。
如果焊管机使用的是磁性辊轮,那么在无磁性材料的管焊接中就不适用。
有些爬行小车式焊管机,设计成适用于横焊位置的管缝焊接,这往往是口径较大的钢材管或口径更大些的筒件,此时焊管机的焊头一般也多为填丝TIG焊头,如图9-22所示;
大型管缝横焊位置的焊管机往往是一些焊接专机,如图9-23所示。
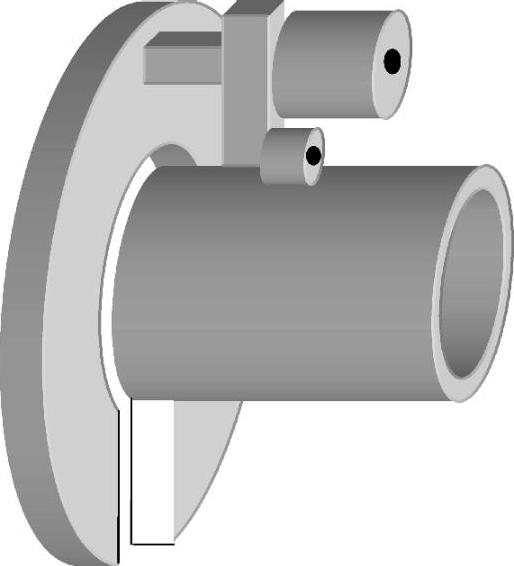
图9-18 贴附辊轮旋转原理
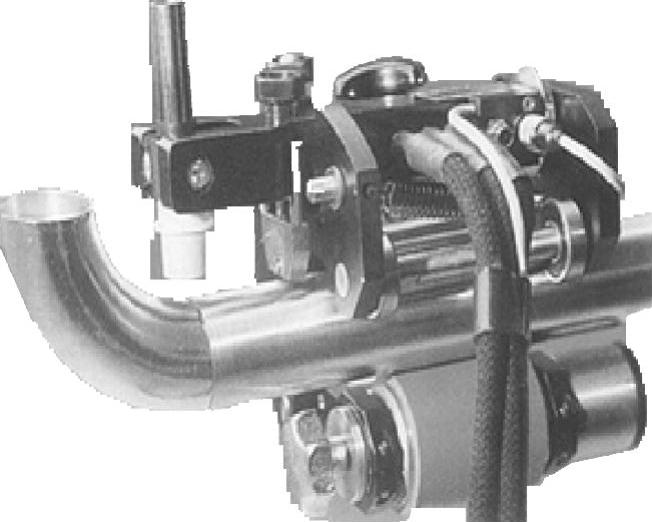
图9-19 用轴承作为贴附辊轮的爬行小车
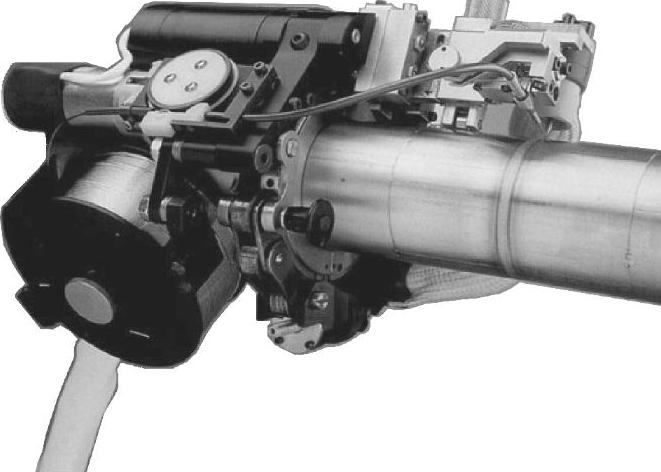
图9-20 贴附辊轮爬行式焊管机
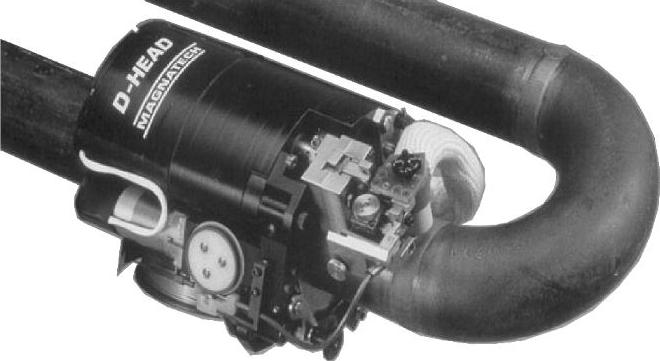
图9-21 小管间贴附辊轮爬行式焊管机

图9-22 爬行小车式焊管机用于横焊

图9-23 TIG横焊焊管专机
填丝TIG焊的焊接机头结构配合爬行小车,还常用于管-管横接的场合,这时横接的焊缝既可处于水平位置,也可能处于竖直位置。
如果使用适合窄间隙厚壁管焊接的焊头,再配合爬行小车,可构成窄间隙厚壁管爬行小车式全位置焊管机。焊管机的焊接机头既有TIG单丝型(图9-24),也有TIG双丝型(图9-25);图9-26所示为窄间隙厚壁管TIG单丝焊的实况。
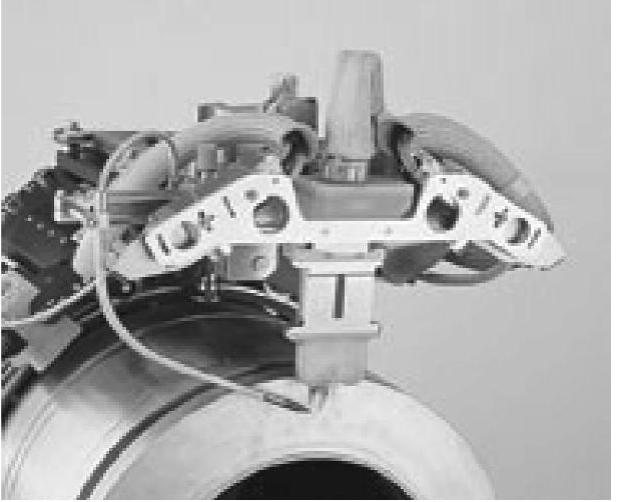
图9-24 TIG单丝型焊接机头
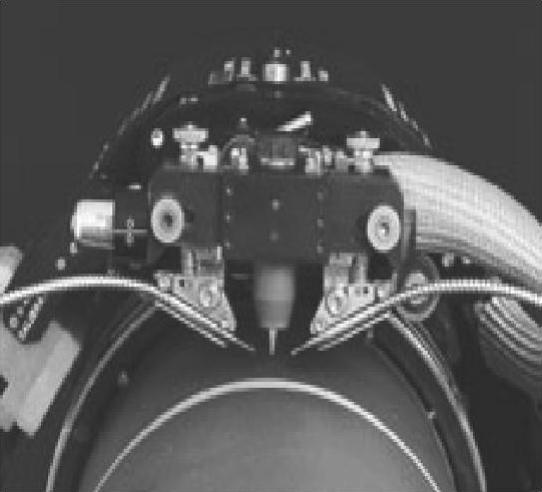
图9-25 TIG双丝型焊接机头

图9-26 窄间隙厚壁管TIG单丝焊
2.开口式焊管机
开口式焊管机的外观特征是有一个绕管旋转的开口式转盘,转盘上一般安装TIG焊嘴,如图9-27所示,图中是不填丝开口式焊管机。如果向焊缝填丝,就构成填丝开口式焊管机,如图9-28所示。
开口式焊管机一般用于50~150mm管径的焊管。其结构设计形成以下特点:
1)一般都考虑了焊头的自动定管心(简称自定心)装置,如图9-29所示。
2)由于被焊管径小,为避免绕管旋转的各种导线束、水管、气管、电缆线弯折,必须事先考虑好各线束的弯折曲率,以保持水、电、气的畅通。为此,开口式焊管机上都设计有挡线杆,如图9-30a所示。
开口式焊管机每焊完一条焊缝后,一般是通过控制程序的设定,将开口转盘倒行旋转至原位,以使各线束复位,避免线束反复弯折。

图9-27 不填丝开口式焊管机
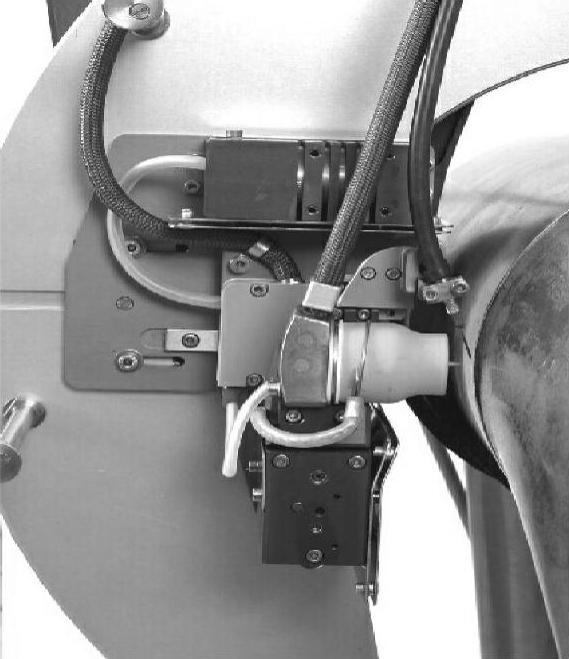
图9-28 填丝开口式焊管机
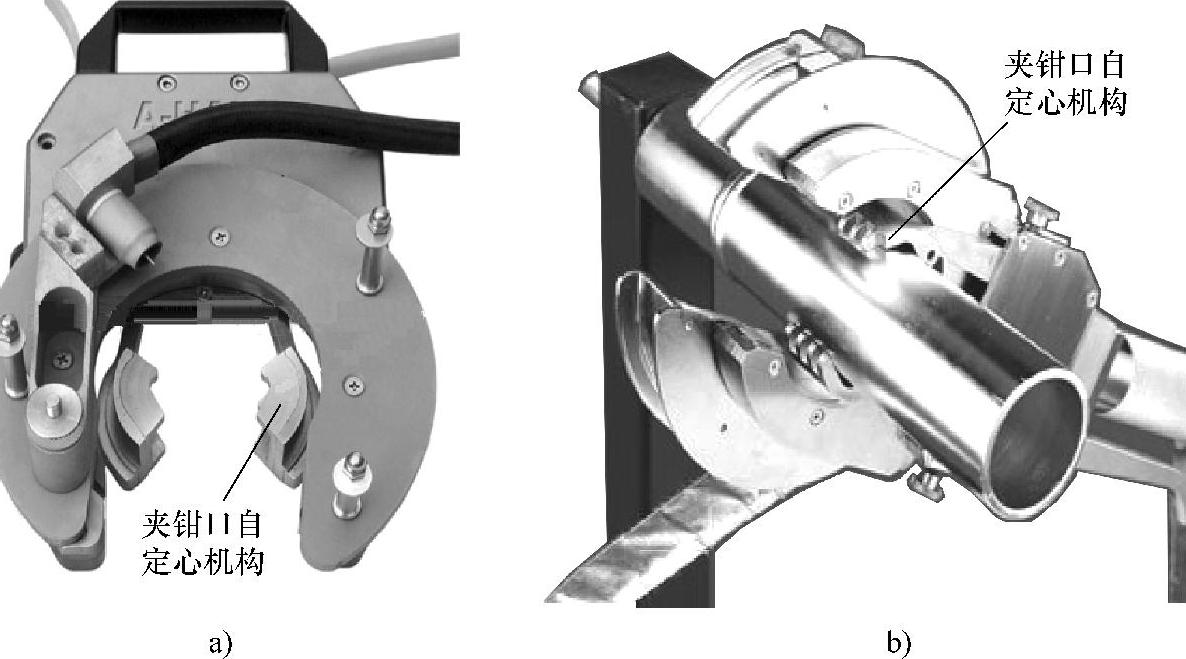
图9-29 开口式焊管机自定心机构
3)为使焊嘴旋转,开口式焊管机一般在转盘的后面(图9-30a)安装有旋转机构(图9-30b)使转盘绕管旋转,从而带动焊嘴旋转。
下面简单解释旋转机构如何使缺口的齿轮(盘)完成左右旋转360°。(https://www.xing528.com)
图9-31a是齿盘开始左旋转位,左右过渡轮小齿轮均与齿盘啮合;盘转到图9-31b时,齿盘的左缺口快要离开左过渡轮小齿轮,左右过渡轮小齿轮还均与齿盘啮合,再过一会,齿盘的左缺口就离开了左过渡轮小齿轮,但右过渡轮小齿轮仍与齿盘啮合;到了图9-31c,齿盘的左缺口完全离开了与右过渡轮小齿轮的啮合,但齿盘的右缺口却进入了与左过渡轮小齿轮的啮合;直到图9-31d,缺口齿盘完成了360°左连续旋转。简而言之,左右过渡轮小齿轮的设计,完成了对缺口齿盘的左右“接力”旋转驱动。
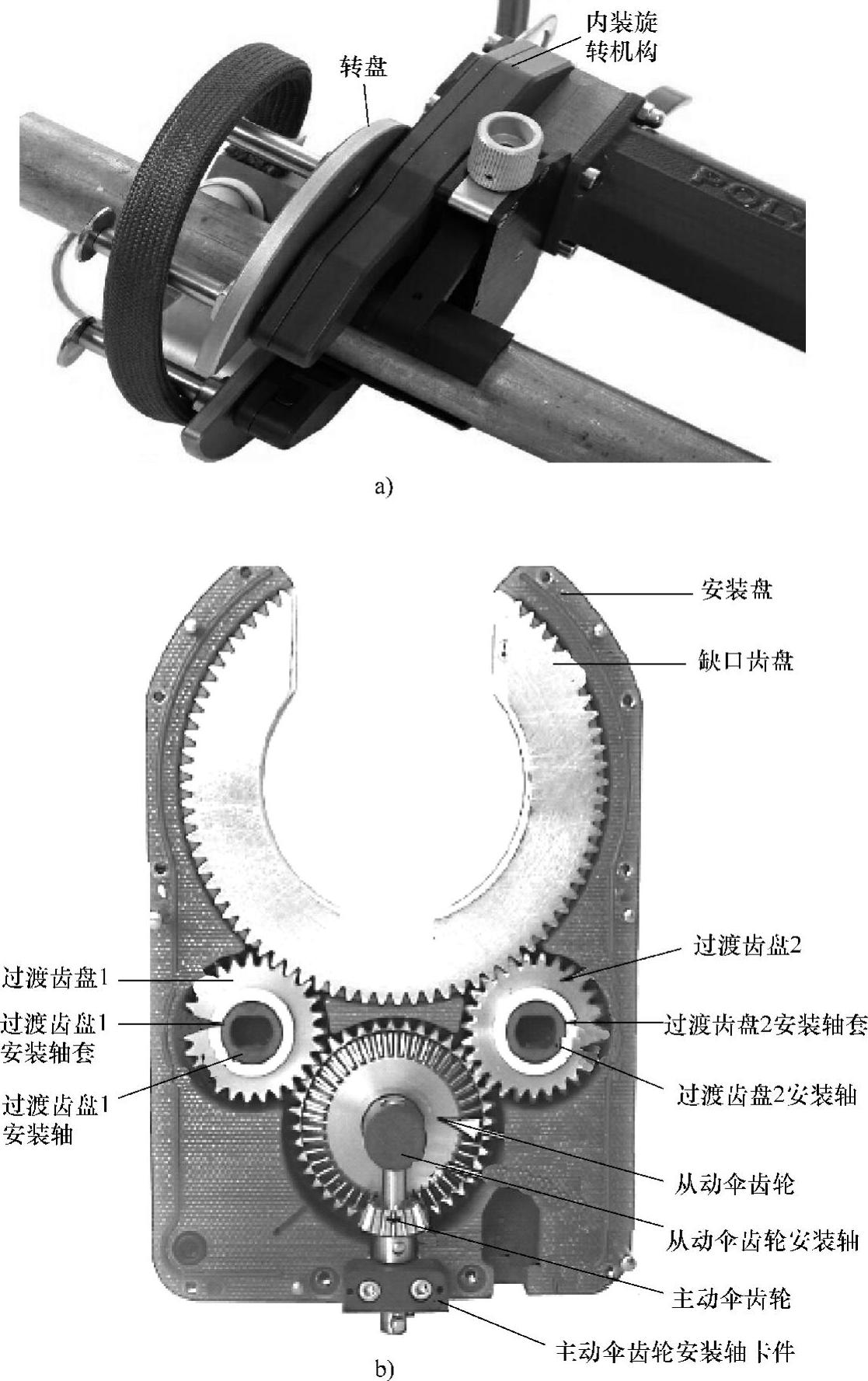
图9-30 开口式焊管机的旋转机构
开口式焊机的整体结构很轻巧,配备提手后,方便焊管机的焊前安装(图9-32)和焊后卸下,这是开口式焊管机的最大特点。
3.闭口式焊管机
闭口式焊管机是指从外面看不到焊头部分的一类全自动TIG焊管机,如图9-33所示。
闭口式焊管机一般都不再填充焊丝,适用于50mm以下、不开坡口的小管径TIG熔焊对接。因无焊丝填充,因此一次焊成的焊缝表面稍显凹形,如图9-34所示。
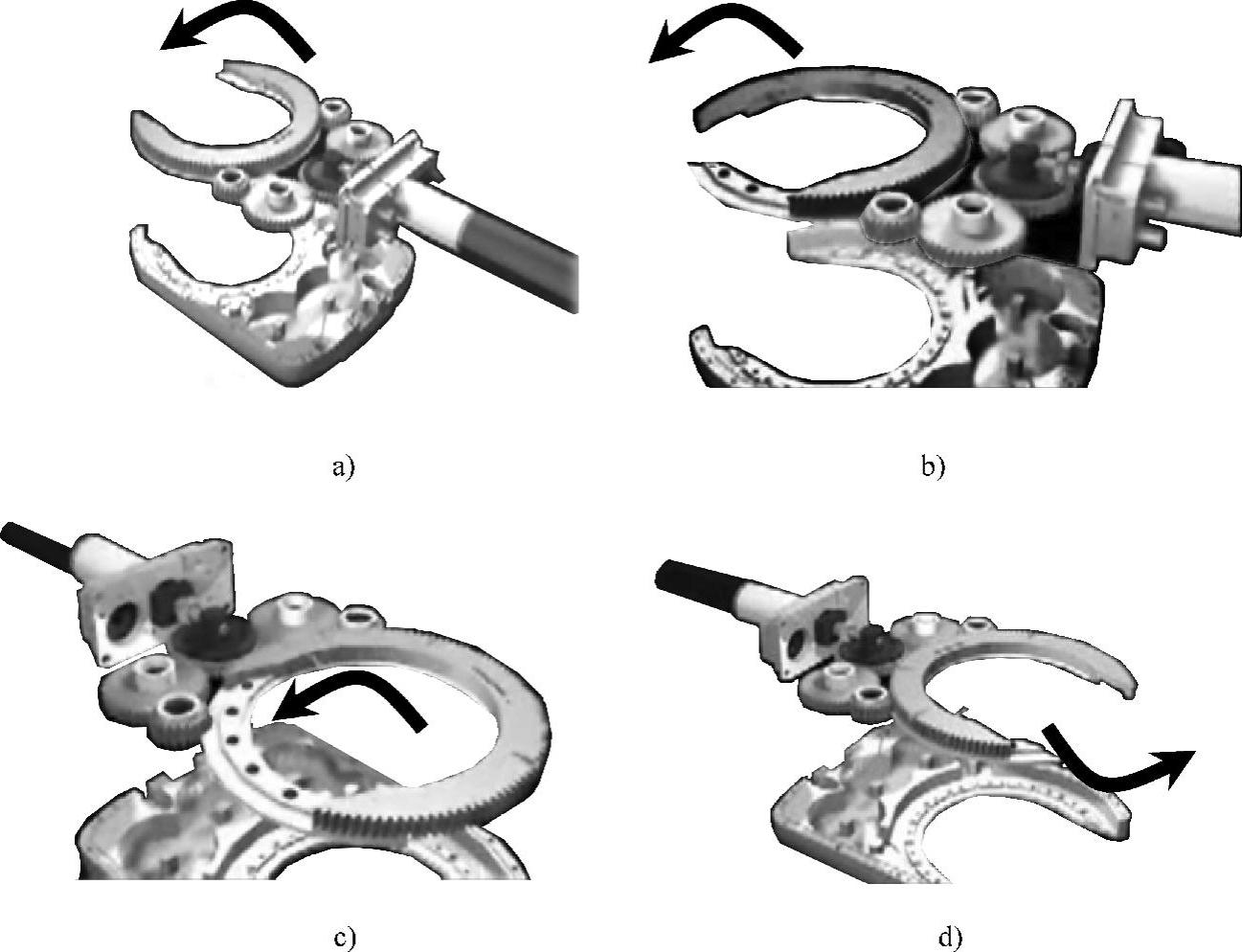
图9-31 开口齿盘左右旋转原理

图9-32 开口式焊管机的安装

图9-33 闭口式焊管机的外观
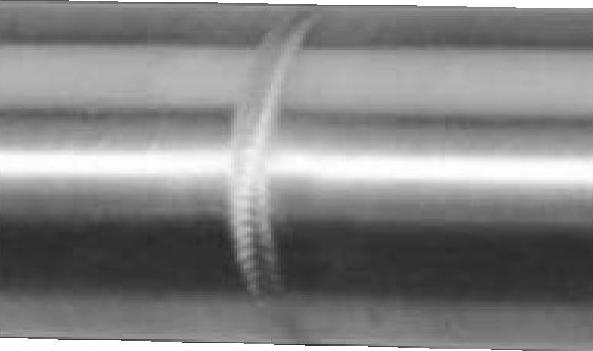
图9-34 闭口式焊管机焊出的焊缝
闭口式焊管机主要特点是TIG焊头不再使用导电电缆、导气导管集束缠绕被焊管的方式,取而代之的是无缠绕线结构。
因为闭口式焊管机焊接的多是小管径管,焊接电流不太大,这样将焊接电流导给旋转状态的钨极可采用电刷导电技术(图9-35),这与靠电刷导电的直流电动机很相似。
闭口式焊管机如何将保护气(一般为氩气)送至焊接区?
闭口式焊管机的TIG焊嘴已经不再使用氩气喷嘴,也就是TIG焊嘴只是一根钨棒,如图9-36,由于闭口式焊管机的上盖合上后,整个焊接区基本上形成了封闭的空间,保护气直接送到并充满封闭的空间,即可起到保护焊缝的效果。
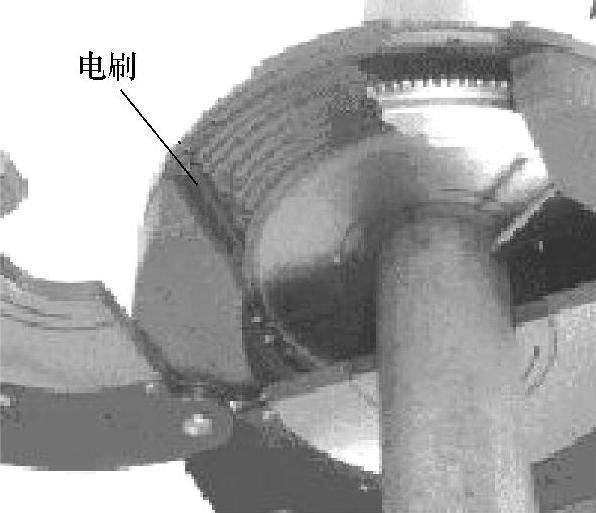
图9-35 闭口式焊管机的导电方式
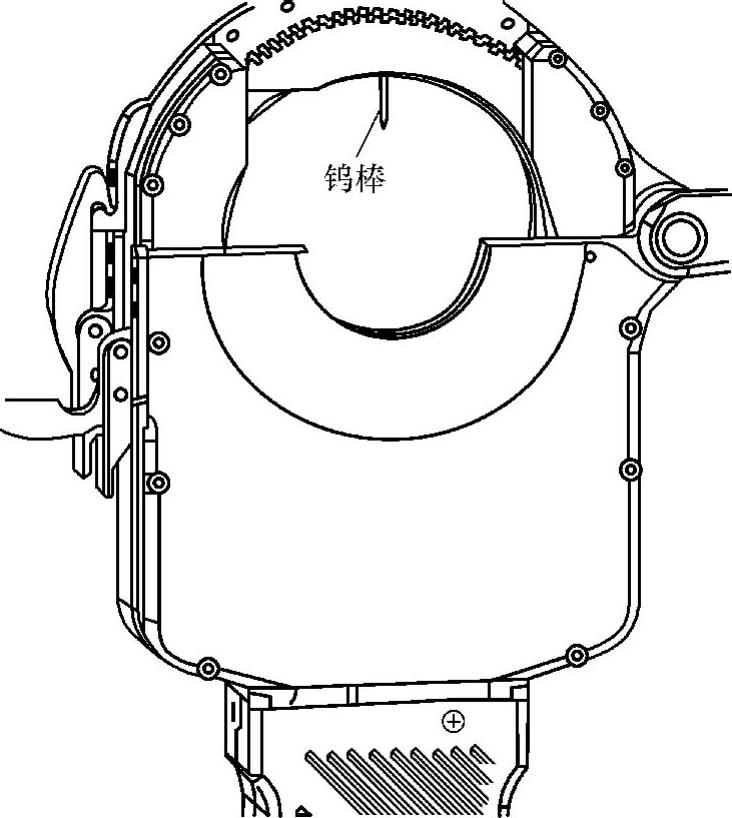
图9-36 闭口式焊管机的钨棒安装位置
闭口式焊管机同样存在缺口,以便插入被焊管,如图9-37、图9-38所示。因此也要解决缺口转盘的旋转驱动问题。闭口式焊管机转盘的旋转驱动与开口式的旋转驱动机构是相同的,不再赘述。
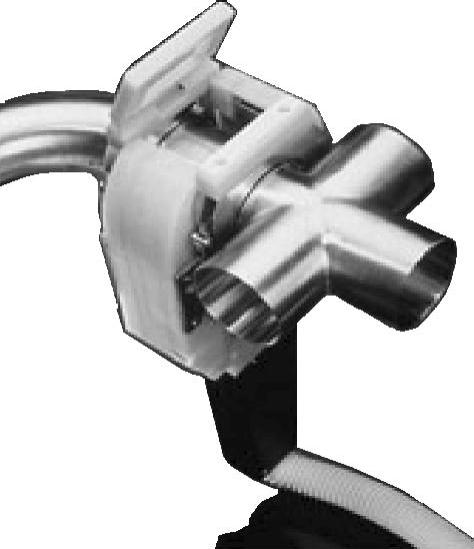
图9-37 闭口式焊管机安装

图9-38 闭口式焊管机焊前安装示意
对封闭式焊管机的结构设计,一般还要求尽量紧凑、轻便,以适用于不同形状管-管、管-法兰等焊件的焊接,方便操作(图9-39、图9-40);同一种机型有几种型号,可适用管径范围更多(图9-41)。
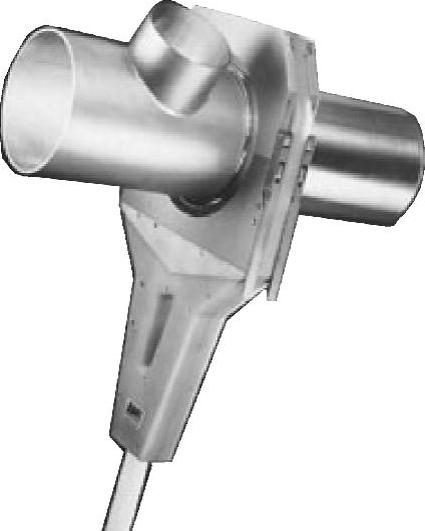
图9-39 体积小的闭口式焊管

图9-40 体积小适合管密集场合
总的来说,闭口式焊管机:焊接机头设计小巧、使用灵活,一般适用于50mm以下小管径焊管,最小可焊接直径10mm细管;扁平状的焊接机头使其适合于拥挤的管系焊接;可打开的焊接机头端盖的设计形式,使装夹和卸下焊接机头很方便;焊接质量很高。
4.管-板接头自动焊管机
除了管-管对接接头形式外,另一类常见的焊管接头形式为管-板接头如图9-42所示。管-板接头自动焊管机主要适用于管与板平齐的接头形式;对管内缩的接头形式,管-板接头自动焊管机一般也适用。这类接头多用在利用管束进行流体换热的各种换热器中。各种换热器内芯结构件都是工作在高温、大温度梯度和高压力的环境下,对这类焊缝的焊接质量要求很高。近年来各种化工换热器,特别是核电蒸汽发生器的内芯结构件都采用管-板接头自动焊管机施焊(图9-43、图9-44),而管-板自动焊管机的优良焊接质量也决定了在管-板接头结构中管-板自动焊管机完全取代手工焊。
由于管-板接头的管子排列一般为三角形、棱形等规则形状,这就决定了管-板接头焊管机的焊头均为以被焊管的管孔为定位中心的方式。定位后,电动机带动环形齿轮盘,齿轮盘上安装了TIG焊嘴,从而使TIG焊嘴围绕被焊管端头旋转,加入焊丝后形成焊管端头的角焊缝,一种典型的管-板自动焊管机的结构形式如图9-45所示。
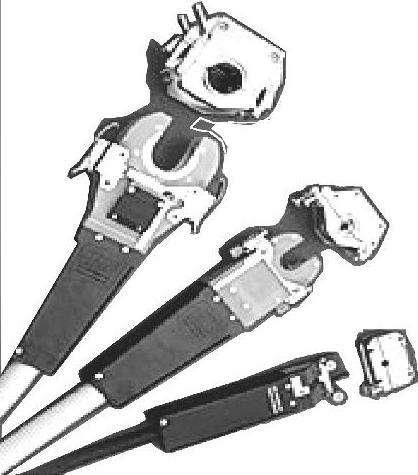
图9-41 同一机型的几种型号
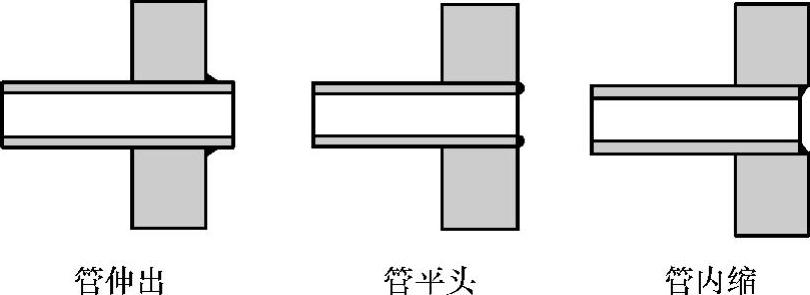
图9-42 管-板接头形式
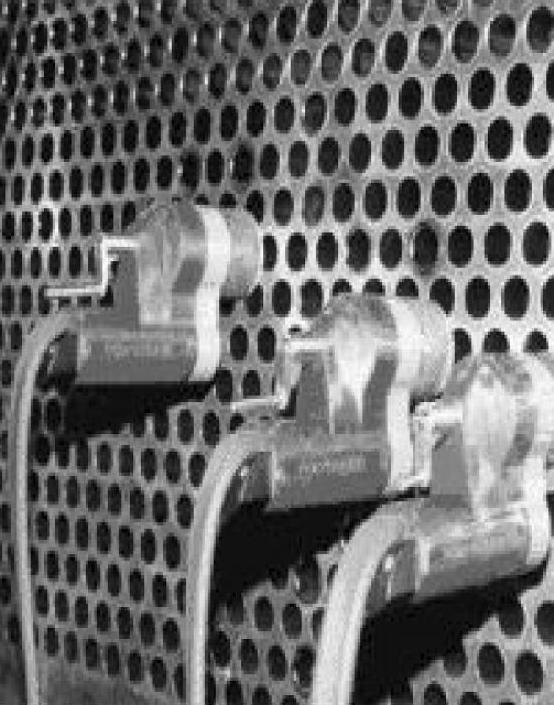
图9-43 管-板接头焊接实况
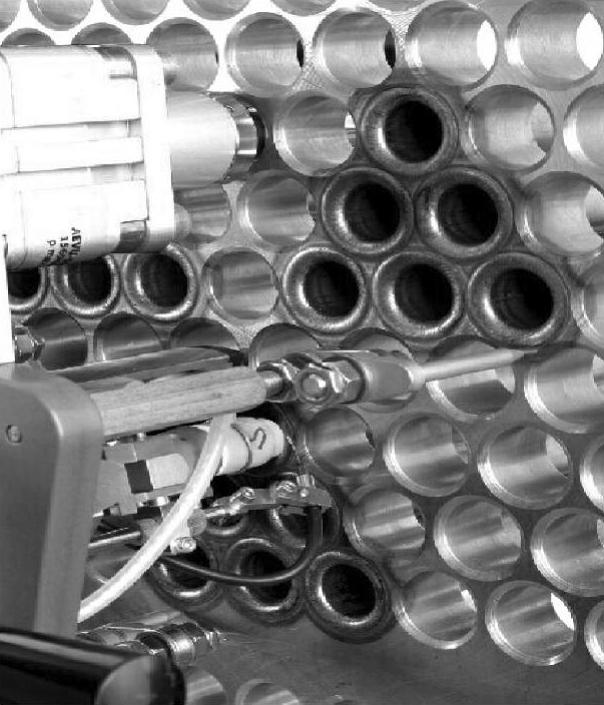
图9-44 管-板焊管机的定位
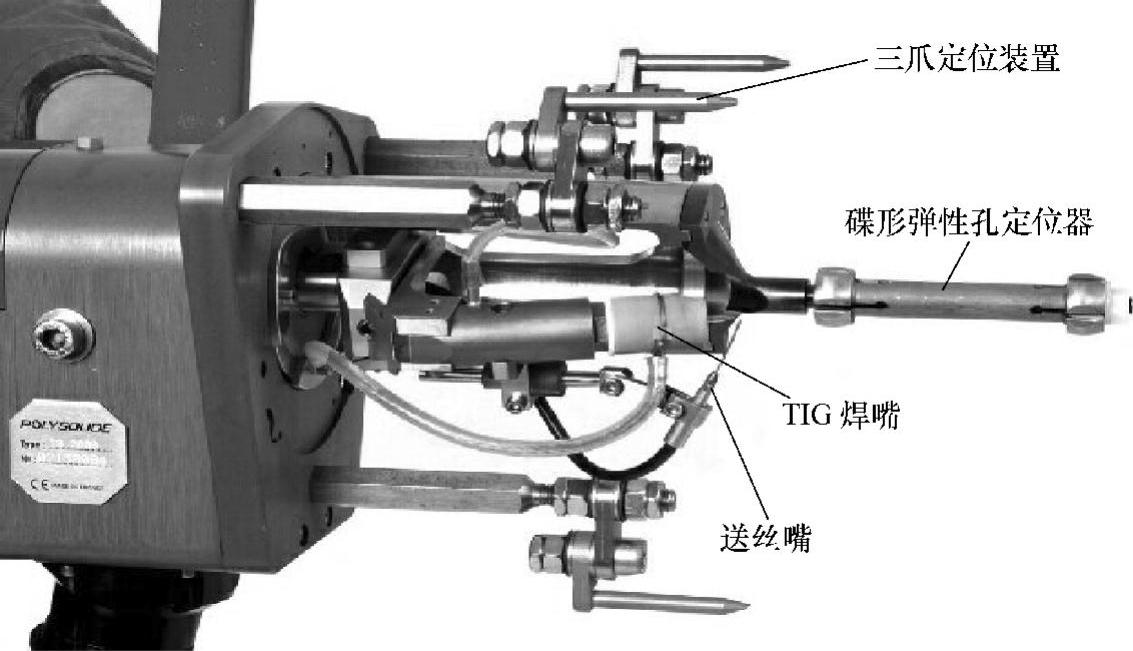
图9-45 典型的管-板自动焊管机的结构形式
机头采用三点平面支撑方式(图9-45中的三爪定位装置)支靠在管-板结构的端面。然后,管-板接头焊管机的芯杆插入管内,杆端的碟形弹性定位器(图9-46)的碟形弹簧带动拉杆端头圆锥面,撑住管子内孔,从而将弹性定位器牢牢地胀在管子里;通过机头尾部的气缸推动拉杆,弹性定位器便可松开。
根据管径不同,机头可配备各种规格的芯杆定位器来满足不同管径的要求,定位一次完成后,可重复焊接,连续工作。
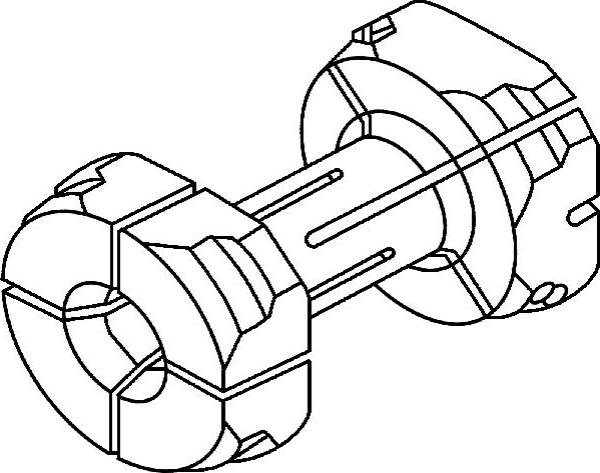
图9-46 碟形弹性孔定位器的结构
焊头由电动机驱动的焊嘴旋转装置、定位装置、送丝机构、弧长控制系统、气体保护系统、水冷系统等部分组成。将送丝机安装在机头前端随焊嘴一起旋转的转盘上,就不存在焊丝缠绕问题,相比而言还缩短了送丝机到焊接区的距离,焊丝从送丝机到送丝支架只需一根透明的聚四氟乙烯管即可,聚四氟乙烯管更换简单,焊丝不需矫直轮,穿丝简易化,送丝阻力减小,回抽焊丝也更容易,整个送丝系统的损坏概率减小。
在焊接机头内部装有弧长控制装置,即电弧AVC控制,通过步进电动机带动焊嘴沿焊缝位置进行电弧电压信号反馈,保证弧长高度的稳定和焊接质量的可靠。
管-板焊机的焊头旋转系统一般采用光电码盘计数、直流电动机调速方式。在电动机输出轴与主动齿轮的连接上,有些采用了安全离合器取代销钉连接。
TIG焊枪一般采用陶瓷喷嘴形式(图9-47),陶瓷喷嘴为标准结构件,一旦喷嘴出口被焊接飞溅堵塞,需及时更换新陶瓷喷嘴。
对焊枪,还要求更换或调整钨极方便、快捷,图9-47中,拧开钨极导电夹尾部的封帽即可方便更换、调整钨极。而对钨极导电夹设计的要求是可选用不同直径的钨棒。
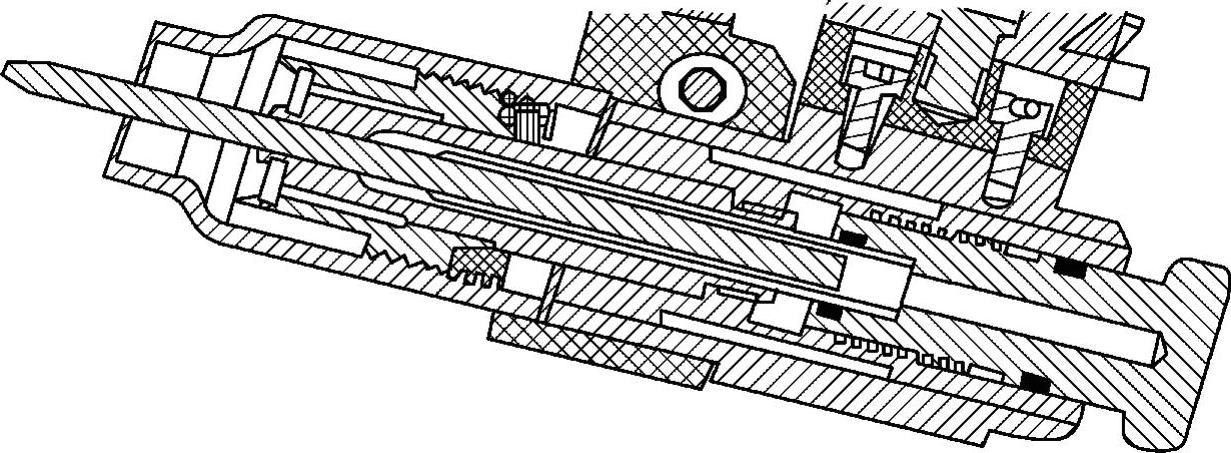
图9-47 标准型TIG焊枪的结构
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。